1
1 зобретение касается электрохимической обработки сложиокоитурных полостей, в особеиности штампов и форм приборостроения.
Известны злектроды- П1струменты для электрохимической обработки, нредставляюндие собой полые электроды с покрытием иаружиых и виутреииих поверхностей изолирующим слоем из пластмассы, способствуощим получению нараллельности стенок полости обрабатываемого изделия оси перемещения электрода-инструмента. Подача электролита в рабочую зону осуществляется через по тость электрода-инструмента.
Однако эти электрОлДЫ-ииструмеиты не позволяют обрабатывать сложноконтурные полости малых размеров, например с площадью поперечного сечения 3 мм и глубиной до 20 мм и более, с образованием стержней (против отверстий электрода-инструмента для подиода электролита) высотой, равной глубине обработки.
Предложенный электрод-инструмент отличается от известного тем, что пространство между формообразующей частью и державкой заполнено токоненроводя1цим материалом, в котором выполнены сквозные отверстия для иодачи электролига, а соединение формообразующего элемента с державко выполнено с помощью сплошных стержней.
2
Это обеспечивает обработку нолости малых размеров с образованием стержней высотой, равной глубине обработки.
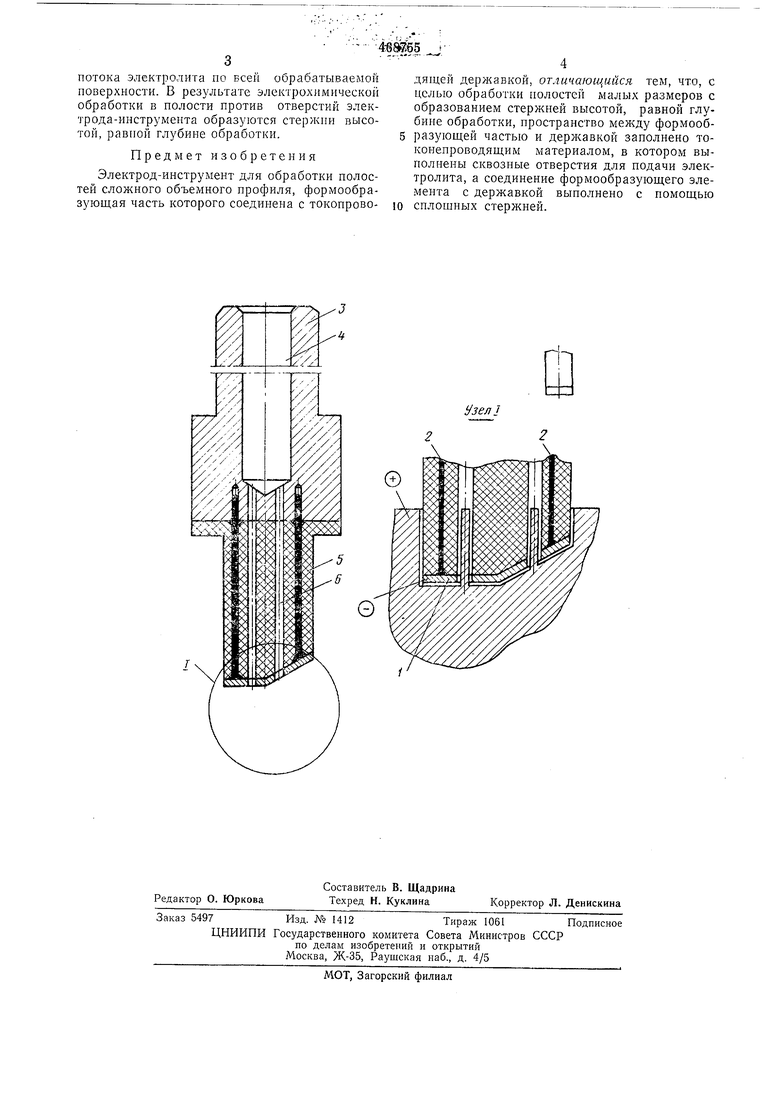
На чертеже представлен предлагаемый
электрод-инструмент.
Электрод-инструмент состоит из формообразующего элемента 1, прикреплепиого токопроводящнми стяжками 2 к державке 3, в котором имеется полость 4. Нижняя часть державки 3, внутренняя поверхность формообразующего элемента 1 и токопроводящие стяжки 2 залиты изоляционным материалом 5 (нанример, компаундом ЭД-6), в котором имеются отверстия 6, соединяющие полость 4 державки 3 с формообразующим элементом 1 для подвода электролита в зопу обработки.
Электрохимическая обрабо1ка полостей малых размеров с вертикальными боковыми поверхностями иредложенным электродоминструментом происходит следующнм образом. К электроду-инструменту подключается отрицательный полюс источника технологического тока, а к обрабатываемой детали - положительный полюс, электролит под давленнем подается в зону обработки через отверстия, имеющиеся в электроде-инструменте. Изоляционный материал нри обработке надежно защищает боковые поверхностн обрабатываемой полости от растравлпвапия п
обуславливает равномерное распределеппе
потока электролита по всей обрабатываемой поверхности. В результате электрохимической обработки в полости против отверстий электрода-инструмента образуются стержни высотой, равпой глубине обработки.
Предмет изобретения
Электрод-инструмент для обработки полостей сложного объемного профиля, формообразующая часть которого соединена с токопроводящей державкой, отличающийся тем, что, с целью обработки полостей малых размеров с образованием стержней высотой, равной глубине обработки, пространство между формообразующей частью и державкой заполнено токонепроводящим материалом, в котором выиолнены сквозные отверстия для подачи электролита, а соединение формообразующего элемента с державкой выполнено с помощью сплощных стержней.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД-ИНСТРУМЕНТ | 1998 |
|
RU2198076C2 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2369470C2 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРОШИВАНИЯ ОТВЕРСТИЙ | 1990 |
|
RU2041035C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| Электрод-инструмент для электрохимической прошивки отверстий | 1986 |
|
SU1511030A1 |
| Электрод-инструмент | 1977 |
|
SU837710A1 |
| Способ изготовления электрода-иНСТРуМЕНТА | 1972 |
|
SU814634A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО СНЯТИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ КРОМОК В ПЕРЕСЕКАЮЩИХСЯ КАНАЛАХ | 2017 |
|
RU2699140C2 |
| Электрод-инструмент для размернойэлЕКТРОХиМичЕСКОй ОбРАбОТКи | 1979 |
|
SU848240A1 |
| Электрод-инструмент для электрической обработки отверстий малого диаметра и способ его изготовления | 1990 |
|
SU1710240A1 |
