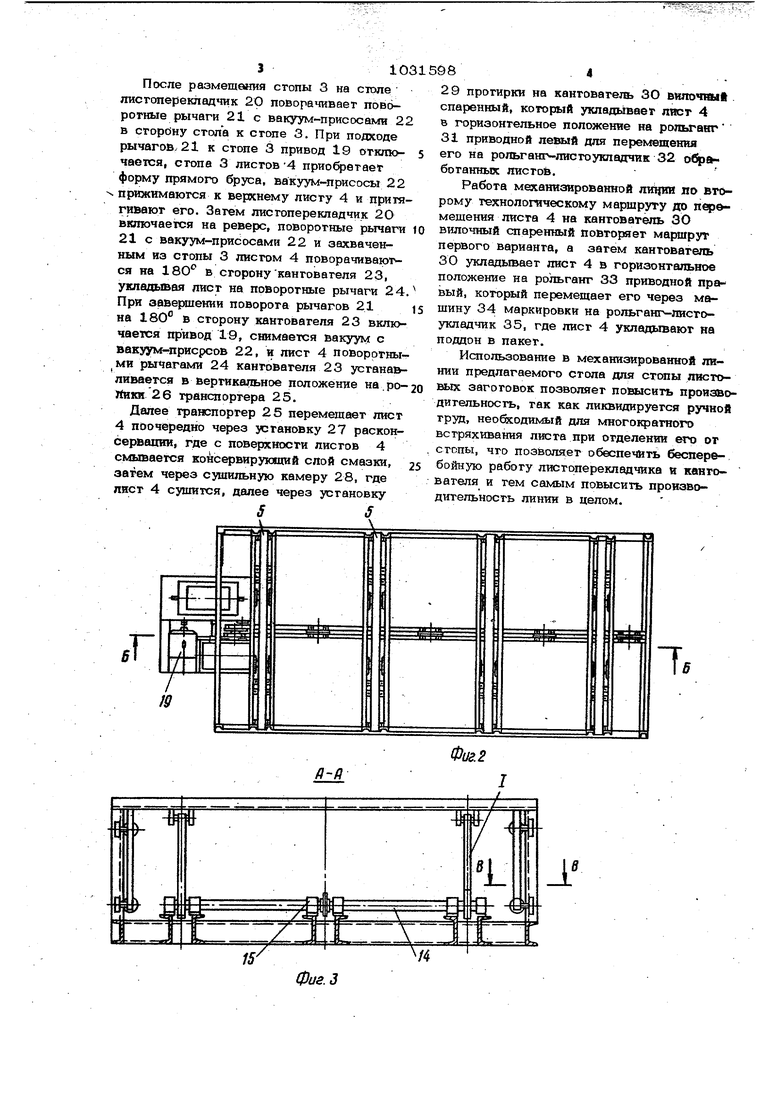
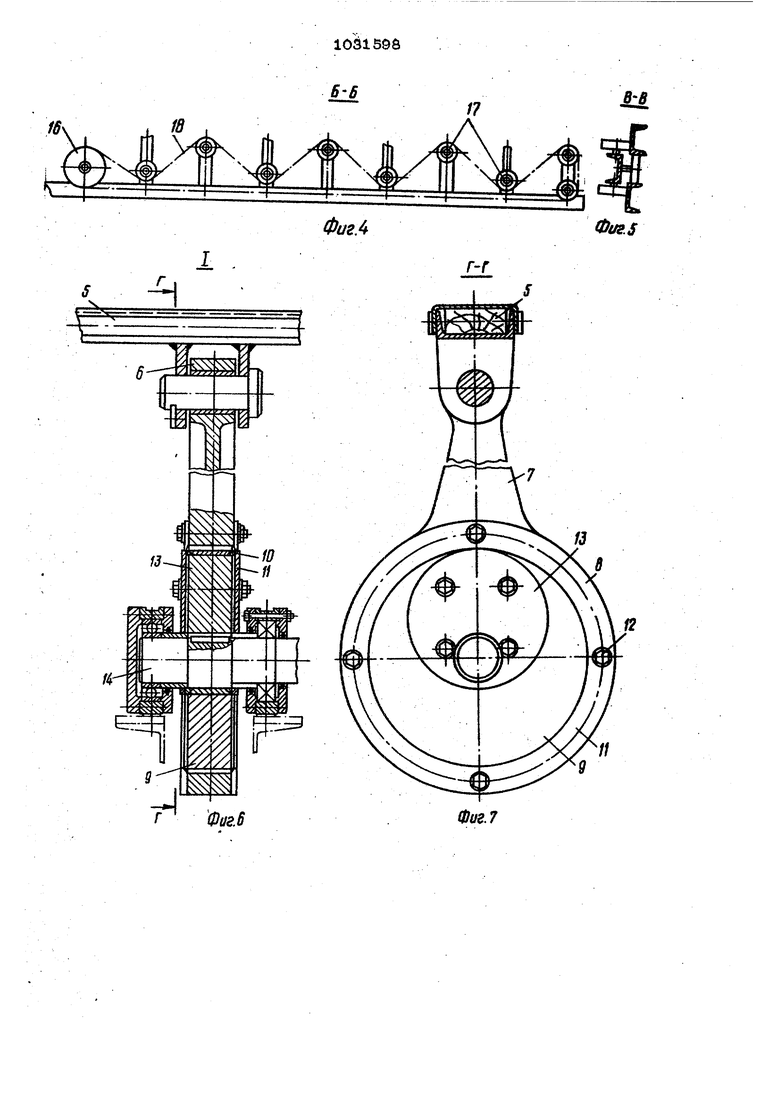
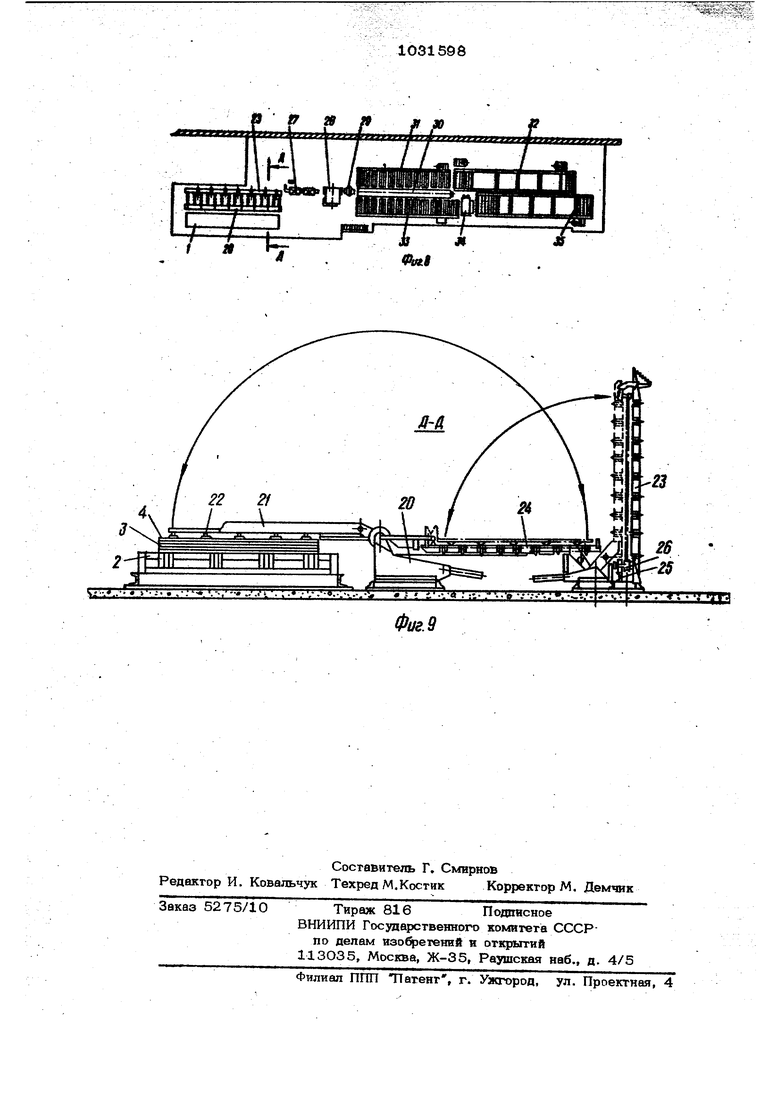
11 Иэофегение относигся к обработке ме таллов давпекием и может быть использовано в различных машиностроительных отраслях промышленности для автоматиза ции процессов передачи листовых заготоВок, компановке поточных и механизироI ванных производств. Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является стол для стопы листовых заготовок, содержащий установленны на станине на заданном расстоянии одна от другой с возможностью возвратно-поступательного перемещения в вертикальном направлении балки, связанные с приво дом перемещения 1 . Недостаток этого стола - невысокая производительность в связи с тем, что привод перемещения балок осуществляется вручную и недостаточно надежное отделение заготовок от стопы. Цель изобретения - повьщение производительности и надежности отделения. Поставленная цель достигается тем, что в столе для стопы листовых заготоВОК, содержащем установленные на стани не на заданном расстоянии одна- от другой с возможностью возвратно-поступатель ного перемещения в вертикальном направ лении балки, связанные с приводом перемещения, каждая балка связана с привод посредством двух шатунов, одна головка каждого из которых шарнирно соединена с одним концом балки, эксцентрикового вала, связанного с другой головкой шату на с помощью эксцентриковой втулки, и цепной передачи. На фиг. 1 изображен стоп для стопы листовых заготовок; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б . на фиг. 2; на фиг. 5 - сечение В-В на фиг. 3; на фиг. 6 - вынос на фиг. 3 на фиг. 7 - сечение Г-Г на фиг. 6; на фиг. 8 - компановка механизированно линии обработки листов с встроенным столом для стопы заготовок; на фиг. 9 разрез Д-Д на фиг. 8. Сгол для стопы листовых заготовок содержит основание 1, раму 2 для уклад ки стопы 3 листовых заготовок 4, балки 5, установленные на заданном расстоянии одна от другой, шарнирно закреплен ные к верхним головкам 6 шатунов 7, сочлененных своими нижними головками 8 шарнирно с эксцентриковыми втулками 9 которые неподвижно соединены при помощи разрезных конусных колец 10, шайб 11 и болтов 12 с эксцентриками 13 ва98лов 14, закрепленных в подшипниковых узлах 15. На валах 14 закреплены ведомые звездочки 16, отклоняющие звездочки 17, связанные цепной передачей 18с приводом 19. Стол для стопы листовых заготовок может быть оснащен листоперекладчиком 20 с поворотными рычагами 21, оснащенными вакуум-присосами 22, и установлен в составе механизированной линии по офаботке листовых заготовок 4, вклк чающей кантователь 23 вилочный с поворотными рычагами 24, транспортер 25 с приводными роликами 26, установку 27 расконсервации сушильную камеру 28, установку 29 протирки,кантователь ЗО вилочный спаренный,рольганг 31 приводной левый, рольганг-листоукладчик 32 обработанных листовых заготовок 4, рольганг 33 приводной правый, машину 34 маркировки, рольганр-листоукладчик 35 маркированных листов. Работа стола для стопы листовых заготовок осуществляется следующим -образом. Стопа 3 листовых заготовок 4 укладывается на стол. Привод 19 посредством приводной цепи 18 звездочек 16 и 17 начинает вралать валы 14, обеспечивая посредством эксцентриков 13 и шатунов 7 возвратнопоступательное перемещение в вертикал1гном направлении балкам 5, которые, в свою очередь, воздействуя на стопу 3, придают ей форму то прямого, то ИЗОГНУТОГО по синусоиде бруса. Такое поочередное изменение формы стопы 3 листов 4 вызывает смещение сопрягаемых поверхностей соседних листов стопы относительно друг друга, нарушая силы сцепления между листами и тем облегчая отделение листа от стопы. Работа механизированной линии осуществляется по двум вариантам. .По первому варианту производят сяедукк щие транспортные и технологические операции: укладку стопы 3 на стол, переклад1Гу листов 4 листоперекладчиком 20 со стола на кантователь 23 вилочный, установку листа 4 кантователем 23 в вертикальное положение на приводные ролики 26 транспортера 25, транспортировку листа 4 в вертикальном положении, химическое обезжиривание, сушку, протирку, укладку листа 4 кантователем 30 вилочным спаренным в горизонтальное положение на рольганге 31 приводном левом, подачу листа 4 на р ОЛЬГ ан-лис то укладчик 35 в-поддоне. После размещения стопы 3 на столе листоперекладчик 20 поворачивает поворотные рычаги 21 с вакуум-присосами 22 в сторону стола к стопе 3. При подходе рычагов/ 21 к стопе 3 привод 19 отклк чается, стопа 3 листов 4 приофетает форму прямого бруса, вакуум-присосы 22 прижимаются к верхнему листу 4 и притягивают его. Затем листоперекладчик 2О включается на реверс, поворотные рычаги 21 с вакуум-присосами 22 vi захваченным из стопы 3 листом 4 поворачиваюгся на ISO в сторонукантователя 23, укладьювя лист на поворотные рычаги 24 При завершении поворота рычагов 21 на 180° в сторону кантователя 23 включается привод 19, снимается вакуум с вакуум-присрсов 22, и лист 4 поворртны ми рычагами 24 кантователя 23 устанавливается в вертикальное положение на.роНики 26 транспортера 25. Далее транспортер 25 перемещает лист 4 поочередно через установку 27 расконсервации, где с поверзсшхзти листов 4 смывается консервирующий слой смазки, затем через сушильную камеру 28, где лист 4 сушится, далее через установку J Д-й
ф{JЗ.З 103 84 2 9 прогирки на какговагель ЗО вшточяый спаренный, который укпадываег лист 4 в гориэонтельное положение на рольганг 31 приводной левый для перемешешш его на рольганг-лис го укладчик 32 оС абоганных листов. Работа механизированной ло второму технологическому маршруту до первмешения листа 4 на кантователь ЗО вилочный спаренный повторяет маршрут первого варианта, а затем кантователь 30 укладьгоает лист 4 в горизонтальное положение на рольганг 33 приводной правый, который перемещает его через машину 34 маркировки на рольганг-т1стоукладчик 35, где лист 4 укладьтают на поддон в пакет. Использование в механизированной линии предлагаемого стола для стопы листоиых заготовок позволяет повысить производительность, так как ликвидируется ручной труд, необходимый для многократного встряхивания листа при отделении его от стопы, что позволяет обеспечить бесперебойную работу листоперекладчика и кантователя и тем самым повысить производительность линии в целом. V4
ФигА
Фие.з
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная поточная линия обработки листовых материалов | 1980 |
|
SU874227A1 |
| Механизированная линия обработки листов | 1981 |
|
SU1031594A1 |
| Механизированная линия обработки листов | 1985 |
|
SU1238861A2 |
| Линия для распаковки листовых протектированных материалов | 1981 |
|
SU952680A1 |
| Автоматизированный комплекс для обработки листового материала | 1987 |
|
SU1475757A1 |
| Автоматическая линия раскроя листового материала на прямоугольные заготовки | 1979 |
|
SU872056A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Линия раскроя листового материала | 1984 |
|
SU1292947A1 |
| Листогибочное устройство | 1979 |
|
SU841737A1 |
| Полуавтоматический задатчик листов жести модели аре-1 | 1971 |
|
SU897889A1 |
СТОЛ ДЛЯ СТОПЫ ЛИСТОВЫХ ЗАГОТОВОК, содержащий установяенвые на станине на заданном расстояннн : одна от другой с возможностью возвратно-поступательного перемешения в вертикальном нтравяеннн 6antsK, связанные с приводом п юмешешга, отпнчаюш и и с я тем, что, с целью повышения производательности в надежности, каждая балка связана с приводом посредством . шатунов, одна головка каждого из которых шарнирко соединена с одним концом бапкв, эвсаентрикового вала, связан- ного с другой головкой шатуна с помгацью (осаентриковой втулки, и цепной переде;чи. ZfS :л :о эо
Фие.9
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для отделения верхнего листа от стопы | 1980 |
|
SU880923A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
