Известны электроды-инструменты для обработки поверхностей сложного объемного профиля электрохимическим способом, изготовленные с целью ликвидации растравления составными. Они состоят из набора отдельных элементов (секций), точно подогнанных друг к другу. Каждый элемент может иметь индивидуальный подвод тока, электролита и устройство для сохранения постоянного требуемого зазора между электродом-инструментом и деталью.
Предложенный электрод-инструмент отличается от известных тем, что он состоит из державки, соединенной с монтажной пластиной резьбовым соединением, и рабочих элементов, прикрепляемых к ней трубками. Рабочие элементы выполнены из набора медных трубок, непосредственно закрепленных в монтажной пластине. Такая конструкция электродаинструмента позволяет ликвидировать растравление ири обработке.
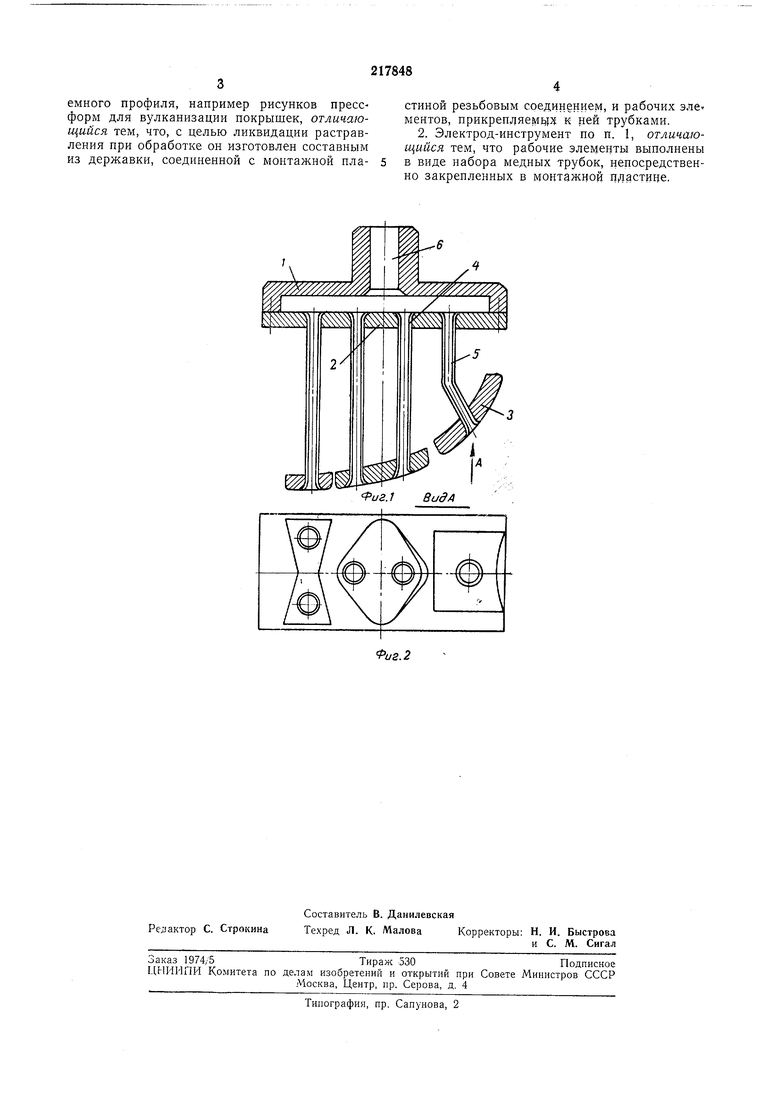
На фиг. 1 изображен описываемый электрод-инструмент в разрезе; на фиг. 2 - вид по стрелке Л.
Электрод-инструмент состоит из державки 1, монтажной пластины 2, рабочих элементов 3, соединительных трубок 4. Монтажная пластина 2 соединяется с державкой резьбовым соединением (на чертеже не показано). В пластине имеется отверстие 5 для крепления соединительных трубок 4. Рабочие элементы 3 соединяются с монтажной пластиной 2 трубками 4. Рабочие элементы 3 изготовляются из нержавеющей стали, электроэрозионного графита, меди или медных сплавов. Их форма корректируется в зависимости от параметров процесса электрохимической обработки. Форма рабочих элементов выбирается в зависимости от конфигурации обрабатываемой поверхности.
Электрод-инструмент устанавливается в шпиндель электрохимического станка (на чертеже не показано) и подводится к детали
с требуемым зазором. Подаваемый через шпиндель электролит проходит через отверстие 6 державки на монтажную пластину и через отверстия в соединительных трубках 4 распределяется по рабочим элементам. Вытекая из них, электролит равномерно распределяется по обрабатываемой поверхности.
После сообщения электроду-инструменту соответствующей подачи и обеспечения требуемых режимов электрического тока производится обработка поверхности сложного объемного профиля.
емкого профиля, например рисунков прессформ для вулканизации покрышек, отличающийся тем, что, с целью ликвидации растравления при обработке он изготовлен составным из державки, соединенной с монтажной пластиной резьбовым соединением, и рабочих элементов, прикрепляема к ней трубками.
2. Электрод-инструмент по п. 1, отличающийся тем, что рабочие элементы выполнены в виде набора медных трубок, непосредственно закрепленных в монтажной пластине.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВНОЙ ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1970 |
|
SU264875A1 |
| Анод для гальванотехники составной конструкции | 1989 |
|
SU1773950A1 |
| Электрод-инструмент для размерной электрохимической обработки | 1987 |
|
SU1509203A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1999 |
|
RU2157744C2 |
| Устройство для хромирования наружных поверхностей деталей | 1990 |
|
SU1737030A1 |
| БАТАРЕЯ ЭЛЕКТРОХИМИЧЕСКИХ КОНДЕНСАТОРОВ И СПОСОБ ЕЕ ЭКСПЛУАТАЦИИ | 2004 |
|
RU2308111C2 |
| СИСТЕМА ЭЛЕКТРОХИМИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ | 1993 |
|
RU2127931C1 |
| Стержневой электрод-инструмент | 1990 |
|
SU1720821A1 |
| Электрод-инструмент | 1973 |
|
SU553077A1 |
| Электрод-инструмент | 1972 |
|
SU468755A1 |
/// / /////ш
.
