1
Изобретение относится к области электродуговой сварки и может быть применено для сварки на постоянном токе плавящимся электродом с периодическими короткими замыканиями.
Известно устройство для сварки с короткими замыканиями, в которых предусмотрены меры для уменьшения разбрызгивания металла путем снижения энергии во время возбуждения дуги после короткого замыкания. Устройство содержит источник питания, резистор, управляющий блок и коммутирующие элементы, например тиристоры 1. Недостатком известного устройства является сложность системы управления коммутирующими тиристорами, вызванная непостоянством частоты и длительности коротких замы-каний.
Наиболее близким к изобретению по технической сущности является устройство, содержащее регулируемый дроссель, включенный последовательно с дугой, в котором уменьшение разбрызгивания металла достигается за счет увеличения крутизны заднего фронта импульса тока короткого замыкания, для чего Параллельно дросселю включена цепочка из последовательно включенных обратного диода и регулируемого резистора.
Недостатком такого устройства являются непроизводительные потери энергии, накапливаемой в дросселе за время короткого замыкания, при ее рассеивании в цепи обмотка
дросселя - вентиль - регулируемый резистор.
Целью изобретения является исключение
непроизводительных потерь энергии, накапливаемой в дросселе за время короткого замыкания, уменьшение разбрызгивания металла и улучшение условий формирования шва.
Для этого в предлагаемом устройстве для дуговой сварки в цепь обратного диода последовательно с ним введен конденсатор, а общая точка обратного диода и конденсатора соединена с второй клеммой источника питания через дополнительную цепочку, образующую совместно с конденсатором контур, параллельный сварочной дуге, и состоящую из
регулируемого дросселя и диода, включенного
встречно по отношению к источнику питания.
Это дает возможность увеличить крутизну
заднего фронта импульса тока короткого
замыкания без потерь энергии, накапливаемой в дросселе при коротком замыкании, и регулировать характер изменения переднего фронта импульса тока короткого замыкания путем разряда конденсатора на Д}товой промежуток во время следующего короткого замыкания.
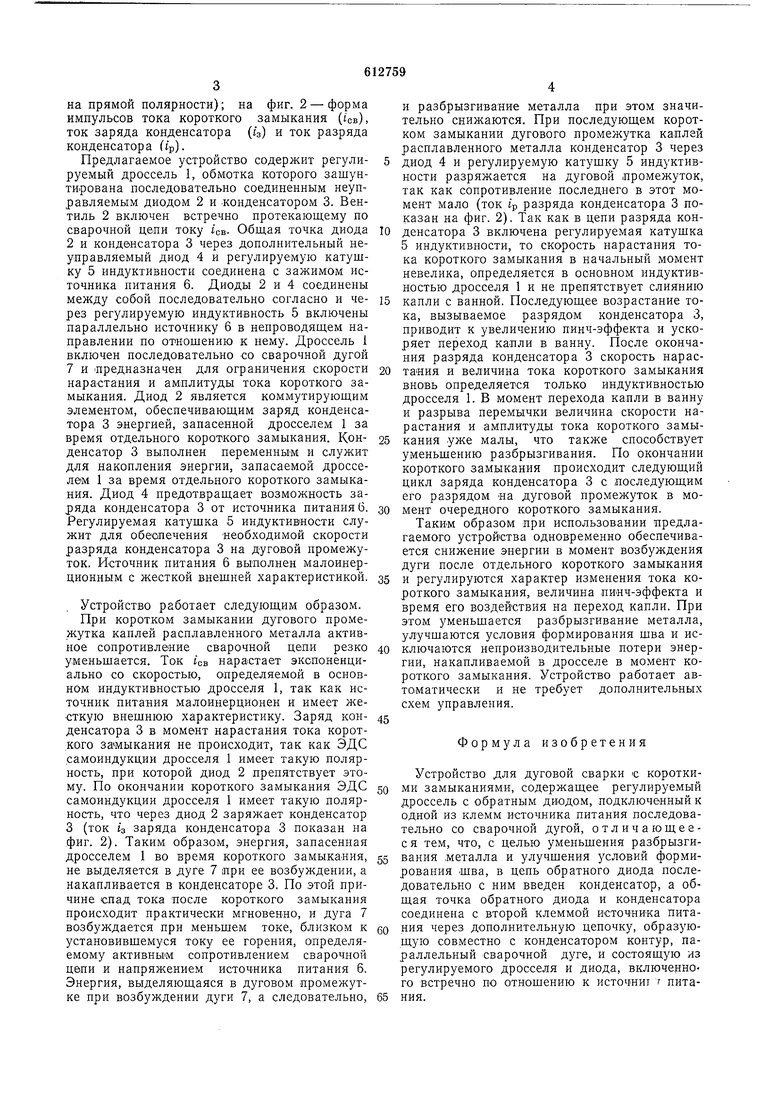
На фиг. 1 изображена схема сварочной цепи, содержащей предлагаемое устройство (в скобках показано направление диодов и полярность источника питания в случае сварки
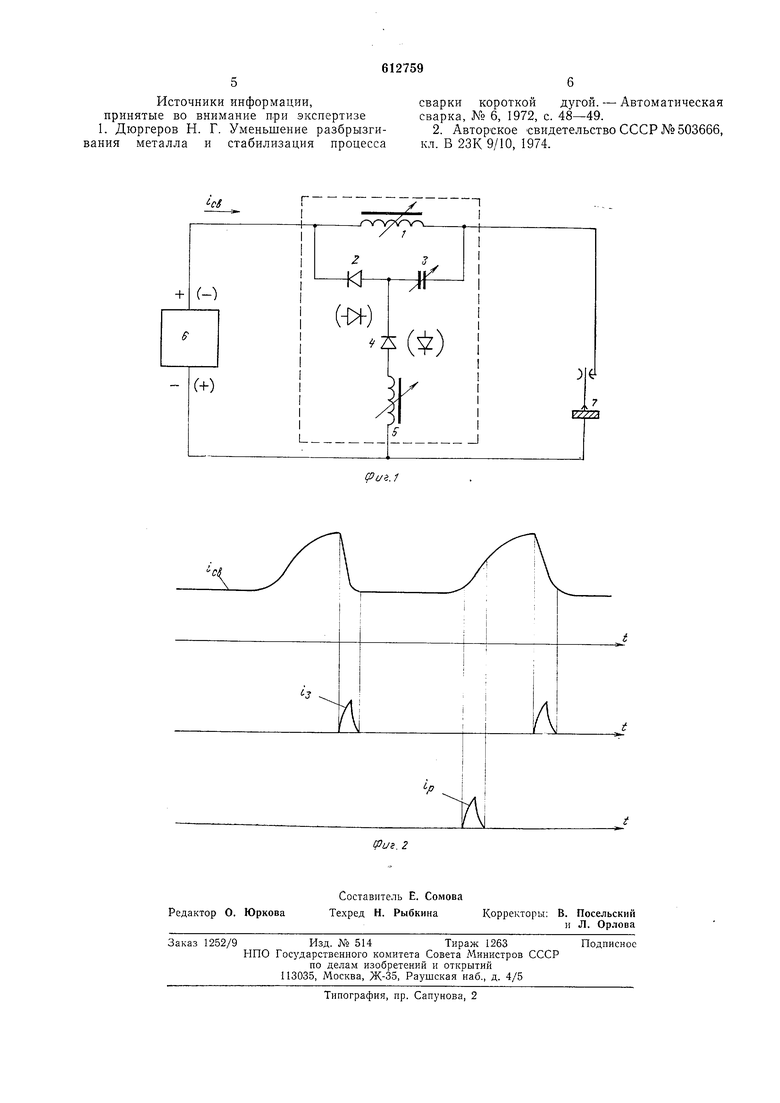
на прямой полярности); на фиг. 2 - форма импульсов тока короткого замыкания (IOB) , ток заряда конденсатора (1з) и ток разряда конденсатора (tp).
Предлагаемое устройство содержит регулируемый дроссель 1, обмотка которого зашунти.рована последовательно соединенным неуправляемым диодом 2 и -конденсатором 3. Вентиль 2 включен ВСтречно протекающему по сварочной цепи току /св. Общая точка диода
2и конденсатора 3 через дополнительный неуправляемый диод 4 и регулируемую катушку 5 индуктивности соединена с зажимом источника питания 6. Диоды 2 и 4 соединены между собой последовательно согласно и через регулируемую индуктивность 5 включены параллельно источнику 6 в непроводящем направлении по отношению к нему. Дроссель 1 включен последовательно со сварочной дугой
7 и Предназначен для ограничения скорости нарастания и амплитуды тока короткого замыкания. Диод 2 является коммутирующим элементом, обеспечивающим заряд конденсатора 3 энергией, запасенной дросселем 1 за время отдельного короткого замыкания. Конденсатор 3 выполнен переменным и служит для накопления энергии, запасаемой дросселем 1 за время отдельного короткого замыкания. Диод 4 предотвращает возможность заряда конденсатора 3 от источника питания 6. Регулируемая катушка 5 индуктивности служит для обеспечения необходимой скорости разряда конденсатора 3 на дуговой промежуток. Источник питания 6 выполнен малоинерционным с жесткой внешней характеристикой.
Устройство работает следующим образом.
При коротком замыкании дугового промежутка каплей расплавленного металла активное сопротивление сварочной цепи резко уменьшается. Ток ICB нарастает экспоненциально со скоростью, определяемой в основном индуктивностью дросселя 1, так как источник питания малоинерционен и имеет жесткую внешнюю характеристику. Заряд конденсатора 3 в момент нарастания тока короткого замыкания не происходит, так как ЭДС самоиндукции дросселя 1 имеет такую полярность, при которой диод 2 препятствует этому. По окончании короткого замыкания ЭДС самоиндукции дросселя 1 имеет такую полярность, что через диод 2 заряжает конденсатор
3(ток 4 заряда конденсатора 3 показан на фиг. 2). Таким образом, энергия, запасенная дросселем 1 во время короткого замыка«ия, не выделяется в дуге 7 при ее возбуждении, а накапливается в конденсаторе 3. По этой причине спад тока после короткого замыкания происходит практически мгновенно, и дуга 7 возбуждается при меньшем токе, близком к установившемуся току ее горения, определяемому активным сопротивлением сварочной цепи и напряжением источника питания 6. Энергия, выделяющаяся в дуговом промежутке при возбуждении дуги 7, а следовательно,
и разбрызгивание металла при этом значительно снижаются. При последующем коротком замыкании дугового промежутка каплей расплавленного металла конденсатор 3 через диод 4 и регулируемую катушку 5 индуктивности разряжается на дуговой /промежуток, так как сопротивление последнего в этот момент мало (ток tp разряда конденсатора 3 показан на фиг. 2). Так как в цепи разряда конденсатора 3 включена регулируемая катушка 5 индуктивности, то скорость нарастания тока короткого замыкания в начальный момент невелика, определяется в основном индуктивностью дросселя 1 и не препятствует слиянию капли с ванной. Последующее возрастание тока, вызываемое разрядом конденсатора 3, приводит к увеличению пинч-эффекта и ускоряет переход капли в ванну. После окончания разряда конденсатора 3 скорость нарастания и величина тока короткого замыкания вновь определяется только индуктивностью дросселя 1. В момент перехода капли в ванну и разрыва перемычки величина скорости нарастания и амплитуды тока короткого замыкания уже малы, что также способствует уменьшению разбрызгивания. По окончании короткого замыкания происходит следующий цикл заряда конденсатора 3 с последующим его разрядом на дуговой промежуток в момент очередного короткого замыкания.
Таким образом при использовании предлагаемого устройства одновременно обеспечивается снижение энергии в момент возбуждения дуги после отдельного короткого замыкания и регулируются характер изменения тока короткого замыкания, величина пинч-эффекта и время его воздействия на переход капли. При этом уменьшается разбрызгивание металла, улучшаются условия формирования шва и исключаются непроизводительные потери энергии, накапливаемой в дросселе в момент короткого замыкания. Устройство работает автоматически и не требует дополнительных схем управления.
Формула изобретения
Устройство для дуговой сварки с короткими замыканиями, содержащее регулируемый дроссель с обратным диодом, подключенный к одной из клемм источника питания последовательно со сварочной дугой, отличающеес я тем, что, с целью уменьшения разбрызгивания металла и улучшения условий формирования шва, в цепь обратного диода последовательно с ним введен конденсатор, а общая точка обратного диода и конденсатора соединена с второй клеммой источника питания через дополнительную ценочку, образующую совместно с конденсатором контур, параллельный сварочной дуге, и состоящую из регулируемого дросселя и диода, включенного встречно по отношению к источнит г питания.
Источники информации, принятые во внимание при экспертизе 1. Дюргеров Н. Г. Уменьшение разбрызгивания металла и стабилизация процесса
сварки короткой дугой. - Автоматическая сварка, № 6, 1972, с. 48-49.
2. Авторское свидетельство СССР №503666, кл. В 23К9/10, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДУГОВОЙ СВАРКИ | 1967 |
|
SU189972A1 |
| Стабилизирующий дроссель для сварки в защитных газах | 1978 |
|
SU791485A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Устройство для стабилизации сварочного тока при сварке постоянным током с периодическими короткими замыканиями | 1981 |
|
SU1087282A1 |
| Способ дуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1310140A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2220034C1 |
| СПОСОБ ВОЗБУЖДЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГИ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2155120C1 |
| Устройство для электродуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU1064555A1 |
| Способ дуговой сварки плавящимся электродом | 1983 |
|
SU1207680A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1982 |
|
SU1073028A1 |
