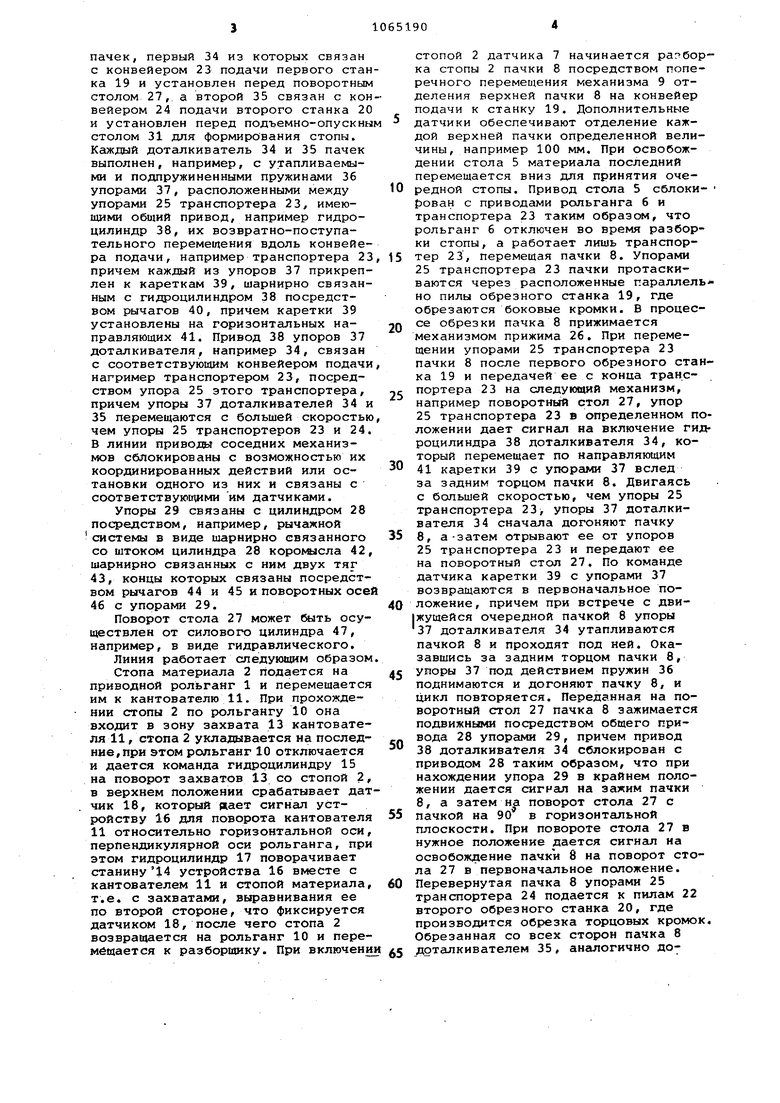
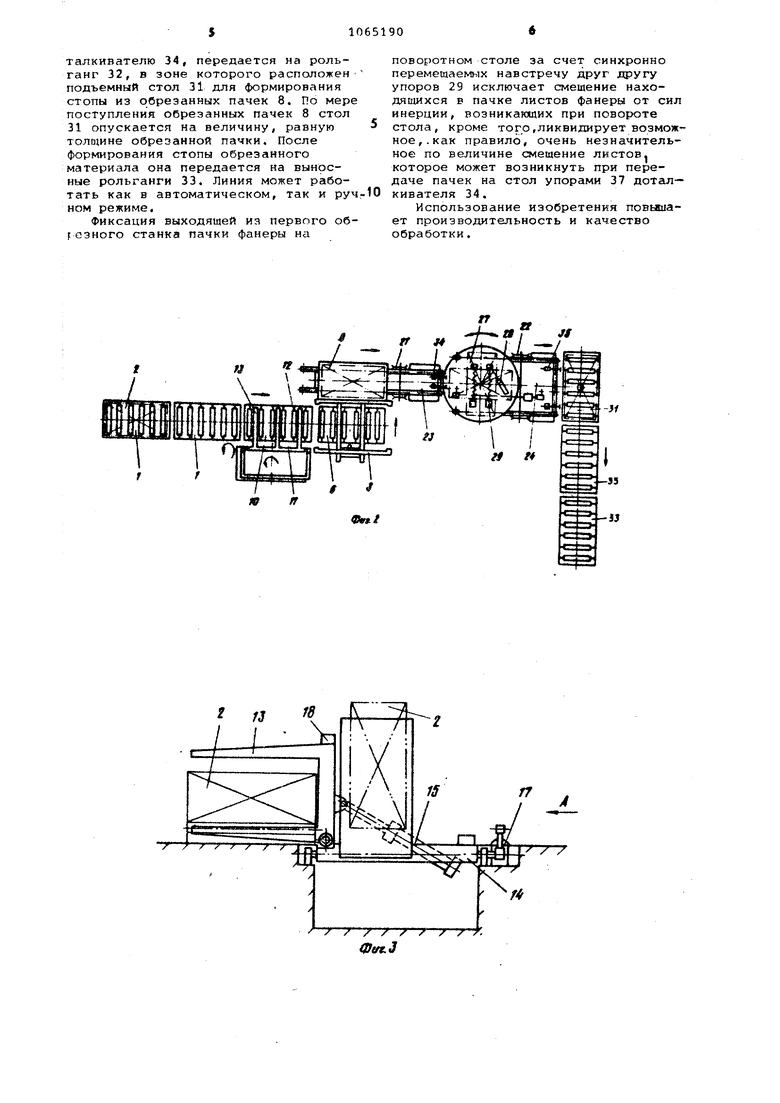
л 9 t I 9Я ft Я Изобретение относится к оборудованию для форматной обрезки листовы материалов и может быть использовано в деревообрабатываюшей промышлен ности. Известна полуавтоматическая лини обрезки фанеры, содержащая рольганг для подачи стопы фанеры к разборщику ее на- пачки, устройство для выравнивания одной боковой стороны в пачки в виде направляюо1ей линейки и пневматических упоров для выравнивания ее переднего торца, смон тированные за разборщиком два двуст ронних обрезных станка, установлен ных под углом 90° , с конвейерами гпо дачи, приводами и упорами, встроенное между станками, установленное в месте стыковки конвейеров упорное устройство для передачи пачки к вто POMS станку, механизм для формирования стопы из обрезанных пачек Известна линия для форматной обрезки листовых материалов, содержащая устройство для загрузки и выгрузки стопы лис-ОБОго материала с расположенными между ними рольгангами, устройствами для базирювания стопы по двум кромкам и пильными станками 2j . Известна также линия форматной обрезки листовых материалов, содержащая устройства для загрузки и выгрузки стопы материала и расположенные между ними рольганги, кантователь для поворота стопы относительно горизонтальной оси, параллель ной оси рольганга, разборщик стопы, два двупильных обрезных станка, между которыми расположен поворотный в горизонтальной плоскости стол з . Недостатками известных линий являются невысокая производительность, вызванная необходимостью при транспортировке обрезаемого материала выдерживать большие межторцовы разрывы, и низкое качество обработки вызванное тем, что подравнивание ли тов материала производится в горизонтально лежащей пачке, вследствие чего может произойти сбивание обрезанных боковых сторон. Цель изобретения повьшение производительности и качества обработки. Поставленная цель достигается тем, что кантователь снабжен механиз мом для поворота стопы относительно горизонтальной оси, перпендикулярной оси рольганга, а обрезные станки дотсшкивателями, установленными после станков. При этом каждый доталкиватель выпол нен по крайней мере с одним утапливаелы упором, установленным на каретке Кроме того, механизмы поворота кантователя связаны между собой да тчиками положения, На фиг. 1 изображена линия, общий вид на фиг. 2 - то же, вид сверг ху} на фиг. 3 - кантователь, общий вид; на фиг. 4 - вид А на фиг. 3; на фиг. 5 - доталкиватель пачек, общий вид; на фиг. б - кинематическая схема поворотного стола с механизмом фиксации пачки; на фиг. 7 - часть поворотного стола с рычагом. Линия форматной обрезки листовых материалов включает приводные рольганги 1 для подачи стопы 2 фанеры к разборщику 3, выполненному, например, в виде подъемно-опускного посредством гидроцилиндра 4 стола 5 с приводным рольгангом 6 и датчиками 7 для разборки стопы 2 на пачки 8 определенной величины посредством механизма 9 отделения верхней пачки 8 от стопы 2 подачи ее в станок. Между рольгангами 1 и разборщиком 3 в зоне рольганга 10 расположен кантователь 11 стопы 2 в виде установленных между роликами 12 рольганга 10 захватов 13 для стопы 2, закрепленных на станине 14. Захваты 13 выполнены поворотными посредством, например, гидроцилиндра 15. Для выравнивания стопы по второй стороне кантователь 11 снабжен устройством 16 для поворота относительно горизонтальной оси, перпендикулярной оси рольганга в виде станины 14, снабженной индивидуальным приводом ее поворота вместе с кантователем 11 в виде, например, гидроцилиндра 17. Кроме того, приводы 15 и 17 кан тователя 11 и устройства 16 для по- , ворота его электрически связаны между собой посредством датчиков 18 их положений. За разборщиком 3 смонтированы два двусторонних обрезных станка 19 и 20 для обрезки кромок пачки 8, первый 19 с двумя пилами 21 для боковых кромок, второй 20 с пилами 22 для торцовых кромок с конвейерами подачи в виде, например, транспортеров 23 и 24 с пpивoдгuvш и упорами 25, Кроме того, каждый из обрезных станков 19 и 20 снабжен механизмом прижима 26. Между двумя обрезными станками установлен поворотный на 90 в горизонтальной плоскости стол 27, снабженный механизмом фиксации пачек во время поворота, в виде закрепленных на столе 27 подвижных посредством общего гидроцилиндра 28 упоров 29. За вторым обрезным станком 20. установлен механизм для формирования стопы из обрезанных пачек в виде подъемно-опускного посредством, например, гидроцилиндра 30 стола 31 с рольгангом 32, а за ним установлены выносные рольганги 33. Линия форматной обрезки фанеры включает два доталкивателя 34 и 35
пачек, первый 34 из которых связан с конвейером 23 подачи первого станка 19 и установлен перед поворотным столом 27, а второй 35 связан с конвейером 24 подачи второго станка 20 и установлен перед подъемно-опускны столом 31 для формирования стопы. Каждый доталкиватель 34 и 35 пачек выполнен, например, с утапливаемыми и подпружиненными пружинами 36 упорами 37, расположенными между упорами 25 транспортера 23, имеющими общий привод, например гидроцилиндр 38, их возвратно-поступательного перемещения вдоль конвейера подачи, например транспортера 23 причем каждый из упоров 37 прикреплен к кареткам 39, шарНирно связанным с гидроцилиндром 38 посредством рычагов 40, причем каретки 39 установлены на горизонтальных направляющих 41. Привод 38 упоров 37 доталкивателя, например 34, связан с соответствующим конвейером подачи например транспортером 23, посредством упора 25 этого транспортера, причем упоры 37 доталкивателей 34 и 35 перемещаются с большей скоростью чем упоры 25 транспортеров 23 и 24. В линии привода 1 соседних механизмов сблокированы с возможностью их координированных действий или остановки одного из них и связаны с соответствующими им датчиками.
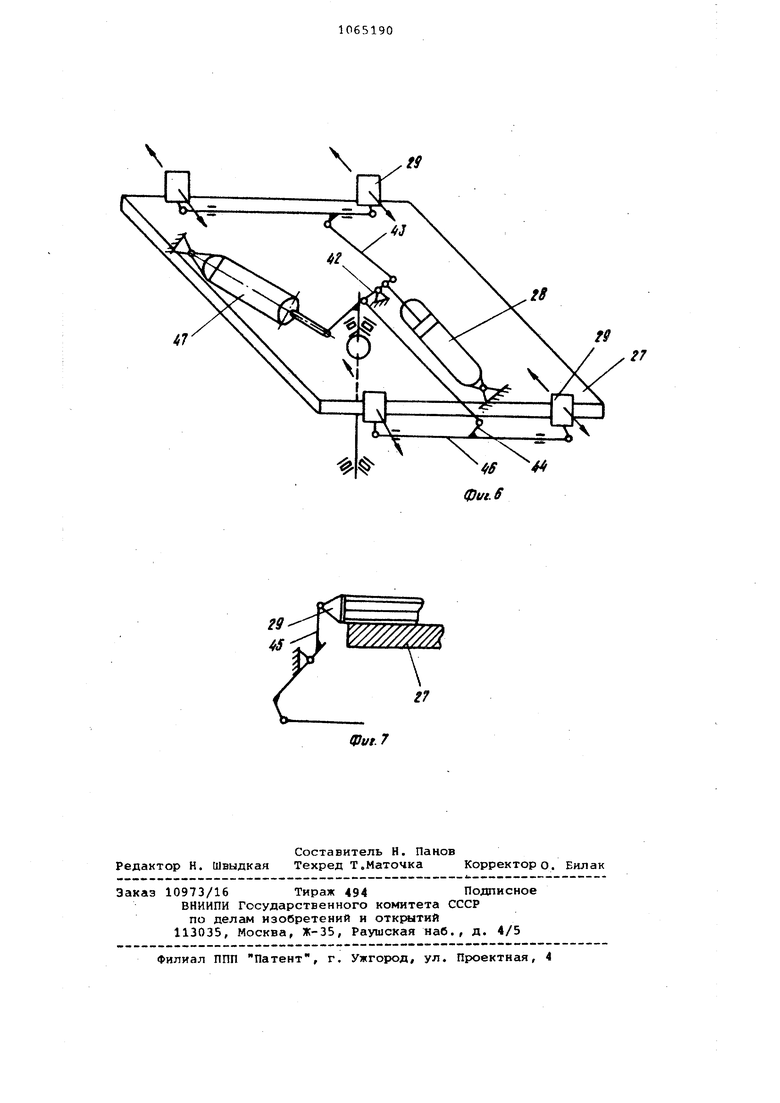
Упоры 29 связаны с цилиндром 28 посредством, например, рычажной системы в виде шарнирно связанного со штоке цилиндра 28 короьвлсла 42, шарнирно связанных с ним двух тяг 43, концы которых связаны посредством рычагов 44 и 45 и поворотных осей 46 с упорами 29.
Поворот стола 27 может быть осуществлен от силового цилиндра 47, например, в виде гидравлического.
Линия работает следующим образом
Стопа материала 2 подается на приводной рольганг 1 и перемещается им к кантователю 11. При прохождении стопы 2 по рольгангу 10 она входит в зону захвата 13 кантователя 11 , стопа 2 укладывается на последние,при этом рольганг 10 отключается и дается команда гидррцилиндру 15 на поворот захватов 13 со стопой 2, в верхнем положении срабатывает датчик 18, который дает сигнал устройству 16 для поворота кантователя 11 относительно горизонтальной оси, перпендикулярной оси рольганга, при этом гидроцилиндр 17 поворачивает станину 14 устройства 16 вместе с кантователем 11 и стопой материала, т.е. с захватами, выравнивания ее по второй стороне, что фиксируется датчиком 18, после чего стопа 2 возвращается на рольганг 10 и перемещается к разборщику. При включении
стопой 2 датчика 7 начинается ка стопы 2 пачки 8 посредством поперечного перемещения механизма 9 отделения верхней пачки 8 на конвейер подачи к станку 19. Дополнительные датчики обеспечивают отделение каждой верхней пачки определенной величины, например 100 мм. При освобождении стола 5 материала последний перемещается вниз для принятия очередной стопы. Привод стола 5 сблоки ровен с приводами рольганга 6 и транспортера 23 таким образом, что рольганг 6 отключен во время разборки стопы, а работает лишь транспортер 23, перемещая пачки 8. Упорами 25 транспортера 23 пачки протаскиваются через расположенные параллел но пилы обрезного станка 19, где обрезаются боковые кромки. В процессе обрезки пачка 8 прижимается механизмом прижима 26. При перемещении упорами 25 транспортера 23 пачки 8 после первого обрезного стака 19 и передачей ее с конца транспортера 23 на следующий механизм, например поворотный стол 27, упор 25 транспортера 23 в определенном пложении дает сигнёш на включение гироцилиндра 38 доталкивателя 34, который перемещает по направляющим 41 каретки 39 с упорами 37 вслед за задним торцом пачки 8. Двигаясь с большей скоростью, чем упоры 25 транспортера 23, упоры 37 доталкивателя 34 сначала догоняют пачку 8, а-затем отрывают ее от упоров 25 транспортера 23 и передают ее на поворотный стол 27, По команде датчика каретки 39 с упорами 37 возвращаются в первоначальное положение, причем при встрече с дви жущейся очередной пачкой 8 упоры
37доталкивателя 34 утапливаются пачкой 8 и проходят под ней. Оказавшись за задним торцом пачки 8, упоры 37 под действием пружин 36 поднимаются и догоняют пачку 8, и цикл повторяется. Переданная на поворотный стол 27 пачка 8 зажимается подвижными посредством общего привода 28 упорами 29, причем привод
38доталкивателя 34 сблокирован с приводом 28 таким образом, что при нахождении упора 29 в крайнем положении дается сигнал на зажим пачки 8, а затем на поворот стола 27 с пачкой на 90 в горизонтальной плоскости. При повороте стола 27 в нужное положение дается сигнаш на освобождение пачки 8 на поворот стола 27 в первоначальное положение. Перевернутая пачка 8 упорами 25 транспортера 24 подается к пилам 22 второго обрезного станка 20, где производится обрезка торцовых кромок Обрезанная со всех сторон пачка 8 доталкивателем 35, ангшогично доталкивателю 34, передается на рольганг 32, в зоне которого расположен подъемный стол 31 для формирования стопы из обрезанных пачек 8. По мере поступления обрезанных пачек 8 стол 31 опускается на величину, равную толщине обрезанной пачки. После формирования стопы обрезанного материала она передается на выносные рольганги 33. Линия может работать как в автоматическом, так и ручном режиме.
Фиксация выходящей из первого обрезного станка пачки фанеры на
поворотном столе за счет синхронно перемещаемых навстречу друг другу упоров 29 исключает смешение находящихся в пачке листов фанеры от сил инерции, возникающих при повороте стола, кроме того,ликвидирует возможное,, как правило, очень незначительное по величине смещение листов
которое может возникнуть при передаче пачек на стол упорами 37 дотгш- кивателя 34.
Использование изобретения повышает производительность и качество обработки.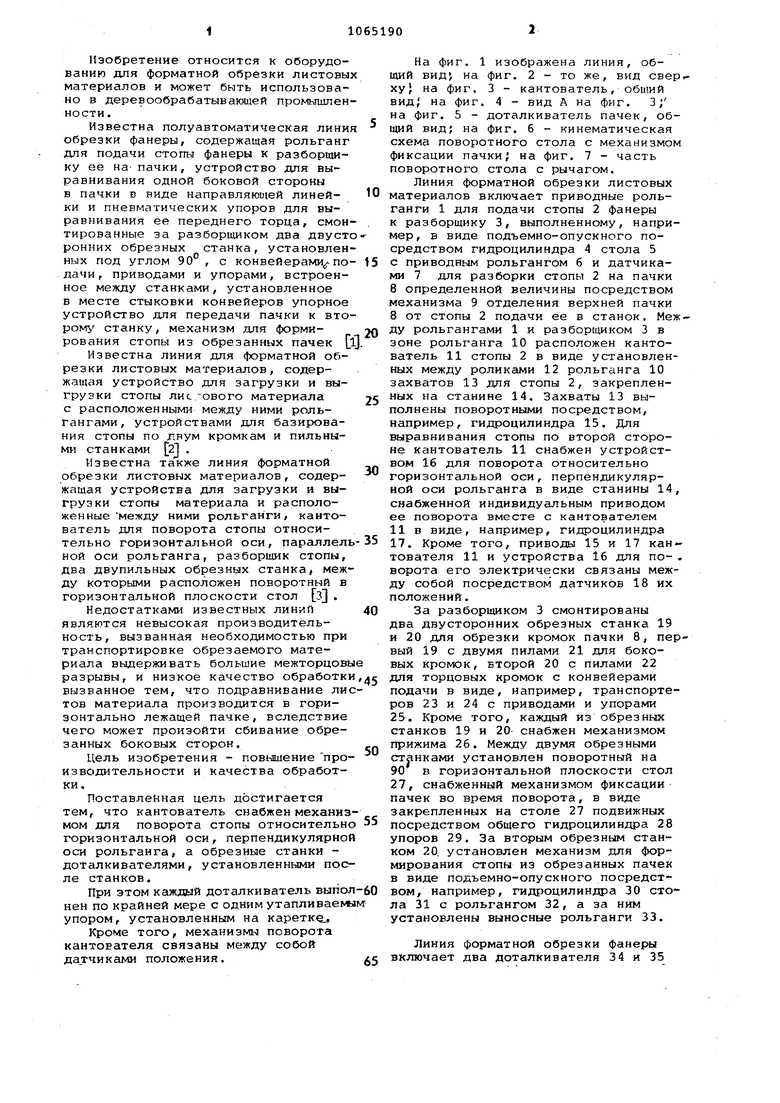
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для обрезки фанеры на форматные листы | 1951 |
|
SU100234A1 |
| Линия изготовления древесного слоистого материала | 1987 |
|
SU1498613A1 |
| Линия для производства древесно-стружечных плит | 1982 |
|
SU1070024A1 |
| Линия для изготовления древесного слоистого материала (и ее варианты) | 1982 |
|
SU1021608A1 |
| УСТРОЙСТВО для СБОРКИ ПАКЕТОВ ШПОНА | 1970 |
|
SU278083A1 |
| Устройство для сортирования листовых материалов | 1989 |
|
SU1751129A1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО ИЗГОТОВЛЕНИЯ ЭНЕРГОЭФФЕКТИВНЫХ ЭКОЛОГИЧЕСКИ ЧИСТЫХ МНОГОСЛОЙНЫХ ОБЛЕГЧЕННЫХ ОГНЕСТОЙКИХ СТЕНОВЫХ ПАНЕЛЕЙ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ, ЭНЕРГОЭФФЕКТИВНАЯ ЭКОЛОГИЧЕСКИ ЧИСТАЯ МНОГОСЛОЙНАЯ ОБЛЕГЧЕННАЯ ОГНЕСТОЙКАЯ СТЕНОВАЯ ПАНЕЛЬ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ АВТОМАТИЗИРОВАННОГО ИЗГОТОВЛЕНИЯ ЭНЕРГОЭФФЕКТИВНЫХ ЭКОЛОГИЧЕСКИ ЧИСТЫХ МНОГОСЛОЙНЫХ ОБЛЕГЧЕННЫХ ОГНЕСТОЙКИХ СТЕНОВЫХ ПАНЕЛЕЙ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ | 2013 |
|
RU2549939C2 |
| УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ КУСКОВОГО ШПОНА и т. п. ЛИСТОВОГО МАТЕРИАЛА В ПОЛНОФОРМАТНЫЕ ЛИСТЫ | 1968 |
|
SU217631A1 |
| Способ производства фанеры | 2017 |
|
RU2654793C1 |
| Полуавтоматическая линия для окончательной обработки, сборки и контроля блок-картеров двух типоразмеров двигателей внутреннего сгорания | 1973 |
|
SU443745A1 |
1. ЛИНИЯ ФОРМАТНОЙ ОБРЕЗКИ ЛИСТОВЫХ МАТЕРИАЛОВ, содержащая устройства для загрузки и выгрузки стопы материала и расположенные между ними рольганги, кантователь для поворота стопы относительно горизонТа пьной оси, параллельной оси рольгаНга, разборщик стопы, два двухпильных обрезных станка, между которыми расположен поворотный в горизонтальной плоскости стол, о т л ичающаяся тем, что, с целью повышения производительности и качества обработки, кантователь снаР жен механизмом для поворота стопы относительно горизонтальной оси, перпендикулярной оси рольганга, а обрезные станки - доталкивателями, установленными после станков. 2.Линия по п. 1, а я с я тем, что кгокдый яотгшкиватель выполнен по крайней мере с одним утапливаемым упором, уставовленным на каретке. сл 3.Линия по п. 1,отлич а ющ а я с я тем, что механизмы поворота кантователя связаны между собой датчиками положения.
гз
MJJ 39 36 J7 25 8
/////Y//////
ф1/г.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Плиты и Фанера | |||
| Реферативная информация | |||
| М., ВНИПИЭИлеспром, 1976, № 7, с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| ССР, 1978. | |||
