Известные установки для изготовления арматурного каркаса железобетонных изделий типа брусков и шпал включают вращающуюся многоместную форму, поводок для навивания арматурной проволоки и механизмы управления ими.
В предложенной установке для увеличения ее производительности и возможности изготовления арматурных каркасов различной формы поводок установки смонтирован на каретке. Эта каретка установлена на суппорте с возможностью свободного поворота поводка и возвратно-поступательного движения каретки относительно суппорта, а также вместе с суппортом относительно многоместной формы при помощи механизма передвижения, взаимодействующего с многоскоростным механизмом вращения формы и командоаппаратом механизма управления ими.
Механизм управления кареткой выполнен со сменными кулачками, взаимодействующими через коромысла и подвижные упоры суппорта со сменными упорами. Эти упоры неподвижно закреплены на площадке, шарнирно связанной с кареткой.
Для обеспечения самоустановки относительно каретки поводок выполнен с центральным отверстием и направляющими роликами, расположенными с обеих сторон поводка.
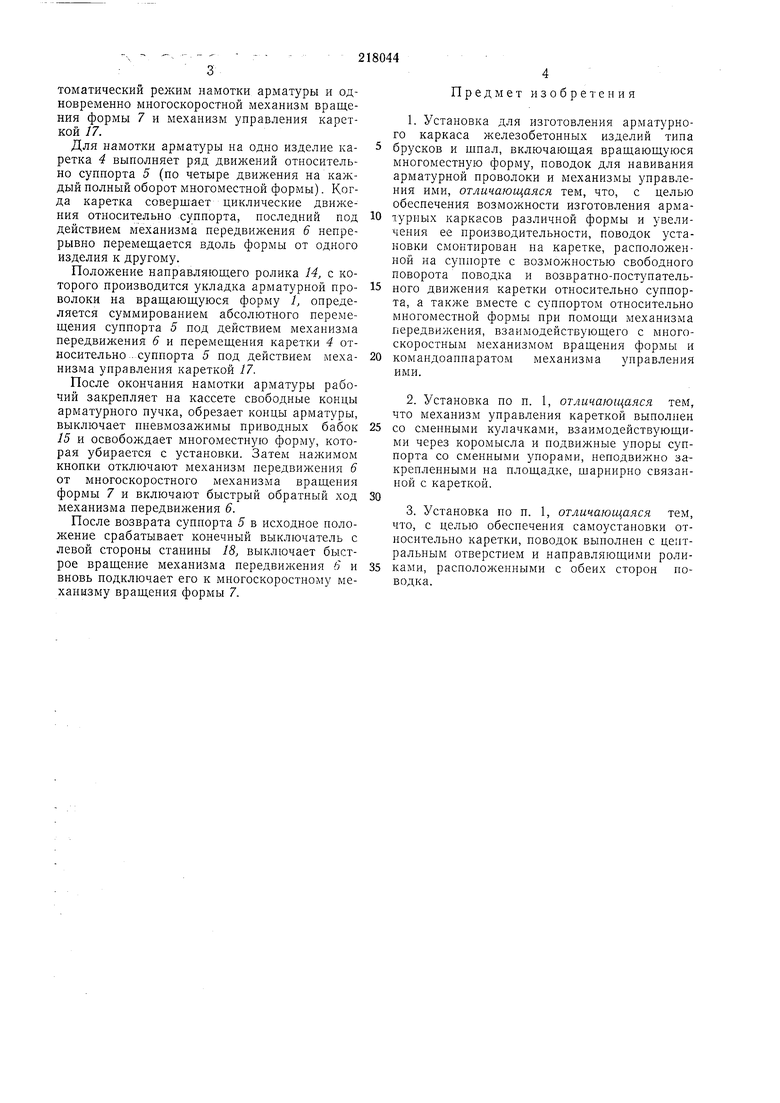
На фиг. 1 изображена кинематическая схема описываемой установки; на фиг. 2 - поперечный разрез установки; на фиг. 3 - механизм управления кареткой. Установка включает вращающуюся многоместную форму 1, поводок 2 для навивания арматурной проволоки 3, смонтированный на каретке 4. Каретка установлена на суппорте 5 с возможностью свободного поворота поводка
и возвратно-поступательного движения каретки относительно этого суппорта, а также вместе с суппортом относительно многоместной формы 1 с помощью механизма передвижения 6, взаимодействующего с многоскоростным механизмом вращения формы 7 и командоаппаратом 8 механизма управления ими.
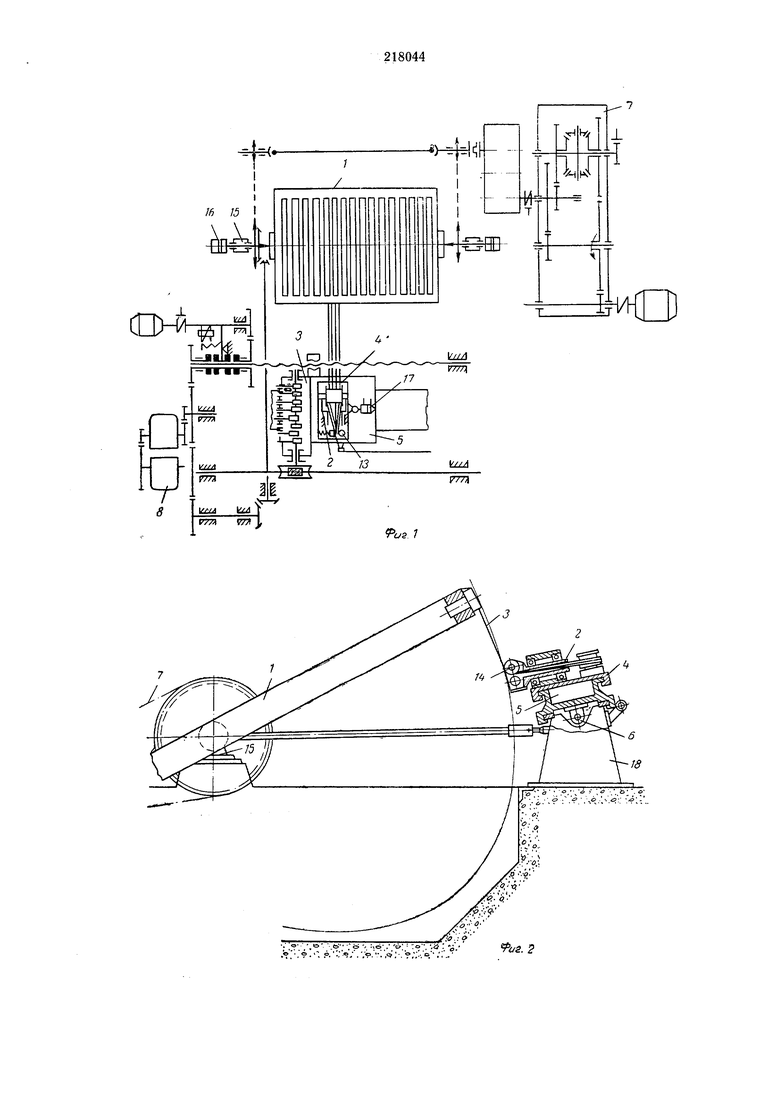
Механизм управления кареткой имеет сменные кулачки 9, взаимодействующие через коромысла 10 и подвижные упоры // суппорта
5 со сменными упорами 12, неподвижно закрепленными на площадке 13, которая шарнирно связана с кареткой 4.
Поводок 2 выполнен с центральным отверстием и направляющими роликами 14, расположенными с обеих сторон этого поводка 2.
Установка работает следующим образом.
На приводных бабках 15 с пневмозажимами
тематический режим намотки арматуры и одновремеино многоскоростной механизм вращения формы 7 и механизм управления кареткой 17.
Для намотки арматуры на одно изделие каретка 4 выполняет ряд движений относительно суппорта 5 (по четыре движения на каждый полный оборот многоместной формы). Когда каретка совершает циклические движения относительно суппорта, последний под действием механизма передвижения 6 непрерывно перемещается вдоль формы от одного изделия к другому.
Положение направляющего ролика 14, с которого производится укладка арматурной проволоки на вращающуюся форму 1, определяется суммированием абсолютного перемещения суппорта 5 под действием механизма передвижения 6 и перемещения каретки 4 относительно -суппорта 5 под действием механизма управления кареткой 17.
После окончания намотки арматуры рабочий закрепляет на кассете свободные концы арматурного пучка, обрезает концы арматуры, выключает пневмозажимы приводных бабок 15 и освобождает многоместную форму, которая убирается с установки. Затем нажимом кнопки отключают механизм передвижения 6 от многоскоростного механизма вращения формы 7 и включают быстрый обратный ход механизма передвижения 6.
После возврата суппорта 5 в исходное положение срабатывает конечный выключатель с левой стороны станины 18, выключает быстрое вращение механизма передвижения 6 и вновь подключает его к многоскоростному механизму вращения формы 7.
Предмет изобретения
1.Установка для изготовления арматурного каркаса железобетонных изделий тина
брусков и шпал, включающая вращающуюся многоместную форму, поводок для навивания арматурной проволоки и механизмы управления ими, отличающаяся тем, что, с целью обеспечения возможности изготовления армаlypHbix каркасов различной формы и увеличения ее производительности, поводок установки смонтирован на каретке, расположенной на суппорте с возможностью свободного поворота поводка и возвратно-поступательного движения каретки относительно суппорта, а также вместе с суппортом относительно многоместной формы при помощи механизма передвижения, взаимодействующего с многоскоростным механизмом вращения формы и
командоаппаратом механизма управления ими.
2.Установка по п. 1, отличающаяся тем, что механизм управления кареткой выполнен
со сменными кулачками, взаимодействующими через коромысла и подвижные уноры суппорта со сменными упорами, неподвижно закрепленными на площадке, шарнирно связанной с кареткой.
3.Установка по п. 1, отличающаяся тем, что, с целью обеспечения самоустановки относительно каретки, поводок вынолнен с центральным отверстием и направляющими роликами, расположенными с обеих сторон поводка.
а ; , ...Ь: . / , G .. ,