Известна формующая головка к экструдеру для изготовления труб из термопластичных полимерных материалов, состоящая из корпуса, внутри которого установлена оправка с цептральным продольным отверстием, где расположен вал с дорном на конце, формующей втулки и калибрующей насадки с рубашкой охлаждения, смонтированных в нижней части корпуса.
Согласно изобретению в головке дорн выполнеп в виде полого цилиндра, имеющего на наружной поверхности винтовую нарезку, а вал дорна выполнен в виде пустотелого перфорированного в своей верхней части цилиндра с уплотняющей пробкой, внутри которого расположена с зазором трубка, один конец которой закреплеи в пробке, а другой конец, снабженный отверстиями, закреплеи в торце дорна. Указанные отличия позволяют формовать Еннтовую нарезку на внутренней новерхпости трубы в процессе ее экструзии.
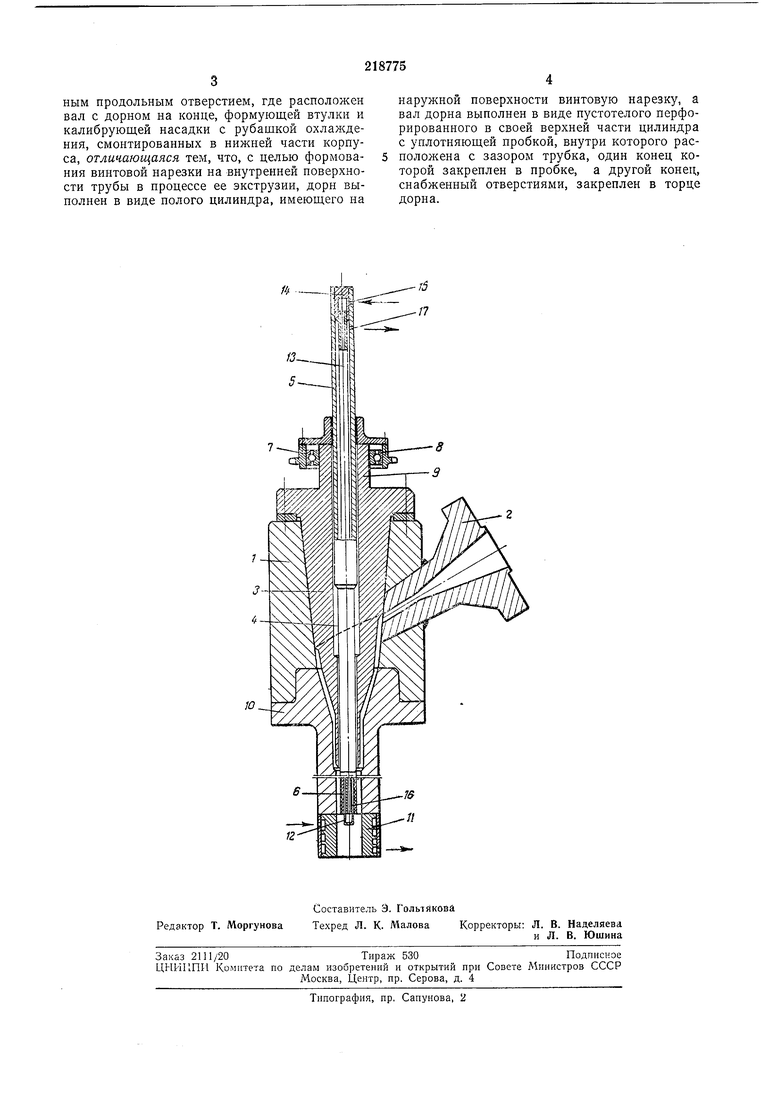
Конструкция головки показана на чертеже.
Головка состоит из корпуса /, имеющего фланец 2 для присоединения головки к цилиндру экструдера. Внутри корпуса усгановлена оправка 3, имеющая центральное сквозное отверстие 4, где расположен пустотелый вал 5. Па конце вала закреплен полый дорн 6, на наружной цилиндрической поверхности которого имеется винтообразная резьба. Вал
соединен жестко с шестерней 7, вращающейся на подшипнике 8, неподвил ное кольцо которого опирается на цапфу 9 оправкп.
В нижией части корпуса смонтпрованы формующая втулка 10, имеющая на конце калибрующую насадку 11 с рубашкой охлаждения 12. Внутрн полого вала имеется трубка 13, верхний конец которой имеет уплотняющую пробку 14 с отверстием 15, а нижний конец - отверстия 16. В верхней части вала имеются отверстия 17 для подвода и отвода охлаждающей воды.
Работа головки заключается в том, что экструдируемый расплав термопласта, пройдя полость, образовапную внутренней поверхностью корпуса, формующей втулкой и наружной новерхностью оправкп, сформовывается на выходе из головки в трубу, прпчем внутренняя поверхность трубы имеет виитообразпую нарезку за счет вращения дорна. Приданная форма трубе фиксируется калибрующей насадкой и дорном, которые имеют систему охлаждения.
Предмет и з о б р е т е н li я
ным продольным отверстием, где расположен вал с дорном на конце, формующей втулки и калибрующей насадки с рубашкой охлаждения, смонтированных в нижней части корпуса, отличающаяся тем, что, с целью формования винтовой нарезки на внутренней поверхности трубы в процессе ее экструзии, дорн выполнен в виде полого цилиндра, имеющего на
наружной поверхности винтовую нарезку, а вал дорна выполнен в виде пустотелого перфорированного в своей верхней части цилиндра с уплотняющей пробкой, внутри которого расположена с зазором трубка, один конец которой закреплен в пробке, а другой конец, снабженный отверстиями, закреплен в торце дорна.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПОЛИМЕРНЫХ ТРУБ | 1971 |
|
SU320983A1 |
| ДОЗИРУЮЩИЙ ЗАТВОР для СОСУДОВ | 1972 |
|
SU357763A1 |
| ШНЕКОВЫЙ ПРЕСС ДЛЯ ОСУЩЕСТВЛЕНИЯ НЕПРЕРЫВНЫХ | 1971 |
|
SU306612A1 |
| СССРПриоритет 28.1.1969, № Р 1904101.1, ФРГОпубликовано 28.X1I.1972. Бюллетень № 5за 1973 Дата опубликования описания 13.111.1973УДК 677.057.125(088.8) | 1973 |
|
SU365074A1 |
| ГОЛОВКА ЭКСТРУЗИОННОГО ПРЕССА ДЛЯ ПЛАСТИЧЕСКИХ МАСС | 1969 |
|
SU239160A1 |
| ШИРОКОЩЕЛЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА | 1973 |
|
SU362532A1 |
| СССРI Приоритет 06.Vin.1969, № р 1939871.1, ФРГОпубликовано 05.IV. 1973 Бюллетень Л"е 17 Дата опубликования описания 2.VIII.1973УДК 678.024.2(088.8) | 1973 |
|
SU376923A1 |
| ФРИКЦИОННАЯ МУФТА ДЛЯ СУДОВЫХ ПРИВОДОВ | 1973 |
|
SU396018A1 |
| УСТРОЙСТВО для ЗАЖИМА ТРУБЫ ПРИ ИСПБ1ТАНИИ ЕЕ НА ПРОЧНОСТЬ ДАВЛЕНИЕМ | 1969 |
|
SU238461A1 |
| АВТОМАТИЧЕСКИЙ ВЫКЛЮЧАТЕЛЬ ПЕРЕГРУЗКИ С КНОПОЧНЫМ УПРАВЛЕНИЕМ | 1972 |
|
SU355827A1 |