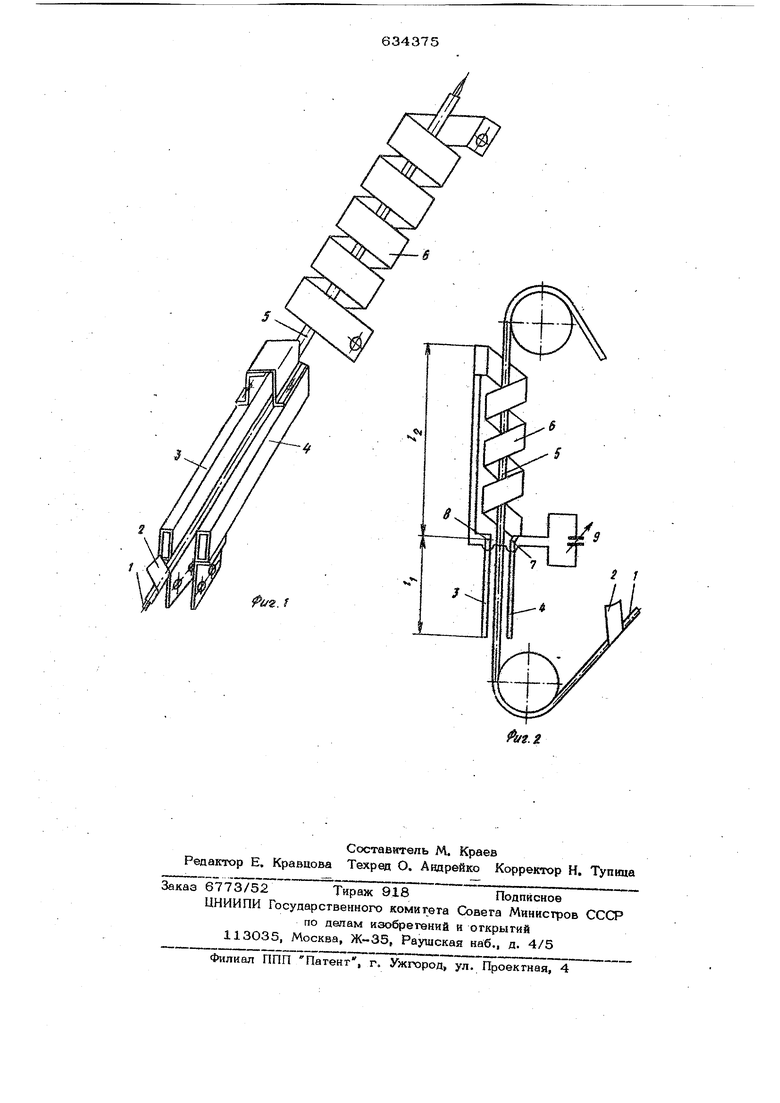
(54) СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОИЮЛЯЦИОННОГО ПОКРЫТИЯ КАБЕЛЬНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ 63 печке в процессе пвижеиия провода обеспечивается в ипоальном случае стабильно кривоя нагрева, т.е. в первой зоне необходимо лостаточно быстро нагреть провод до температуры размягчения ма- . териала, при которой гарантируется спекание, а затем во второй зоне выдержать провод при указанной температуре в течение времени, при котором обеспечиваются требуемые характеристики изоляци ониого покрытия. При нагреве только в поперечном магнитном поле с использованием для ЭТО1Х) петлевого индуктора такая температурная кривая постигается раздвижением пластин индуктора во второй зоне нагрева, т.е. искусственным снижением КПД индуктора, что приводит к недоиспользованию мощности. Кроме того, при изгоговлении круглых проводов больших сечений (более Ю мм ) и прямоугольных проводов, в петлевом индукторе воз никают значительные электродинамические силы, которые выталкивают провод из индуктора, и гем самым нарушают стабильносгьх€Ч)акг истик поплине провода. При этом чем больше соотношение сторон пряллоугольного провода, тем больше выталкивающие силы. Предлагаемый способ позволяет ликвидировать недостатки, присущие известному способу, так как обеспечивает лучшие условия нагрева по заданной кривой. В основу его положен нагрев провода в поперечном магнитном поле, например в поле петлевого индуктора, путем перемещения провода вдоль его пластин. Однако. такой нагрев в поперечном магнитном поле используется только в первой aoHes т.е. при нагреве or комнатной температуры до температуры размягчения материала, при которой гарантируется спекание. Для повышения качества электроизоляционного покрытия и обеспечения сгабильности характеристик по длине провода по предложенному способу нагрев во второй зоне, в которой требуется только поддержание достигнутой температуры в течение времени, достаточного для высококачест- венного спекания, осуществляется в продольном магнитном поле, например в поле цилиндрического индуктора. Устройство для осуществления предложенного способа содержит петлевой индуктор и расположенный соосно ему цилиндрический индуктор,. Пля использования ойного источника питания и упрощени конструкции устройства и его эксплуата54ции петлевой и цилиндрические индукторы соединены последовательно. Пля обеспечения получения требуемых токов в индукторах устройство содержит конденсатор, параллельно подключенный к цилиндрическому индуктору в месте его соединения с пластинами петлевого индуктора. Применение продольного магнитного поля позволяет не только осуществлять и-чгрев и поддержание температуры во второй зоне, но и обеспечивает удержание (центрирование) провода также в петлевом индукторе, за счет чего повышается устой- чивость технологического процесса для круглых проводов крупных сечений и прямоугольных проводов. Благодаря тому,что в предлагаемом способе уменьшена, по сравнению с известным способом, длина зоны воздействия поперечного магнитгюго поля, уменьшаются также и электродинамические силы, выталкивающие провод из индуктора. На фиг. 1 показан пример ocymecTiwit ния предложенного способа получения электроизоляционного покрытия кабельных изделий, а также устройство для его реализации; на фиг. 2 изображен вариант устройства с последовательно соединенными петлевым и цилиндрическим индукторами и конденсатором,подключенным параллельно цилиндрическому индуктору в месте его соединения с пластинами петл ; вого индуктора. Жилу 1, изолированную фемя лентами 2 полиимида, дублированного сополимером политетрафторэтилена с гексафторпропиленом, пропускают между пластинами 3,4 петлевого индуктора вдоль их продольной оси 5. При этом ленты нагреваются от жилы до ЗЗО С (запечка ленточной изоляции), далее провод поступает в цилиндрический индуктор 6, где выдерживается при указанной температуре в течение времени, необходимого для запечки: изоляции. Абсолютные значения температур зависят от материалов спекаемых пленок: политетрафторэтилена 36О С на поверхности, на жиле ЗЭО С; на дублированных полиимидно-фторопластовых ЗЗО С на поверхности, на жиле 350 С. Оптимальное соотношение времени наг рева до температуры запечки к времени выдержки йри указанной температуре для всех известных типов пленок такогх) рода О,7 - 0,8, что, обеспечивается выбором длин 6 пластмн петлевого индуктора в 56 пределах 0,7 - О,8 от длины 6л цилинп- рическсгх) инпукгора, гак как при гаком сюогноишнии размеров легче всего достигаются близкие к оптимальным температур ные режимы запечки. Кроме того, при этом обеспечивается оптимальный КПП устройства в целом. На фиг. 1 показан вариант устройства в котором cooctio расположенные петлевой и цилиндрический индукторы могут питать- ся от самостоятельных источников. Однако более целесообразен вариант, показанный на фиг. 2, где питание всего устройства осуществляется от одного источника, что упрощает согласованное включение, отключение и регулирование нагрева в обоих индукторах и упрощает конструкцию устройства и его эксплуатацию. Цилиндрический индуктор 6 соединен после довательно с пластинами 3, 4 петлевого индуктора. При этом к концам .7, 8 пластин петлевого индуктора параллельно ци;линдрическому индуктору подключен переменный конденсатор 9. Изменяя емкость конденсатора, обеспечивают необходимые соотношения токов в петлевом и цилиндрическом индукторах в соответствии с требу емыми режимами запечки. Формула изобретения 1. Способ получения электроизоляционного покрытия кабельных изделий, заклю.. 75 чающийся в нагреве токами высокой час тоты токопроводящей жилы, покрытой лентами из полимерных материалов, например из полиимидно-фторопластовых пленок, в поперечном магнитном поле в течение времени, необходимого для достижения температуры размягчения материала, и выдержке при указанной температуре до его запечки, отличающийся тем, что, с целью повыщения качества изделия путем повышения равномерности спекания изоляционного покрытия и повышения эффективности процесса, запечку осуществляют в продольном магнитном поле. 2.Устройство для получения электроизоляционного покрытия по п. 1, содержа щее петлевой индуктор и расположенный соосно ему цилиндрический индуктор. 3.Устройство по п. 2, о т /т и ч а ющ е е с я тем, что, с целью его упрощения путем использования одного источника питания, петлевой и цилиндрический индукторы соединены последовательно. 4.Устройство по пп. 2 и 3, о т л ичающееся тем, что, с целью обеспечения требуемых токов в индукторах, оно снабжено конденсатором, подключенным параллельно цилиндрическому индук- тору в месте его подсоединения к пластинам петлевого индуктс а.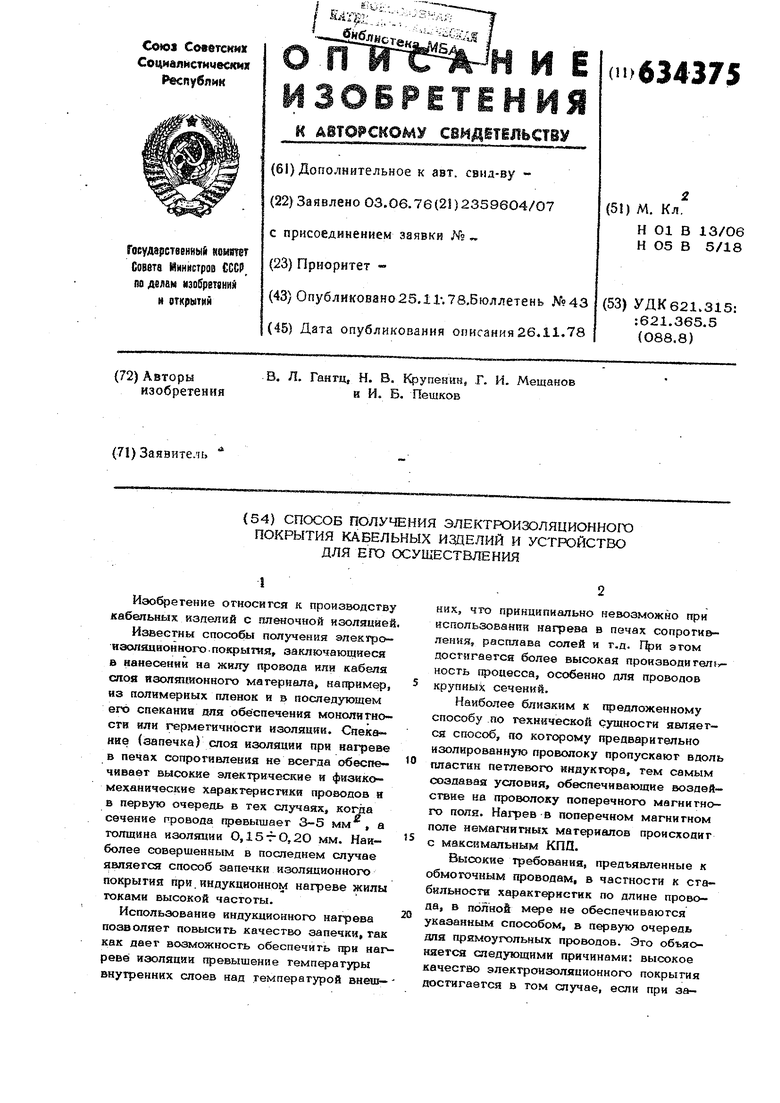
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кабельных изделий | 1979 |
|
SU788186A1 |
| Обмоточный провод | 2020 |
|
RU2738465C1 |
| СПОСОБ КОНТРОЛЯ И РЕМОНТА ИЗОЛЯЦИИ ПРОВОДОВ | 2012 |
|
RU2506602C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАБЕЛЬНЫХ ИЗДЕЛИЙ С ФТОРОПЛАСТОВОЙ ИЗОЛЯЦИЕЙ | 1968 |
|
SU219649A1 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОИЗОЛЯЦИОННОГО ПОЛИМЕРНОГО ПОКРЫТИЯ НА СВЕРХПРОВОДНИКИ ВТОРОГО ПОКОЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2662801C1 |
| Способ изготовления магнитопроводов электрических машин | 1989 |
|
SU1777206A2 |
| Устройство индукционного нагрева жидкостей проточного типа | 2021 |
|
RU2759438C1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| Способ изготовления литого микропровода в стеклянной изоляции | 1973 |
|
SU505032A1 |
| Пленочный материал со слоистой структурой | 1982 |
|
SU1436894A3 |