Известны способы изготовления проводов и кабелей с фторопластовой изоляцией, заключающиеся в наложении внутренних слоев изоляции из неориентированных пленок и поверх них - изоляции из ориентированных пленок с последующей запечкой.
Однако, осуществляя нагрев изоляции снаружи (в электропечах в жидком свинце нли расплавах солей) н поддерживая температуру на внешнем слое 360-370°С, макснмально допустимую температуру для ориентированной пленки, цри которой она еще не растрескивается, невозможно добиться качественного спекания внутреннего слоя из неориентированной пленки, для которой необходимая температура 380-410 С.
Предложенный способ, согласно которому нагрев осуществляют со стороны жилы, поддерживая постоянное превышение темнературы внутреннего слоя относительно наружного на 20-40°С, позволяет получить качественную изоляцию по всей толщине.
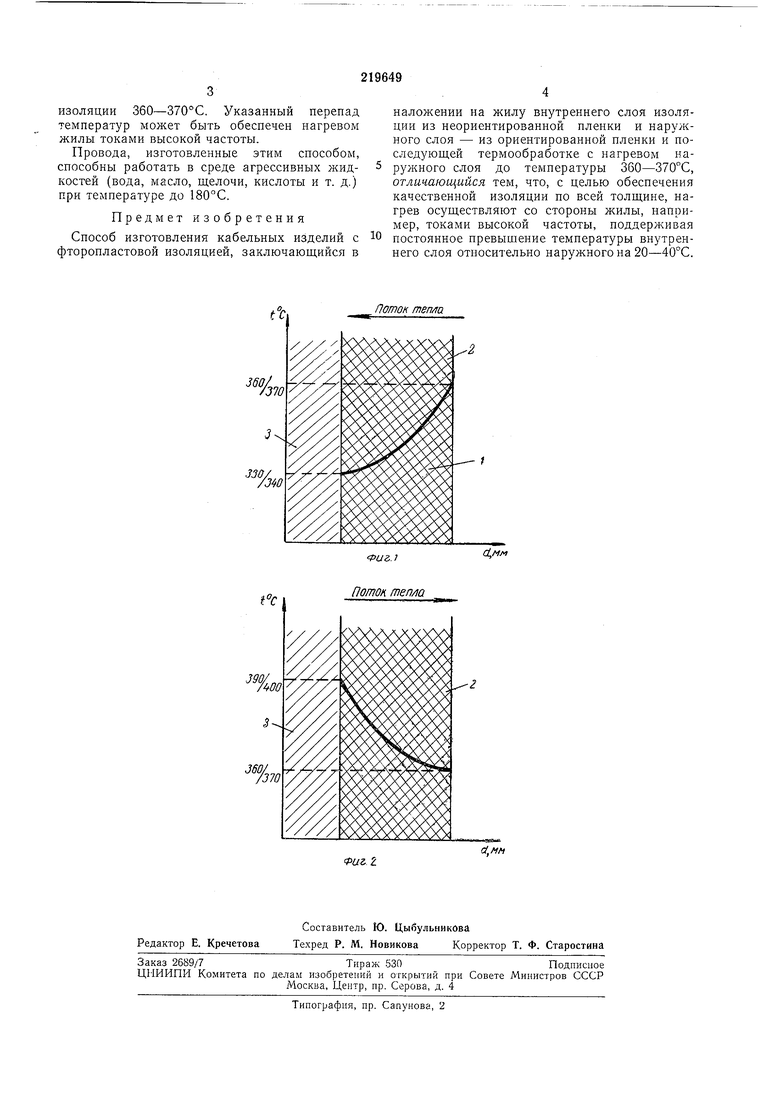
На фиг. 1 дан график распределения температуры по толщине изоляции при запечке известными способами; на фиг. 2 - график распределения температуры согласно предложенному способу.
верхности изоляции является макснмально допустимая температура для орнентированной пленки, т. е. 360-370°С. Если учесть таклче, что теплопроводность фторопласта низка и что для толщины 0,5-1 мм перепад температур в изоляции может составлять 20-40°С, получим температуру внутренних слоев пленки у жилы в нервом случае 320-340°С, а во втором 380-410°С.
Следовательно, прн нагреве со стороны жилы все слои пленки находятся под давлением и имеют температуру, достаточную для качественного снекания изоляции, а нри нагреве снаружи все слои пленки, хотя и нахо5дятся под давлением, имеют температуру, недостаточную для удовлетворительного сварнвания внутренних слоев.
При нагреве снаружн приходится стремиться к достижению наименьшего перепада тел10ператур по изоляцнн, что возмол но только нри установившемся тепловом режиме, что, в свою очередь, либо требует увеличения длины печей, либо связано с заниженной но сравнению с предложенным способом производитель5ностью нроцесса.
При запечке по описываемому способу не следует стремиться к уменьшению перепада температур по толщине изоляции. Наоборот, его следует ноддерживать в нределах 20- 40°С, обеспечивая температуру на жиле порядка 410°С, а температуру на поверхности
изоляции 360-370°С. Указанный перепад температур может быть обеспечен нагревом жилы токами высокой частоты.
Провода, изготовленные этим способом, способны работать в среде агрессивных жидкостей (вода, масло, щелочи, кислоты и т. д.) при температуре до .
Предмет изобретения
Способ изготовления кабельных изделий с фторопластовой изоляцией, заключающийся в
наложении на жилу внутреннего слоя изоляции из неориентированной пленки и наружного слоя - из ориентированной пленки и последующей термообработке с нагревом наружного слоя до температуры 3GO-370 С, отличающийся тем, что, с целью обеспечения качественной изоляции по всей толщине, нагрев осуществляют со стороны жилы, например, токами высокой частоты, поддерживая постоянное превышение температуры внутреннего слоя относительно наружного на 20-40°С.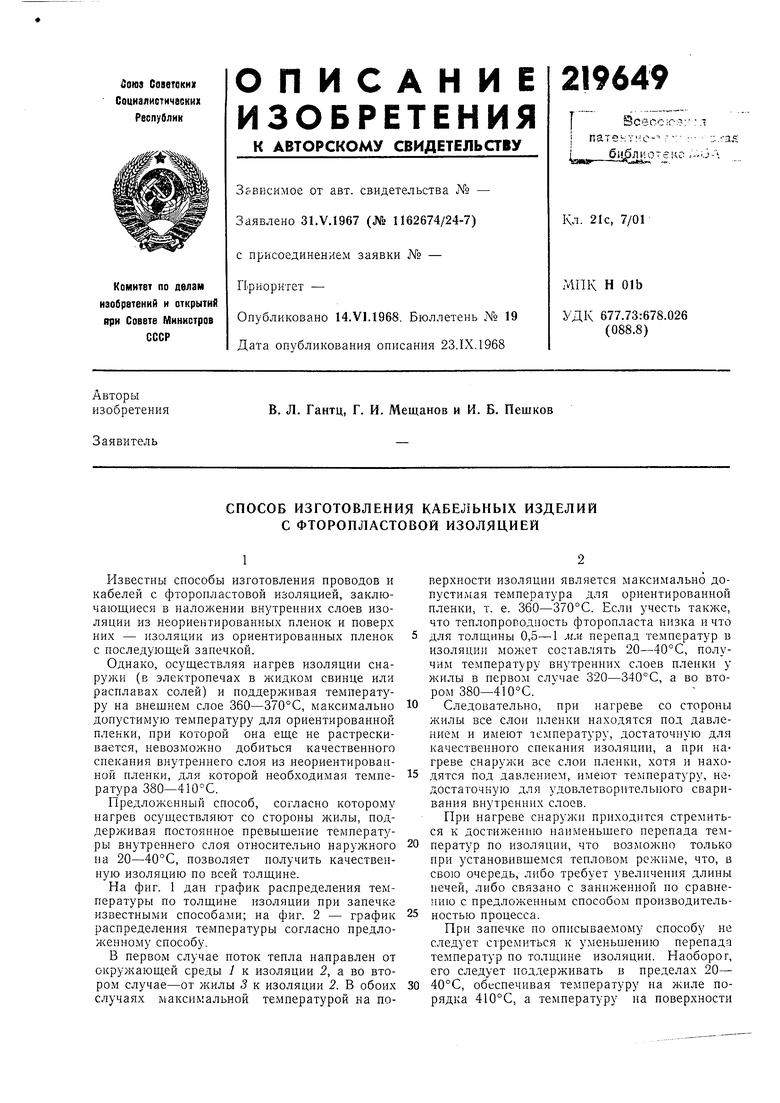
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кабельных изделий | 1979 |
|
SU788186A1 |
| Способ получения электроизоляционного покрытия кабельных изделий и устройство для его осуществления | 1976 |
|
SU634375A1 |
| Способ сварки политетрафторэтилена | 1960 |
|
SU138018A1 |
| СОСТАВ ДЛЯ НАНЕСЕНИЯ ФТОРПОЛИМЕРНОГО ПОКРЫТИЯ НА ПОЛИИМИДНУЮ ПЛЕНКУ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СОСТАВА НА ПОЛИИМИДНУЮ ПЛЕНКУ | 2011 |
|
RU2503691C2 |
| Обмоточный провод | 2020 |
|
RU2738465C1 |
| Способ получения оцинкованной стальной полосы | 1990 |
|
SU1779267A3 |
| СПОСОБ ПОЛУЧЕНИЯ КОМБИНИРОВАННОГО МЕТАЛЛОФТОРОПЛАСТОВОГО МАТЕРИАЛА | 2004 |
|
RU2277997C1 |
| СПОСОБ КОНТРОЛЯ И РЕМОНТА ИЗОЛЯЦИИ ПРОВОДОВ | 2012 |
|
RU2506602C1 |
| Способ изолирования электротехнических деталей | 1980 |
|
SU936045A1 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ ЯКОРЕЙ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2015 |
|
RU2593825C1 |
3SO/
370
3330,
Потоп тема
