Известный способ сварки политетрафторэтилена (фторпласта-4), основанный на доведении его до температуры разложения порядка 360-380°, при которой подвижность молекул настолько возрастает, что если приложить к деталям давление 2-3 кг/см, происходит сварка. Однако при этом способе прочность шва достигает всего 20-50% прочности основного материала, а производительность остается низкой.
Описываемый способ отличается от известного тем, что, с целью увеличения прочности сварного шва, производится дополнительный нагрев свариваемогоматериала- дозапечка его .при температуре 360-380° без применения внешнего давления. При этой температуре наблюдается повышение текучести фторопласта-4, приводящее к увеличению диффузии молекул одного слоя по отношению к другому, что в конечном счете приводит К гомогенизации структуры шва и, следовательно, к его упрочнению.
По описываемому способу производились опытные испытания, которые заключались в следующем.
Образцы пленки толщиной 200 мк сваривались под постоянным давлением при 370° примерно одинаковое время до прочности сварки, равной 20-50% от прочности основного материала.
Затем каждый образец разрезался на две равные сваренные част.и. Каждая вторая половина запекалась в термостате при 370° в течение 3 мин. Измерялась прочность образцов -пленок на раздир недозалеченных и тех, которые дополнительно запекались.
Результаты представлены в таблице.
№1380.18-2Результаты опытов указывают на значительное повышение прочности образцов, сваренных предлагаемым способом.
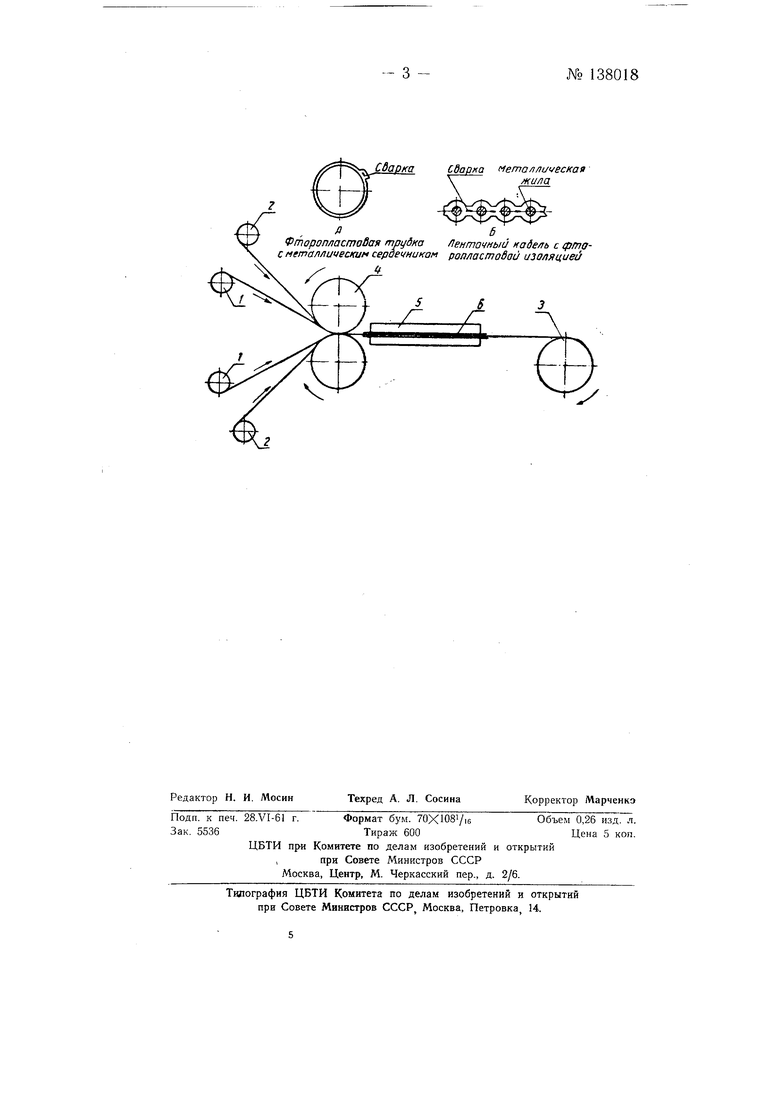
На чертеже изображены примерная схема установки для сварки, применяемая для дублирования ленты, и вид двух изделий из фторпласта-4 с металлическими сердечниками Л и 5.
Описываемый способ особый интерес представляет в том случае, если свариваемое изделие имеет такую конструкцию, что коробление пленки не представляет собой опасности, напрИМер при наличии металлических сердечников (см. изделия с сердечниками А и Б).
Установка состоит из рулонов 1 фторпластовой ленты и рулонов 2 алюминиевой фольги в лентах. Ленты алюминия служат для устранения прилипания фторпласта -к горячим валкам и, кроме того, воспринимают усилие натяжения лентопротяжного механизма. Лентопротяжный механизм 3 при вращении по часовой стрелке создает натяжение двум лентам фторпласта и двум лентам из алюминия, протягиваемым через горячие вальцы 4. При давлении 2-3 кг1см, создаваемом вращающимися Вальцами на дублируемую ленту из фторпласта, он сваривается при ее протяжении через них, а после поступает в печь 5 для дозапечки. Для устранения коробления пленки в печи 5 устанавливается ограничительная рамка 6.
Этим способом по указанной схеме может осуществляться непрерывная сварка фторпластовых лент и пленок. Для обеспечения определенной прочности сварки применение дозапеч1ки изделий позволяет еще и увеличить скорость сварки.
При наличии в изделии металлического сердечника, как например в Л и в этом случае, за сварочной машиной устаиавливается шахта или нагревательное устройство иного типа, где осуществляется дозапечка. Помимо воздущной среды может применяться дозапечка в жидком легкоплавком металле, например олове и других сплавах.
Предмет изобретения
Способ сварки политетрафторэтилена, отличающийся тем, что, с целью увеличения прочности сварного шва, производится дозапечка его при температуре 360-380° без внешнего давления.
Фторопластовая трубкаЛенточный каде/гь с фтос метаплическии сераечникамропластобой изоляцией
Сварха Мета/I/Of веская жила ff
/ /
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки с присадочной лентой таврового соединения | 1977 |
|
SU733920A1 |
| УПАКОВКА, ОБРАЗОВАННАЯ ПЛЕНКОЙ, СОЕДИНЕННОЙ ВСТЫК | 2007 |
|
RU2437765C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ПЛЕНОЧНЫХ ПОЛОТЕН ДЛЯ ПЕРЕНОСА ИЗОБРАЖЕНИЯ ИЛИ ЛАМИНИРОВАНИЯ | 2012 |
|
RU2606648C2 |
| Способ изготовления кабельных изделий | 1979 |
|
SU788186A1 |
| ТЕРМОСВАРИВАЮЩИЕСЯ ПОЛИМЕРНЫЕ ПЛЕНКИ, СПОСОБЫ ТЕПЛОВОЙ СВАРКИ И ТЕРМОСВАРОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2173262C2 |
| СПОСОБ ПЛОЩАДНОГО СВАРИВАНИЯ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТОВЫХ ЗАГОТОВОК ПОЗИСТОРНЫМ СВАРНИКОМ | 2004 |
|
RU2254236C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 2012 |
|
RU2488468C1 |
| Способ электронно-лучевой сварки кольцевого соединения тонкостенной и толстостенной деталей, выполненных из разнородных алюминиевых сплавов | 2022 |
|
RU2803446C1 |
| Устройство для изготовления рукавов из полимерных пленок | 1980 |
|
SU927523A1 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ГАБАРИТНЫХ ИЗДЕЛИЙ В ПЛЕНКУ | 2020 |
|
RU2752990C1 |