личить силу тока и тем самым повысить производительность обработки.
Кроме того, катодное устройство не дает возможности вести размерную обработку и исправлять погрешности заготовки по толщине стенки. Оно располагается в закрытом резервуаре и не обеспечивает наблюдения за его состоянием, процессом обработки, а также одновременную обработку внутренней и наружной поверхностей.
Предлагаемый электрод-инструмент для электрохимической обработки отличается от известных с изменяемой активной поверхностью посредством перекрытия последней защитным экраном тем, что защитный экран выполнен в виде набора изоляционных планок, закрепленных на рабочей поверхности электрода.
Этим упрощается конструкция электродаинструмента и повыщается его надежность.
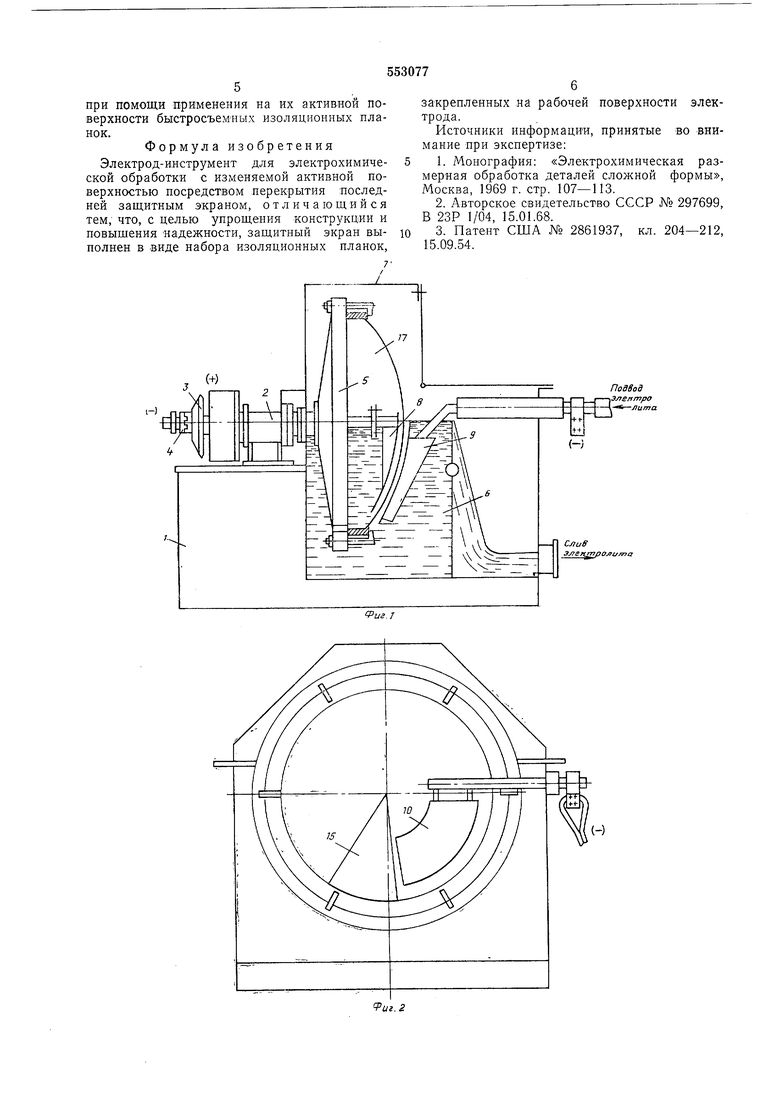
На фиг. 1 схематически показана установка с размещением катодов на изделии, общий вид; на фиг. 2 - то же, вид справа; на фиг. 3 - основной катод; на фиг. 4 - разрез А-А фиг. 3; на фиг. 5 - дополнительный катод; на фиг. 6 - крепление изоляционных бьгстросъемных планок к поверхности катода.
Электрод-инструмент в сборе (фиг. 1) показан на установке, включающей станину 1, щпиндельную бабку 2 с приводом, трубопровод для электролита и токоподвод к изделию. На токоподводе насажено зубчатое колесо 3 и кулачковая муфта 4, а на конце шпинделя крепится план-шайба 5 для изделия. На фиг. 1 изображены также рабочая ванна 6 с двумя отсеками, защитным кожухом 7 и комплект из трех электродов-катодов: внутреннего 8 и наружных - основного 9 и дополнительного 10 (фиг. 2). Нарзжные электроды крепятся на поворотных державках, размещенных в верхней ча.сти ванны. При помощи этих державок катоды могут быть установлены в рабочее положение или отведены при снятии изделия и зафиксированы в каждом из этих положений пружинными фиксаторами. Через трубопровод к наружному основному катоду 9 подводится электролит и ток. Трубопроводы могут перемещаться вдоль своей оси, что позволяет менять расстояние между обрабатываемой поверхностью изделия и активной поверхностью катодов.
Внутренний катод 8 крепится к фланцу трубы, размещенной на валу шпинделя.
Катоды имеют трубопровод 11 (фиг. 4, 5) с фланцами для крепления и подвода электролита и тока. Активная поверхность 12 катодов (фиг. 3, 5) расположена на равном расстоянии от поверхности изделия. Внутренний к основной наружный катоды имеют щель 13 (фиг. 3), через которую электролит из накопителя 14 (фиг. 4) поступает в зону обработки.
На поверхности наружных катодов закреплены изоляционные планки 15 (фиг. 3 и 5), перекрывающие активную поверхность катода
и позволяющие создавать рабочую поверхность 12 нужной формы и площади, как показано на фиг. 3.
Основной катод предназначен для съема металла со всей поверхности изделия, дополнительный- для дополнительного съема с определенной части поверхности. На активной поверхности наружных катодов, покрытых изоляционным материалом, винтами 16 (фиг. 6)
закрепляют съемные изоляционные планки 15, перекрывающие активную поверхность катода.
В связи с этим площадь рабочей активной поверхности катода может быть изменена от
нуля до максимума.
Такая универсальность изменения формы и площади катодной поверхности позволяет измепять величину съема металла на том или ином участке поверхности изделия 17 и исправить тем саМым погрешность заготовки по толщине стенки (уменьшить ее разнотолщинность). Для промывки изделия после обработки во избежанин коррозии подают насосом из бака пассивирующий раствор по гибкому
шлангу, на конце которого насажена специальная щетка.
Установка работает следующим образом. Изделие заранее разбивают на секторы и толщиномером замеряют толщину стенки в
различных его точках. Но результатам измерений составляют карту, в соответствии с которой производят профилирование наружных (основного 9 и дополнительного 10) .катодов закреплением на их активной поверхности
изоляционных планок. Затем изделие скрепляют зал имами с латунной обечайкой, через которую к изделию подводится положительный полюс источника тока. В обечайку вворачивают 12 щпилек и затем изделие с обечайкой подают на установку. При по-мощи шпилек обечайку с изделием крепят к латунному кольцу на планшайбе 5. После этого в ванну 6 подают электролит.
При заполнении электролитом ванны 6 до
верхней кромки подвижной перегородки изделие приводят во вращение и включают ток питания катодов.
С наружной и внутренней поверхностей изделий путем анодного растворения снимают
заданный технологией слой металла.
По окончании обработки изделия выключают ток питания катодов и насос. Электролит сливают из ванны в бак. Изделие обмывают водой. После слива воды из ванны кожух отодвигают в сторону и изделие обмывают пассивирующим раствором. Привод вращения изделия выключают. Изделие снимают с установки и открепляют от обечайки.
Предлагаемый электрод-инструмент позволяет улучшить качество изделия за счет повышения точности и производительности электрохимической обработки пзтем использования наружных (основного и дополнительного) катодов-электродов, которые дают возможность регулировать толщи/ну съема металла
при помощи применения на их активной поверхности быстросъемных изоляционных нланок.
Формула изобретения Электрод-инструмент для электрохимической обработки с изменяемой активной поверхностью посредством перекрытия последней защитным экраном, отличающийся тем, что, с целью упрощения конструкции и повышения -надежности, защитный экран выполнен в виде набора изоляционных планок,
закрепленных иа рабочей поверхности электрода.
Источники информация, принятые во внимание при экспертизе:
1.Монография: «Электрохимическая размерная обработка деталей сложной формы, Москва, 1969 г. стр. 107-113.
2.Авторское свидетельство СССР № 297699 В 23Р 1/04, 15.01.68.
3.Патент США № 2861937, кл. 204-212 15.09.54.
Поавад 3jJsrtmpo
CJluS 3j eftrnpojrufna
А-А
12
13
Риг 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФИНИШНОГО ФОРМООБРАЗОВАНИЯ ПОВЕРХНОСТИ ГАЛЕВ ТКАЦКИХ СТАНКОВ | 2000 |
|
RU2201851C2 |
| СПОСОБ ДВУХСТАДИЙНОЙ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2023 |
|
RU2809818C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ СТЕРЖНЕВЫХ ЗАГОТОВОК ДЛЯ ПРОИЗВОДСТВА МЕДИЦИНСКОГО ИНСТРУМЕНТА | 1992 |
|
RU2064538C1 |
| ЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННИХ ПОЛОСТЕЙ | 1991 |
|
RU2048616C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ДОВОДКИ | 2007 |
|
RU2361703C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2301134C2 |
| Электролит для электрохимическойОбРАбОТКи | 1978 |
|
SU833421A1 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ | 2006 |
|
RU2342472C2 |
| Способ размерной электрохимической обработки | 1982 |
|
SU1085728A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |

Б-В
