Фи.6
Изобретение относится к переработке пластмасс, непосредствепно к конструкциям литьевых форм на изделия с мелкой арматурой.
Целью изобретепия является расширение технологических возможностей путем изготовления изделий с арматурой.
Эта цель достигается тем, что клиновые полуматрицы смонтированы поэтажно соответственно одна на подвижной, а другая на неподвижной плите, углы наклона колонок для перемещения полуматриц выполнены разными, причем система съема изделия установлена на кронштейне, закрепленном на подвижной плите.
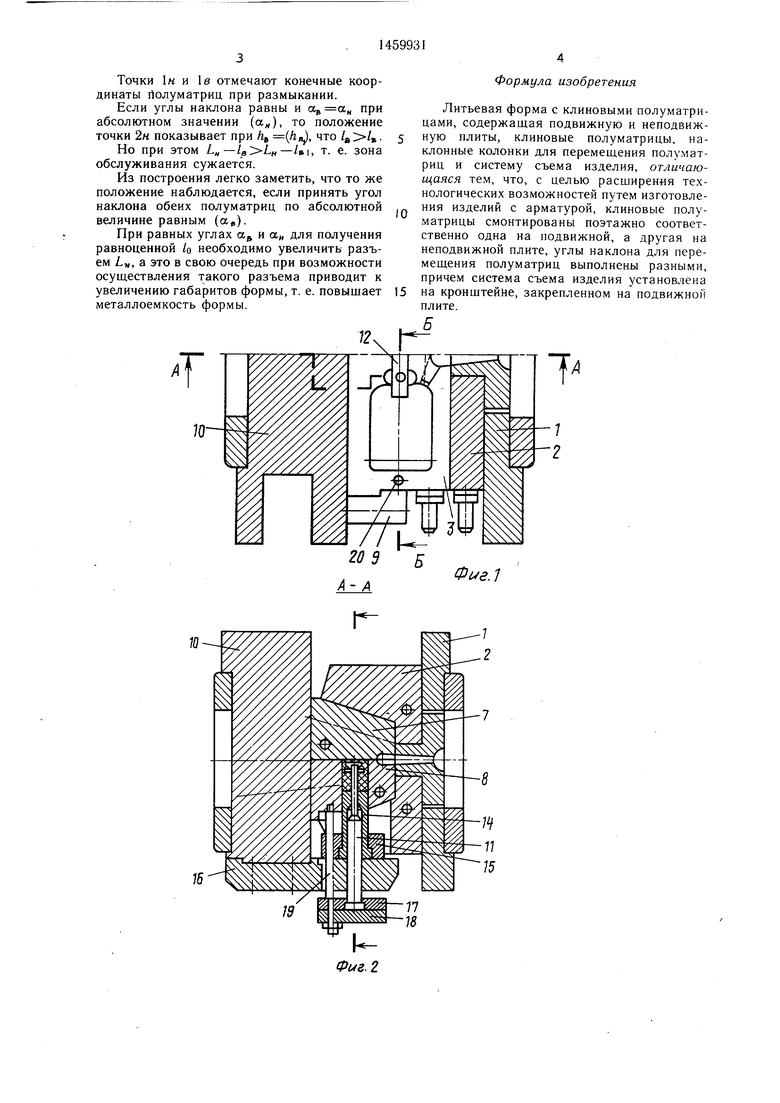
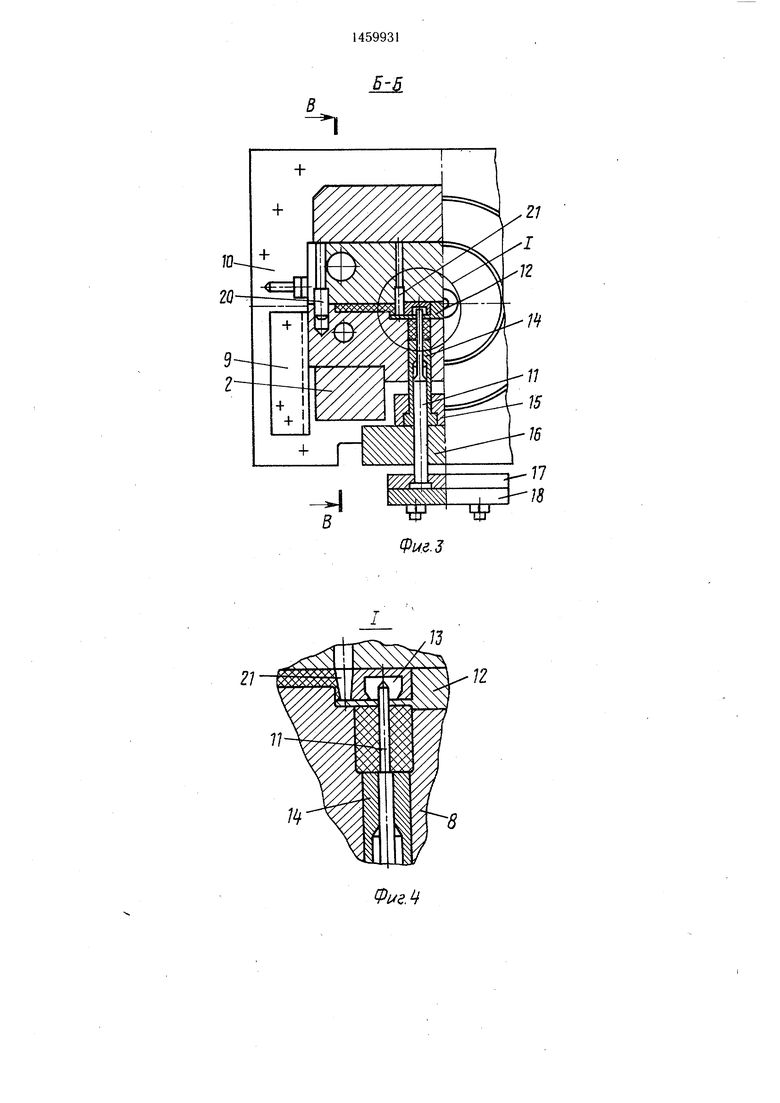
На фиг. 1 показана форма с видом на полуматрицу подвижной плиты с изделием, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - узел на фиг. 3; на фиг.5 - разрез В-В на фиг. 3; на фиг. 6 - форма в раскрытом положении; на фиг. 7 - диаграмма перемещения полуматриц.
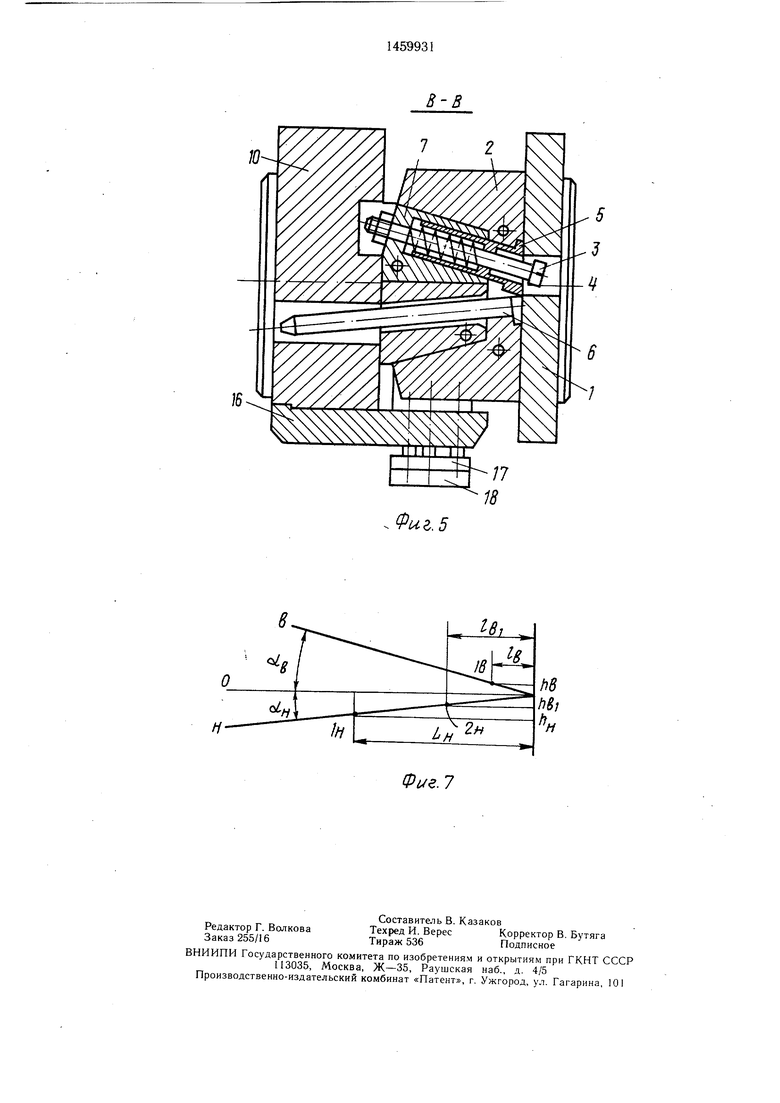
Литьевая форма содержит неподвижную опорную 1 и клиновую 2 плиты, в которой размещены попарно наклонные по вертикали к плоскости разъема пружинная колонка, состоящая (фиг. 5) из стакана 3, ограничителя 4 и пружины 5, и цилиндрическая колонка 6. Пружинная колонка расположена внутри самораскрывающейся верхней полуматрицы 7, цилиндрическая колонка - внутри подвижной нижней полуматрицы 8. Полуматрица 8 перемещается по направляющим 9, закрепленным к подвижной плите 10. В этой полуматрице 8 формуется армированная часть изделия: на выступающем в полость изделия знаке 11 последовательно установлены вкладыш 12 и букса 13 (фиг. 4) в виде низкой втулки с глухим отверстием. Нижний торец изделия упирается в. выталкиватель 14, который при помощи планки 15 крепится к кронштейну 16 подвижной плиты 10.
Знак 11 установлен в плитах 17 и 18 съема, связанных жестко посредством тяг 19 с полуматрицей 8. Плиты 17 и 18 съема совмегтно со знаком 11, выталкивателем 4 11 тягами 19 составляют систему съема изделия. Обе полуматрицы 7 и 8 центрируются фиксаторами 20 (фиг. 3), выступающими на высоту, примерно равную или несколько большую высоте ив формующего встречного знака 21.
Литьевая форма работает следующим образом.
При размыкании формы после получения отливки подвижная плита 10 при помощи направляющих 9 увлекает за собой нижнюю полуматрицу 8. Связанная е верхней самораскрывающейся полуматрицей 7 посредством выступающих знаков 21 и фиксаторов 20 обе полуматрицы отходят от клиновой плиты 2, раскрываясь под воздействием наклонных колонок.
5
Верхняя полуматрица 7 (фиг. 6), перемещаясь вдоль наклонных под углом «в колонок, скользит вдоль стакана 3 под воздействием пружин 5, выбирает зазор между стаканом 3 и головкой ограничителя 4.
Выбрав зазор и пройдя расстояние /в вместе с нижней полуматрицей, знаки 21 и фиксаторы 20 высвобождаются. 0 Далее, подвижная плита 10 совместно с нижней полуматрицей 8, размыкаясь на всю величину разъема LH, перемещается под воздействием цилиндрической колонкой 6 с углом наклона вдоль направляющих J 9 на величину /гн. При этом выталкиватель 14, опирается в изделие, полуматрица 8 перемещается вдоль него, извлекая из изделия под действием тяг 19, опирающихся в плиты 17 и 18, знак И. Таким образом, изделие высвобождается из полу- 0 матрицы. Далее для повторной заливки на знак устанавливают вкладыщ 12 и буксы 13. При установке в форму вкладыш и букса надеты на знак сверху, что надежно удерживает их в форме от выпадания. Образующаяся зона обслуживания /о обеспечивает удобство подхода для съема изделия и установки арматуры.
При смыкании формы подвижная плита 10, пройдя расстояние /о, упирается в верхнюю полуматрицу 7. С этого момента обе Q полуматрицы сходятся совместно, что обеспечивает их взаимофиксацию. В конечный момент смыкания неподвижная клиновая плита 2 расклинивает обе полуматрицы 7 и 8.
В известных конструкциях форм с клиновыми полуматрицами угол наклона колонок 5 для их перемещения одинаков или не регламентируется.
В рассмотренной конструкции оптимальным фактором является различие этих углов по величине.
Действительно, верхняя полуматрица 7 0 сопровождает при размыкании формы нижнюю полуматрицу 8. Это условие является необходимым для извлечения связывающих обе полуматрицы выступающих знаков 21 и фиксаторов 20.
г При образующемся разъеме L величины /о и /в связаны отнощением
LH /o-f/a.
при этом величина разъема L ограничивается паспортными данными любой литьевой мащины. Для образования достаточной
0 для обслуживания зоны необходимо предельно уменьшить ход верхней полуматрицы. Это возможно, если скорости перемещения полуматриц по вертикали будут различны. Это условие достигается за счет различия в углах наклона колонок для перемещения
5 полуматриц. Это наглядно при рассмотрении диаграммы (фиг. 7) перемещений верхней полуматрицы в под углом наклона ав и нижней полуматрицы н под углом наклона осн.
Точки 1н и 10 отмечают конечные координаты йолуматриц при размыкании.
Если углы наклона равны и при абсолютном значении (а), то положение точки 2н показывает при Л, (в), что .
Но при этом L«-(в /-„-/ :, т. е. зона обслуживания сужается.
Из построения легко заметить, что то же положение наблюдается, если принять угол наклона обеих полуматриц по абсолютной величине равным (ае).
При равных углах а и а„ для получения равноценной /о необходимо увеличить разъем L, а это в свою очередь при возможности осуществления такого разъема приводит к увеличению габаритов формы, т. е. повышает металлоемкость формы.
Формула изобретения
Литьевая форма с клиновыми полуматрицами, содержащая подвижную и неподвижную плиты, клиновые полуматрицы, наклонные колонки для перемещения полуматриц и систему съема изделия, отличающаяся тем, что, с целью расщирен«я технологических возможностей путем изготовления изделий с арматурой, клиновые полуматрицы смонтированы поэтажно соответственно одна на подвижной, а другая на неподвижной плите, углы наклона для перемещения полуматриц выполнены разными, причем система съема изделия установлена на кронщтейне, закрепленном на подвижной плите.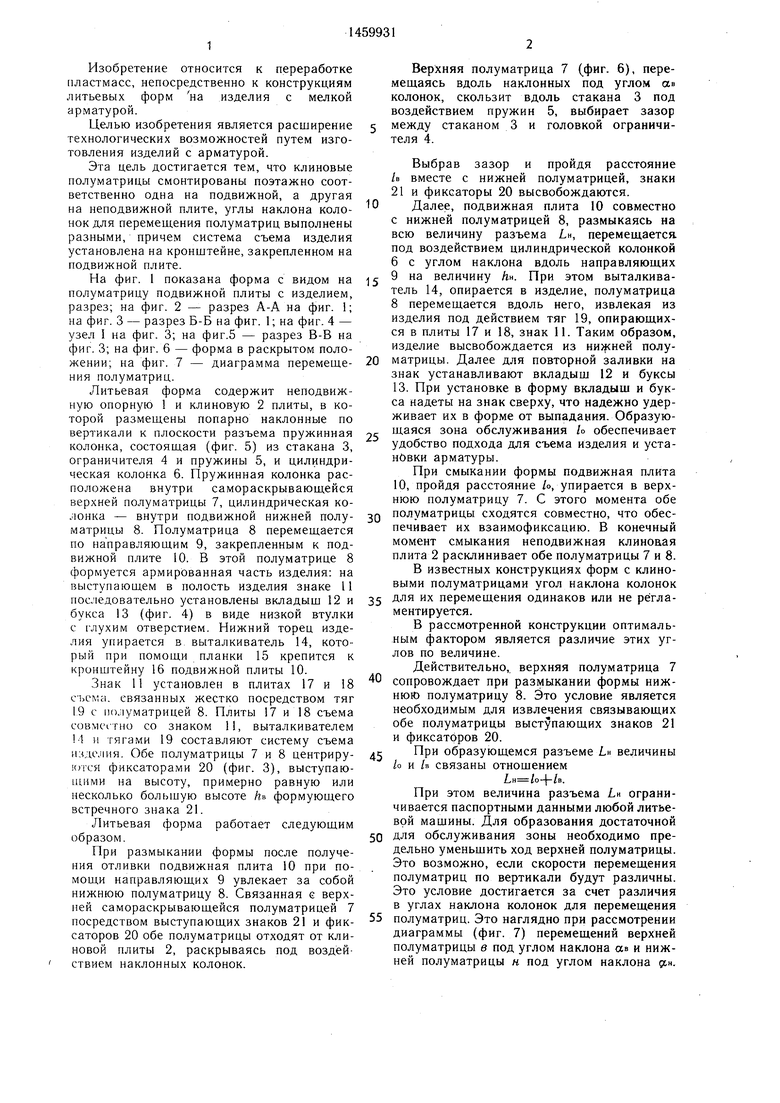
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1435465A1 |
| Литьевая форма с клиновыми полуматрицами для изготовления полимерных изделий | 1979 |
|
SU863386A1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1765024A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |
| Литьевая форма для изготовления полимерных изделий | 1980 |
|
SU952627A1 |
| Литьевая форма | 1987 |
|
SU1493489A1 |
| Литьевая пресс-форма | 1979 |
|
SU774951A2 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1985 |
|
SU1303430A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
Изобретение относится к переработке пластмасс литьем под давлением и позволяет расширить технологические возможности формы. Для этого клиновые полуматрицы 7 и 8 смонтированы поэтажно соответственно одна на подвижной Ю а другая на неподвижной 2 плите. Углы наклона для перемещения полуматриц выполнены разными. Система съема изделий установлена на кронштейне 16. 7 ил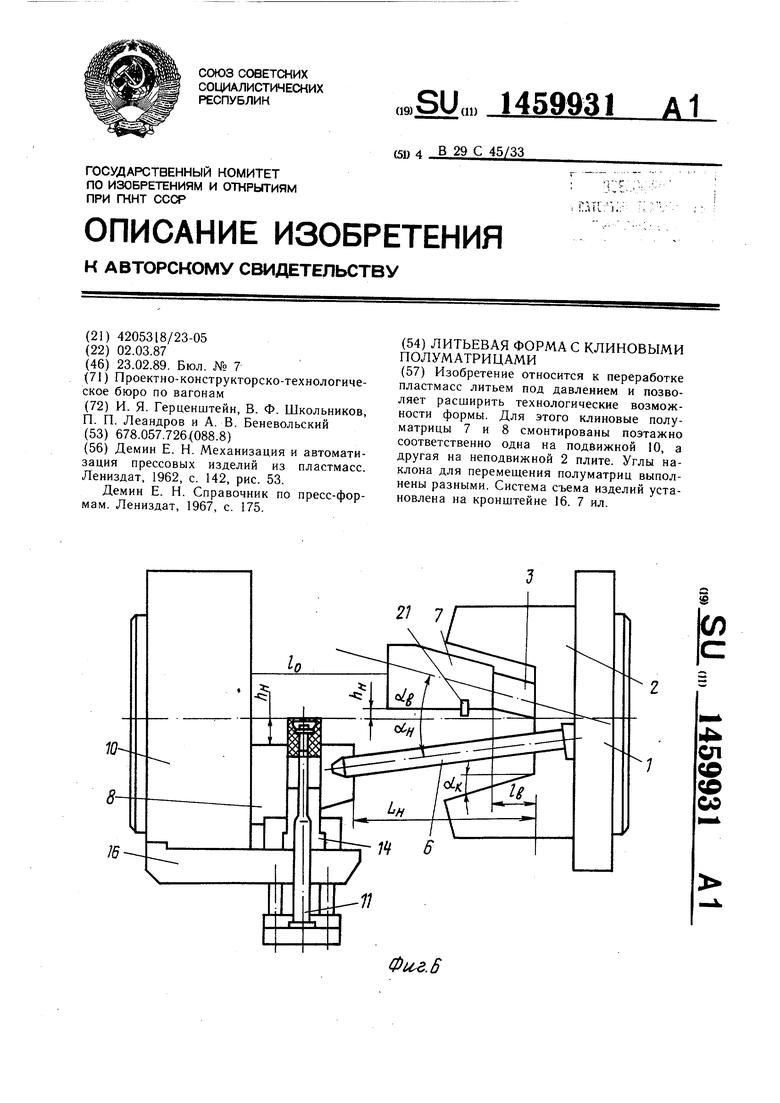
15
Ф(вЛ
В 5
Ф1.е.3
Фи.5
| Демин Е | |||
| Н | |||
| Механизация и автоматизация прессовых изделий из пластмасс Лениздат, 1962, с | |||
| Рогульчатое веретено | 1922 |
|
SU142A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Демин Е | |||
| Н | |||
| Справочник по пресс-формам | |||
| Лениздат, 1967, с | |||
| Ручной прибор для загибания кромок листового металла | 1921 |
|
SU175A1 |
| поЖйрйц Ами™ кли овьми | |||
