Известны устройства для сборки пакетов шпона, включающие подъемные столы для установки стоп шпона по заданному уровню, механизмы разборки стоп по одному листу, механизм подачи рубашек, обрезные и клеевые вальцы, этажерку для сборки листов в пакет, кантователь и командоаипарат.
Целью изобретения является создание устройства, обеспечивающего сборку шпона в листы фанеры различной слойности, листов фанеры в стопы заданной высоты и удобства поворота стопы.
Для этого этажерка выполнена с трехэтажными каретками, перемещаемыми по направляющей в противоположные стороны над укрепленной на штоке гидроцилиндра подъемной плитой, а кантователь имеет расположенные на поворотной горизонтальной оси зажимы.
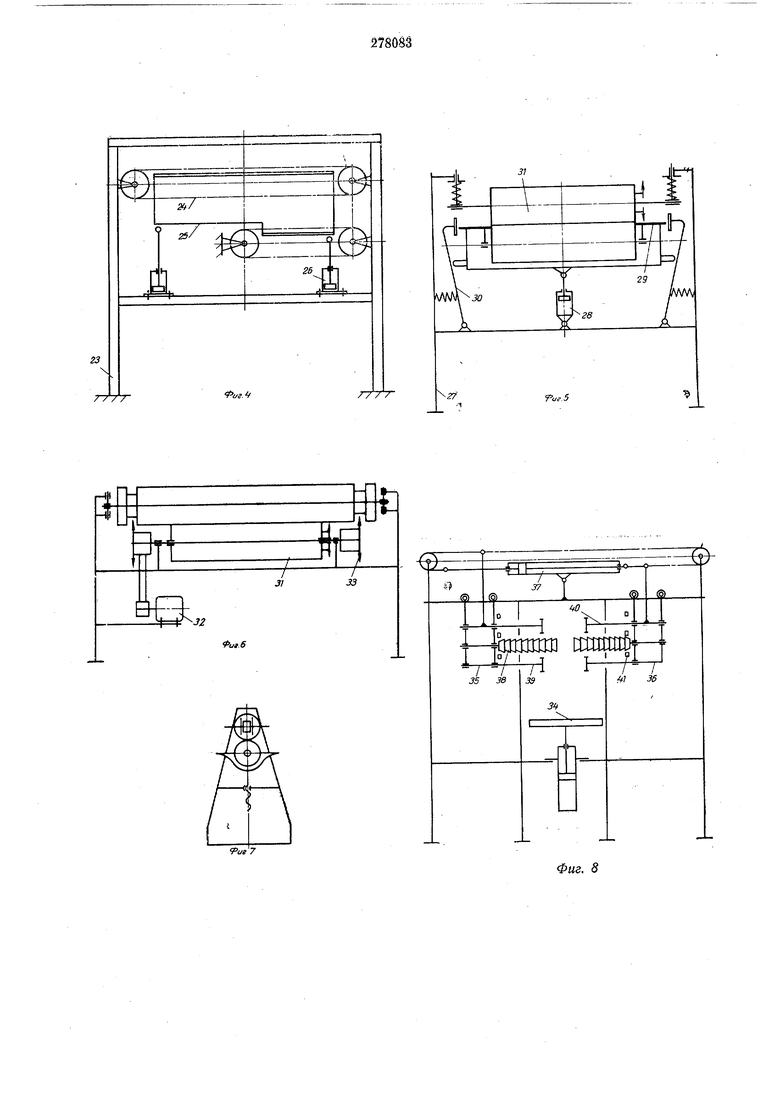
На фиг. 1 схематически изображено предложенное устройство, технологическая схема; на фиг. 2 - механизм разборки стоп щпона и подъемный стол; на фиг. 3 - кантователь с видом по стрелке А; .на фиг. 4 - механизм подачи рубашек; на фиг. 5 - стол ориентировки смазанных серединок; на фиг. б - обрезные вальцы; на фиг. 7 - клеевые вальцы; на фиг. 8 - раздвижная этажерка; на фиг. 9 - командоаппарат с разрезом по Б-Б.
Устройство для сборки пакетов шпона содержит рольганги /, 2, 3, 4 для приемки стоп шпона, подъемные столы 5, 6, 7, 8 для установки стоп по заданному уровню, механизмы 9 разборки стоп, кантователь 10 для поворота стопы шпона нижних рубашек, механизм // подачи и предварительного выравнивания рубашек и несмазанных серединок,стол 12 для ориентировки шпона для смазанных серединок, обрезные вальцы 13 для торцовки листа шпона по ширине перед намазкой, клеевые вальцы 14, раздвижную этажерку 15 для укладки листов шпона и листы фанеры, командоаипарат для автоматического управления
механизмами линии и систему автоматики и контроля.
Механизм 9 разборки стоп содержит поворотные вальцы 16, каретку с пиевмоприсосками 17, перемещаемую с помощью гидроцилиндра 18 по копиру 19.
Кантователь 10 устройства состоит из двух траверс 20, двух цилиндров 21 и механизма 22 для поворота стопы на 180°. Механизм 11 подачи и предварительного выравнивания рубашек и несмазанных серединок предназначен для подачи их в раздвижную этажерку /5. На раме 23 механизма 11 укреплены расположенные в два этажа вращающиеся цепи 24, механизм 11 снабжен также столом 25,
вертикальной плоскости с помощью цилиндров 26.
Стол /2 для ориентировки и подачи в обрезные вальцы смазанных серединок шнона имеет раму 27, относительно которой с помощью цилиндра 28 перемещается стол 29, раздвигающий в процессе движения выравнивающие борта 30. Сводят эти борта с помощью пружин. Обрезные вальцы имеют ловоротвые вальцы 31, в которых установлен поворотный от привода 32 вал с дисковыми ножами 33.
Раздвижная этажерка 15 служит для укладки поданных в нее листов щпона на подъемный стол 34 в листы фанеры заданной слойности с одновременным их выравниванием и состоит из двух трехэтажных кареток 35 и 36, синхронно перемец-1аемых по неподвижной раме в разные стороны гидроцилиндро.м 37. Смазанные серединки принимаются рифлеными вальцами 38, нижние рубащки - на этаж 39, верхние - на этаж 40. При раздвижении кареток листы щпона удерживаются по краям упорами 41.
Командоаппарат устройства состоит из пяти кулачковых валов 42 и конечных выключателей 43. Кулачковые валы объединены в барабан 44, который с помощью, рукоятки 45 поворачивается вокруг оси 46. Командоаппарат управляет работой устройства в автоматическом режиме. Число кулачковых валов определяется необходимым числом вариантов слойности собираемых пакетов. Так, нять кулачков их валов обеспечивают сборку трех-, пяти-, семи-, девяти- и одиннадцатислойной фанеры.
Перестройка всего устройства на другую слойность фанеры осуществляется путем поворота барабана 44.
Система автоматики и контроля снабжена конечными выключателями для остановки стопы щпона в нужном положении и для поддержания постоянного уровня стопы щнона при ее разборке, фотодатчиками для контроля поступления щпона на раздвижную этажерку и для определения момента окончания разборки щпона и подачи команды на подачу следующей стопы, а также реле счета импульсов для отсчета количества произведенных циклов, а следовательно, и высоты укладываемой стопы пакетов.
Описываемое устройство работает следующим образом.
Стоны щпона с соответствующим сортом на поддонах подаются на рольганги Л 2, 3, 4 и транспортируются на подъемные столы 5, 6, 7, 8, установленные л од механизмами 9 разборки стоп. Подъемные столы поднимают стопы щпона до конечных выключателей, определяющих уровень разборки стопы.
Механизмы разборки стоп снимают и подают очередной лист щпона следующим образом.
Каретка с присосками онускается с помощью гидроцилиндра, присасывает край верхнего листа щпона, приподнимает его и подает в поворотные вальцы 16, которые выбрасывают его на следующую позицию.
Шпон для верхних рубащек со стола 7 подается на верхний этал механизма //, где выравнивается, а затем нередается на верхний этаж этажерки /5 до упора.
Стопу со шпоном для нижних рубащек кантуют лицевой стороной вниз с номощью кантователя 10. Затем стопа подается на подъемный стол 5 и механизмом 9 листы щпона выбрасываются на нижний этаж механизма //, выравниваются и передаются на нижний этаж этажерки 15 до упора.
Все листы щпона поступают на соответствующие этажи раздвижной этажерки. Ориентировка листов по расположению волокон
обеспечивается изменением направления движения листов верхней и нижней рубащек при передаче их с механизма 11 в раздвижную этажерку. По мере укладки пакетов подъемный стол под раздвижной этажеркой опускается и после отсчета заданного числа циклов уходит в крайнее положение, онуская поддон с собранной стопой на рольганг, которым она подается, например, к прессу. Все непрерывно работающие механизмы
приводятся одним приводом. Все периодически работающие механизмы приводятся гидроцилиндрами, управляемыми командоаппаратом. Поддоны для подачи щпона после разборки стоп специальными рольгангами выдаются наружу для повторного использования.
В случае применения нредварительно намазанных и высущенных листов щпона для смазанных серединок, а также отказа от поддонов стол 12, обрезные вальцы 13 и клеевые
вальцы 14 могут быть аннулированы, размеры устройства таким образом будут значительно сокращены.
Предмет изобретения
Устройство для сборки пакетов щпона, включающее подъемные столы для установки стоп шпона по заданному уровню, механизмы разборки стоп по одному листу, кантователь, механизм подачи рубашек, стол для
ориентировки серединок, обрезные и клеевые
вальцы, этажерку для сборки листов Б накет
и Командоаппарат, отличающееся тем, что, с
целью обеспечения сборки щнона в листы фанеры различной слойности, листов фанеры в стопы заданной высоты и удобства поворота стопы, этажерка выполнена с трехэтажными каретками, неремещаемыми по направляющей в противопололсные стороны над укрепленной на щтоке гидроцилиндра подъемной плитой, а кантователь имеет расположенные на поворотной горизонтальной оси зажимы
fui i
J9
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для сборки многослойных пакетов | 1974 |
|
SU500979A1 |
| Линия для изготовления древесного слоистого материала (и ее варианты) | 1982 |
|
SU1021608A1 |
| Линия сборки пакета листового материала | 1990 |
|
SU1818225A1 |
| Линия изготовления древесного слоистого материала | 1987 |
|
SU1498613A1 |
| УСТРОЙСТВО для СБОРКИ ПАКЕТОВ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1971 |
|
SU312757A1 |
| Способ производства фанеры | 2017 |
|
RU2654793C1 |
| УСТАНОВКА ДЛЯ ФАНЕРОВАНИЯ ЩИТОВЫХ ЭЛЕМЕНТОВ МЕБЕЛИ | 1966 |
|
SU181804A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ФАНЕРЫ | 1972 |
|
SU346109A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО К ПРЕССУ | 1972 |
|
SU414091A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ В ПАКЕТ НАМАЗАННЫХКЛЕЕМ И СУХИХ ЛИСТОВ ШПОНАПРИ ИЗГОТОВЛЕНИИ ФАНЕРЫ | 1974 |
|
SU440253A1 |


20
-1 г1И
t±J
C3
гг
ЖЛг
/////////
Фиг. S
-t :
r
2Э
Z8
fji.S
ffl
-4
g
ft
