Известны бесколлекторные сварочные генераторы, состоящие из синхронной машины и вентильного блока.
Однако в этих генераторах нри замыкании каплей расплавленного металла дугового промежутка возникают динамические пики тока короткого замыкания, превышающие установившееся значение тока сварки в несколько раз, что не позволяет применять бесколлекторные сварочные генераторы, состоящие из синхронной машины и вентильного блока для дуговой сварки, так как в процессе сварки происходит большое разбрызгивание и потери металла.
Особенность описываемого генератора состоит в том, что в ием установлен стабилизирующий дроссель-трансформатор с двумя обмотками, из которых первичная обмотка включена в цепь сварочного тока, а вторичная - в день обмотки возбуждения синхронной машины.
Вторичная обмотка стабилизирующего дросселя-трансформатора включается в цепь обмотки возбуждения синхронной машины таким образом, чтобы э.д.с. этой обмотки, пропорциональная скорости изменения сварочного тока, была направлена навстречу э.д.с., наводимой в обмотке возбуждения. В тако.м генераторе исключается разбрызгивание металла и обеспеч1 вается качественное сварочное соединение.
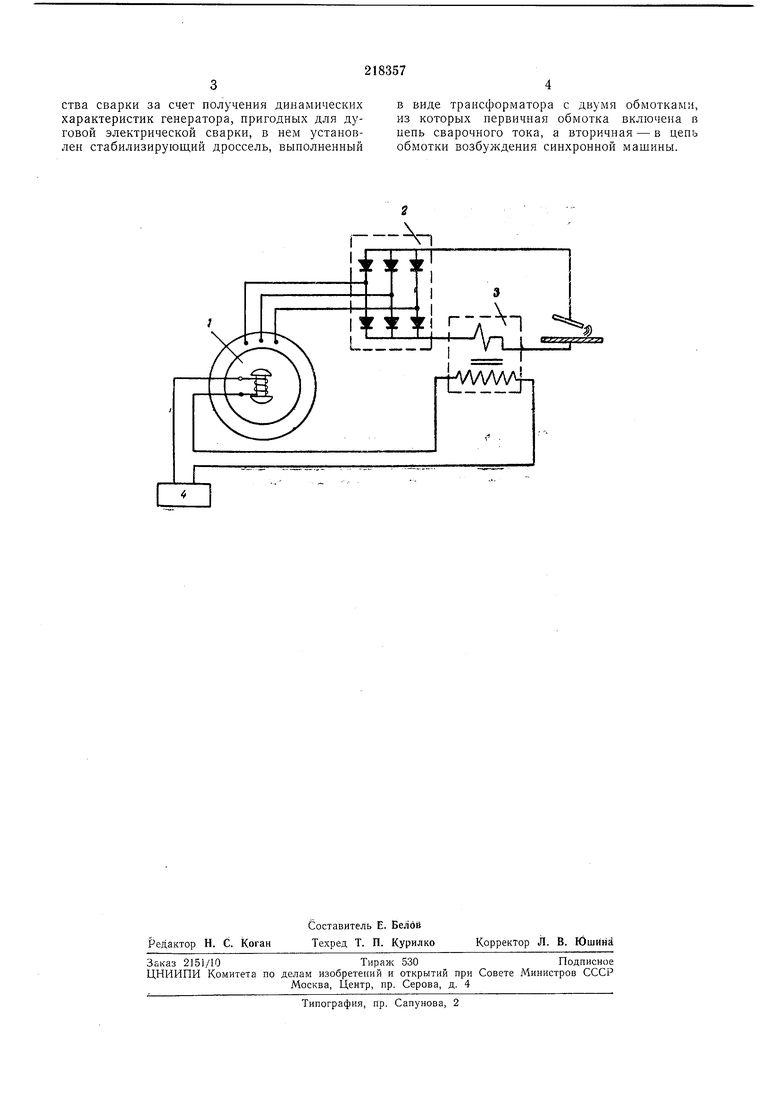
На чертеже приведена электрическая схема бесколлекторного сварочного генератора.
Предлагаемый генератор состоит из синхронной машины }, выпрямительного блока 2, стабилизирующего дросселя-трансформатора 3, нсточника питания обмотки возбуждения 4.
0
При замыкании каплей расплавленного металла д гового промежутка и нарастания тока в сварочной цепи, во вторичной обмотке дросселя-трансформатора наводятся э.д.с., нропорциональная первой производной сварочного тока, которая направлена навстречу э.д.с., наводимой в обмотке возбуждения.
Таким образом, в начальный момент сварки уменьшается бросок тока возбуждения, а следовательно, уменьшается скорость нара0стания и ник тока короткого замыкания генератора, что исключает разбрызгиваиие металла; сварочное соединение получается каче ственным.
Предмет изобретения
5
Бесколлекгорный сварочный генератор для электрической дугово сварки, содержащий синхроиную машину, вентильный блок, от.тчшощийся тем, что, с целью уменьшения потерь металла нрн сварке и повышения качества сварки за счет получения динамических характеристик генератора, пригодных для дуговой электрической сварки, в нем установлен стабилизирующий дроссель, выполненный
в виде трансформатора с двумя обмотками, из которых первичная обмотка включена в иепь сварочного тока, а вторичная - в цепь обмотки возбуждения синхронной машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стабилизирующий дроссель для сварки в защитных газах | 1978 |
|
SU791485A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2220034C1 |
| Устройство для дуговой сварки на постоянном токе | 1979 |
|
SU946837A1 |
| Устройство для стабилизации сварочного тока при сварке постоянным током с периодическими короткими замыканиями | 1981 |
|
SU1087282A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ | 1992 |
|
RU2086372C1 |
| Устройство для дуговой сварки с короткими замыканиями | 1976 |
|
SU612759A1 |
| Устройство для возбуждения вентильного сварочного генератора | 1979 |
|
SU860965A1 |
| УСТРОЙСТВО ДЛЯ МОДЕЛИРОВАНИЯ СВАРОЧНОЙУСТАНОВКИ | 1972 |
|
SU326599A1 |
| ЭЛЕКТРОСВАРОЧНЫЙ АППАРАТ | 1997 |
|
RU2115520C1 |
I3
г-г
П
