Известные устройства для навивкн ар гатуры с натяжением ее на штыри поддона формы при производстве предварительно напряженных железобетонных изделий, содержащие механизм подачи и механизм навивки арматуры, выполненный с кареткой, имеющий поворотную пиноль и перемещаемой возвратнопоступательно электроприводом с помощью приводной бесконечной цепи, имеют большие та бариты и вес.
Целью настоящего изобретения является упрощение процесса навивки арматуры и сокращение.габаритов устройства.
Достигается это тем, что каретка выполнена консольной с перемещающейся по ее пазу на роликах обоймой, внутри которой смонтирована вращающаяся вокруг своей оси полуось с поперечным пазом для закрепления звена приводной бесконечной цепи, а поворотная пииоль выполнена с выносным поводком и рычагом, взаимодействующим с обоймой с помощью гибких связей, закрепленных на ней, а также тем, что механизм подачи выполнен с коническим барабаном, консольно смонтированным на беснриводиом валу, установленном в подшипниках.
сольного типа с пинолью в разрезе, вид спереди; на фиг. 3 - то , вид сзади.
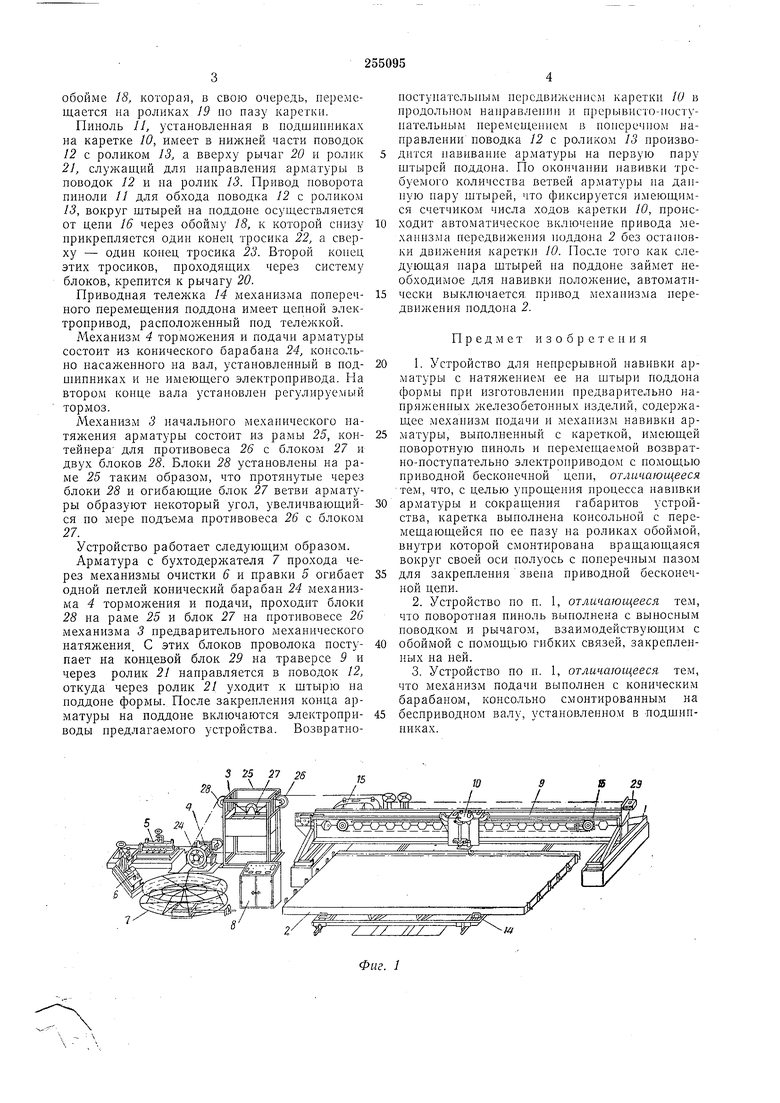
Устройство состоит из механизма / навивки, механизма поперечного перемещения поддона 2, механизма 3 начального механического натяжения арматуры, механизма 4 торможения и подачи арматуры, механизма правки 5 и очистки 6, бухтодержателя 7 и приборов электронагрева арматуры 8.
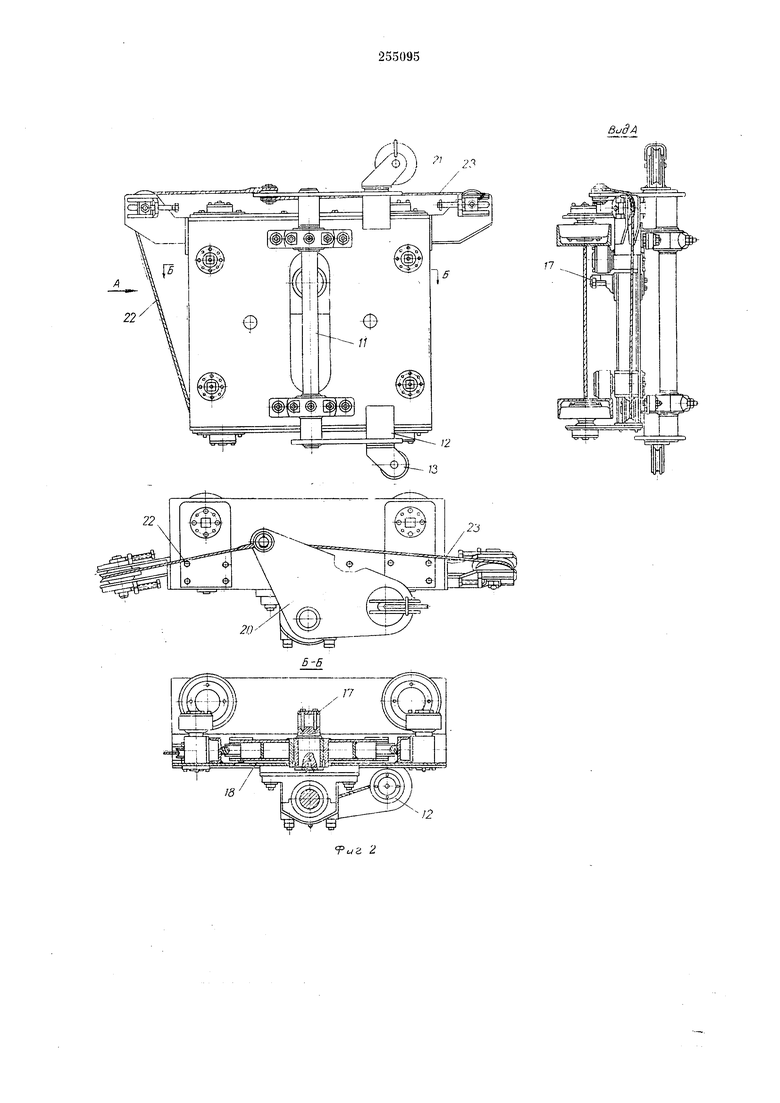
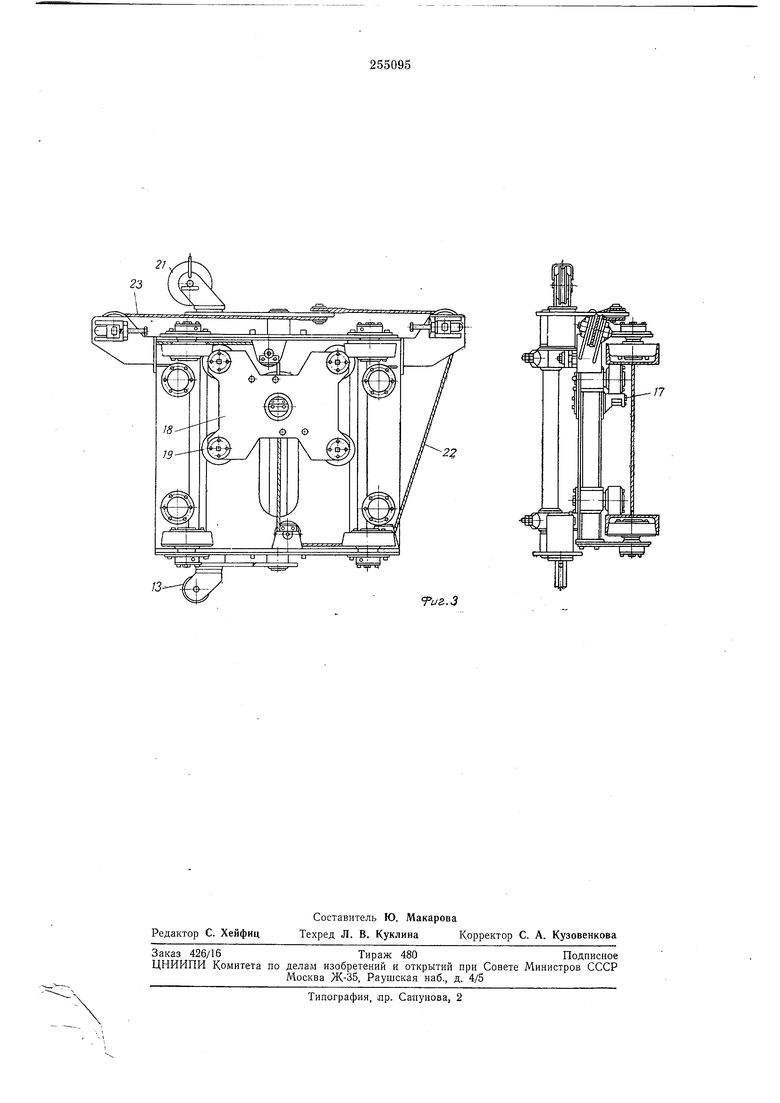
Однонролетная неподвижная траверса 9 содержит возвратно-поступательно перемещаемую каретку 10 консольного типа, несущую поворотную ниноль // с поводком 12 и роликом 13, которые имеют прерывисто-постунательное перемещение в концевых пунктах каретки, а для перехода навиваемой арматуры па последующие пары щтырей имеется приводная тележка 14, которая с уложенным на нее поддоном периодически неремещается в поперечном к траверсе направлении без остановкн движения консольной тележки.
Каретка 10 получаст возвратно-поступательное движение от электроиривода 15 через бесконечную цепь 16. Каретка 10 скреплена с бесконечной цепью 16 полуосью 17, охватывающей звено цепи фигурной головкой с пальцами и свободно поворачивающейся р
обойме 18, которая, в свою очередь, перемещается на роликах J9 по пазу каретки.
Пиноль 11, установленная в подшнпппках на каретке 10, имеет в нижней части поводок 12 с роликом 13, а вверху рычаг 20 и ролик 21, служащий для направления арматуры в поводок 12 и на ролик 13. Привод новорота пииоли // для обхода поводка 12 с роликом 13, вокруг штырей на поддоне осуществляется от цепи 16 через обойму 18, к которой спизу прикрепляется один конец тросика 22, а сверху - один конец тросика 23. Второй конец этих тросиков, проходящих через систему блоков, крепится к рычагу 20.
Приводная тележка 14 механизма поперечного перемещения поддона имеет цепной электропривод, расположенный под тележкой.
Механизм 4 торможения и подачи арматуры состоит из конического барабана 24, консольио иасажеипого на вал, установленный в иодишпииках и не имеющего электропривода. Па втором конце вала установлен регулируемый тормоз.
Механизм 3 начального механического натяжения арматуры состоит из рамы 25, контейнера для противовеса 26 с блоком 27 и двух блоков 28. Блоки 28 установлены на раме 25 таким образом, что протяиутые через блоки 28 и огибающие блок 27 ветви арматуры образуют некоторый угол, увеличвающийся по мере подъема противовеса 26 с блоком 27.
Устройство работает следующим образом.
Арматура с бухтодержателя 7 прохода через механизмы очистки 6 и правки 5 огибает одной петлей конический барабан 24 механизма 4 торможения и подачи, проходит блоки 28 на раме 25 и блок 27 на противовесе 26 механизма 3 предварительного хмеханического натялсеиия. С этих блоков проволока поступает на концевой блок 29 на траверсе 9 и через ролик 21 направляется в поводок 12, откуда через ролик 21 уходит к щтырю на поддоне формы. После закрепления конца арматуры на поддоне включаются электроприводы предлагаемого устройства. Возвратно5S ш
ностунательпым передвижением каретки 10 в продольном ианравлепин и нрерывисто-постуиательиым иеремеи ением в ионсречном направлении поводка 12 с роликом 13 нроизводится навивание арматуры на первую пару штырей поддона. По окончапии навивки требуемого количества ветвей арматуры па данную пару штырей, что фиксируется имеющимся счетчиком числа ходов каретки 10, происходит автоматическое включение привода механизма передвижения поддона 2 без остановки движения каретки 10. После того как следующая нара щтырей на поддоие займет необходимое для навивки положение, автоматически выключается, привод механизма передвижения поддона 2.
Предмет изобретения
1.Устройство для непрерывной навивки арматуры с натяжением ее на штыри иоддона формы при изготовлении предварительно напряженных железобетонных изделий, содержащее механизм иодачи и механизм навивки арматуры, выполиенный с кареткой, имеющей поворотную ПИНОЛЬ и перемещаемой возвратно-поступательно электронриводом с помощью приводной бесконечной цепи, отличающееся тем, что, е целью упрощения процесса иавивки
арматуры и сокращения габаритов устройства, каретка вынолнена коисольиой с перемещающейся по ее пазу на роликах обоймой, внутри которой смонтирована вращающаяся вокруг своей оси полуось с ноиеречным назом
для закреиления звена приводной бескоиечиой цепи.
2.Устройство по п. 1, отличающееся тем, что поворотпая пиноль выполнена с выносным поводком и рычагом, взаимодействующим с
обоймой с помощью гибких связей, закрепленных на ией.
3.Устройство по и. 1, отличающееся тем, что механизм подачи выполнен е коническим барабаном, консольно смонтированным на
бесприводном валу, установленном в иодшипииках. 25 27 26 / /
12
21
13
Ти&.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для заготовки и натяжения арматуры | 1956 |
|
SU113397A1 |
| Устройство для изготовления теплоизоляционных труб из полосы волокнистого материала | 1983 |
|
SU1127773A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ФОРМОВОЧНЫХ МАСС | 1971 |
|
SU305069A1 |
| Устройство для навивания арматурной проволоки | 1954 |
|
SU100022A1 |
| Устройство для навивания проволоки с натяжением ее | 1955 |
|
SU108015A1 |
| Устройство для навивки арматуры | 1977 |
|
SU737602A1 |
| Технологическая линия для изготовления двухпетлевых арматурных пучков,сматывающее устройство,бухтодержатель и правильно-тормозное устройство | 1980 |
|
SU966200A1 |
| Устройство для перегрузки подвесок с траверс подвесного конвейера | 1981 |
|
SU1004227A1 |
| Устройство для навивки арматуры на изделия типа сердечников железобетонных труб | 1980 |
|
SU885501A1 |
| УСТРОЙСТВО для НАБИВКИ АРМАТУРЫ НА ИЗДЕЛИЕ ТИПА СЕРДЕЧНИКОВ ЖЕЛЕЗОБЕТОННЫХ ТРУБ | 1969 |
|
SU253340A1 |