Известно устройство для расконсервации и мойки деталей, содержащее рольганги и агрегат для мойки и сушки деталей. Однако это устройство имеет низкую производительность и не позволяет расконсервировывать листовой металл.
Предложенное устройство в отличие от известного снабжено выдвижной рамой, служащей для подачи кассет с листами к вакуумприсосам, механизмом наклейки и резки бумаги, имеющим два валка, закрепленных на раме рольганга, причем верхний валок, взаимодействующий с ножом, служит для подачи бумаги от рулона, а механизм маркировки содержит три кинематически связанных между собой валка, первый из которых служит для нанесения краски на наборный щтамп, который смонтирован в пазах второго валка, а третий предназначен для дальнейшей транспортировки листов.
Это отличие повыщает производительность устройства и обеспечивает возможность обработки листового металла.
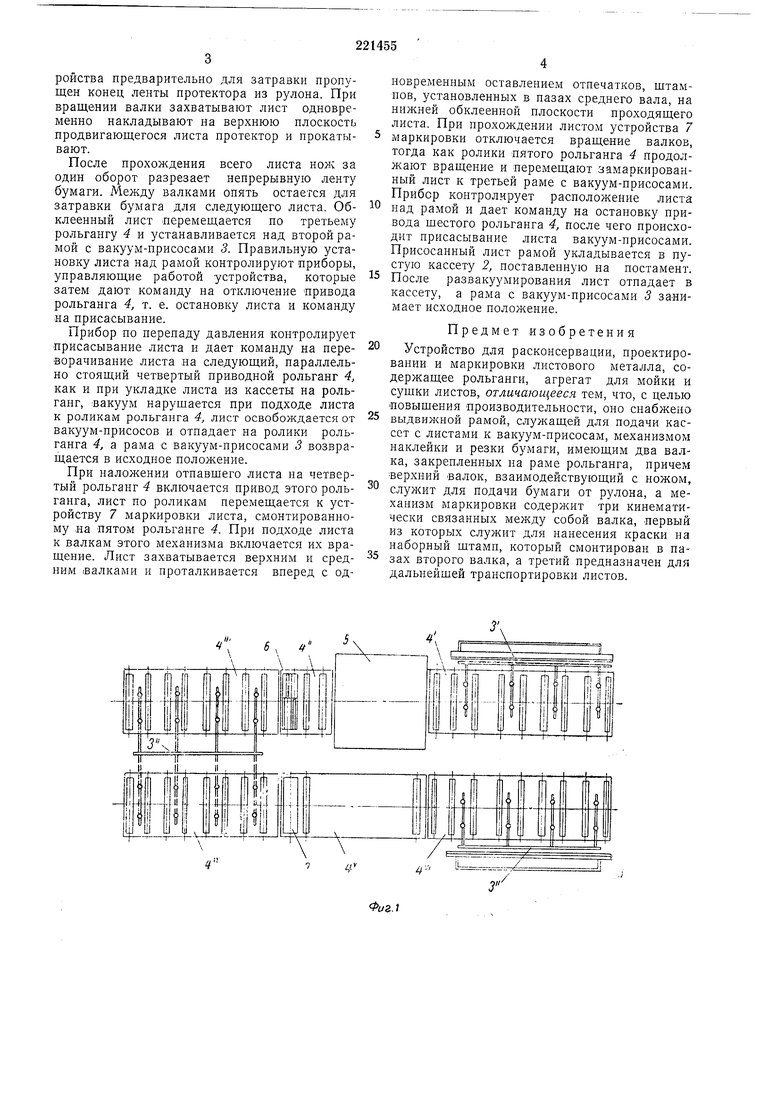
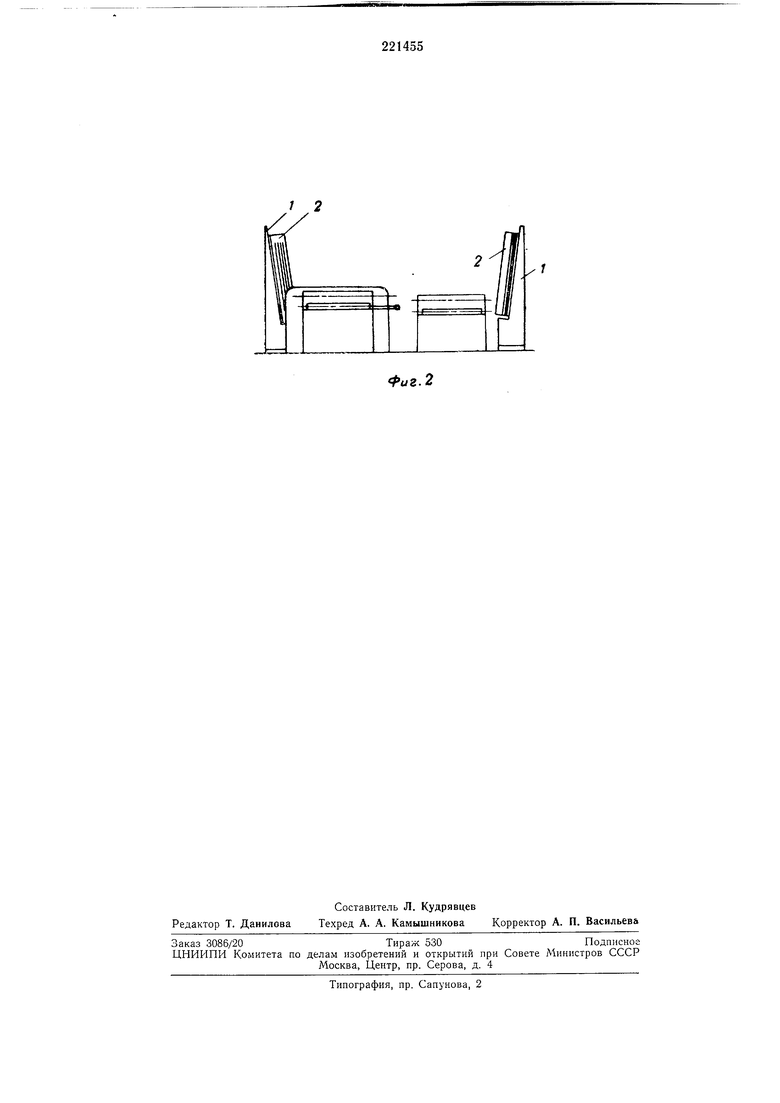
На фиг. 1 показана установка в плане; на фиг. 2 - то же, вид слева.
Установка содержит приводной постамент /, кассеты 2, три рамы с вакуум-присосами 3, щесть приводных рольгангов 4, моечный и сущильный агрегат 5, устройство 6 для наклейки и резки бумаги, устройство 7 для маркировки.
Кассета 2, заполненная нерасконсервированными листами, подобранными по толщине и марке материала, с помощью цеховых транспортных средств устанавливается на приводной постамент /, после чего включается цривод поворота первой рамы с вакуум-присосами 3, и она поворачивается.
При наложении рамы с вакуум-присосами на лист в кассете ее поворот прекращается и
происходит присасывание листа. После присасывания рама 3 поворачивается в нормальное (исходное) положение, укладывая лист на первый приводной рольганг 4. При наложении листа на рольганг 4 вакуумная система отключается, освобождая лист от вакуум-присосов, и включается привод рольганга 4.
Лист по вращающимся роликам рольганга 4 перемещается в моечный агрегат 5. Подающие валки последнего захватывают и проталкивают лист вперед под струи разбрызгиваемой горячей воды и дальше под протирочные валки. Промытый и протертый лист, не выходя из агрегата, попадает под струи горячего воздуха, подаваемого от воздухонагревателя
на верхнюю и нижнюю плоскости листа, и окончательно высушивается. Уже сухой лист из агрегата 5 перемещается по роликам на следующий приводной рольганг 4, на раме которого смонтировано устройство 6 для наклейройства предварительно для затравки пропущен конец ленты протектора из рулона. При вращении валки захватывают лист одновременно накладывают на верхнюю плоскость продвигающегося листа протектор и прокатывают.
После прохождения всего листа нож за один оборот разрезает непрерывную ленту бумаги. Между валками опять остается для затравки бумага для следующего листа. Обклеенный лист перемещается по третьему рольгангу 4 и устанавливается над второй рамой с вакуум-присосами S. Правильную установку листа над рамой контролируют приборы, управляющие работой устройства, которые затем дают команду на отключение привода рольганга 4, т. е. остановку листа и команду на присасывание.
Прибор по перепаду давления контролирует присасывание листа и дает команду на переворачивание листа на следующий, параллельно стоящий четвертый приводной рольганг 4, как и при укладке листа из кассеты на рольганг, вакуум нарушается при подходе листа к роликам рольганга 4, лист освобождается от вакуум-присосов и отпадает на ролики рольганга 4, а рама с вакуум-присосами 3 возвращается в исходное положение.
При наложении отпавшего листа на четвертый рольганг 4 включается привод этого рольганга, лист но роликам перемещается к устройству 7 маркировки листа, смонтированному на пятом рольганге 4. При подходе листа к валкам этого механизма включается их вращение. Лист захватывается верхним и средним валками и проталкивается вперед с одновременным оставлением отпечатков, штампов, установленных в пазах среднего вала, на нижней обклеенной плоскости проходящего листа. При прохождении листом устройства 7 маркировки отключается вращение валков, тогда как ролики пятого рольганга 4 продолжают вращение и -перемещают замаркированный лист к третьей раме с вакуум-присосами. Прибор контролирует расположение листа над рамой и дает команду на остановку привода шестого рольганга 4, после чего происходит присасывание листа вакуум-присосами. Присосанный лист рамой укладывается в пустую кассету 2, поставленную на постамент. После развакуумирования лист отпадает в кассету, а рама с вакуум-присосами 5 занимает исходное положение.
Предмет изобретения
Устройство для расконсервации, проектировании и маркировки листового металла, содержащее рольганги, агрегат для мойки и сушки листов, отличающееся тем, что, с целью повышения производительности, оно снабжено выдвижной рамой, служащей для подачи кассет с листами к вакуум-присосам, механизмом наклейки и резки бумаги, имеющим два валка, закрепленных на раме рольганга, причем верхний еалок, взаимодействующий с ножом, служит для подачи бумаги от рулона, а механизм маркировки содержит три кинематически связанных собой валка, первый из которых служит для нанесения краски на наборный штамп, который смонтирован в пазах второго валка, а третий предназначен для дальнейшей транспортировки листов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная поточная линия обработки листовых материалов | 1980 |
|
SU874227A1 |
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ЛИСТОВОГО МАТЕРИАЛА | 1968 |
|
SU231351A1 |
| Стол для стопы листовых заготовок | 1982 |
|
SU1031598A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2007 |
|
RU2340420C2 |
| ЛЯ ОТДЕЛКИ КОНВЕРТОВ С ФОТОБУМАГОЙ | 1965 |
|
SU170376A1 |
| Механизированная линия обработки листов | 1981 |
|
SU1031594A1 |
| Моечная машина | 1979 |
|
SU874226A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ сотовогоМАТЕРИАЛА | 1971 |
|
SU306975A1 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
| Автоматический комплекс для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1551451A1 |
«
1
i)
