Уже известны электромеханические устройства программного управления к координатко-расточным станкам для сверления отверстий в печатных платах, содержащие жестко связанный с кареткой щуп со следящим устройством, взаимодействующим с шаблоном в виде пластины с рядами отверстий. Следящая система выдает сигналы на перемещение каретки посредством шагового механизма в построчном направлении и реверсивным фрикционным механизмом вдоль строк.
Известиые устройства имеют холостые пробеги при движении вдоль строк, не позволяют обрабатывать отверстия, находящиеся меладу строками, и неудобны при обслуживании.
Предложенное устройство проще известных, удо&нее в работе, значительно повышает производительность сверления, одно- или двустороннего зенкования за счет устранения холостых пробегов щупа. Достигается это тем, что шаблон снабжен кодовыми отверстиями, расположенными по одному в начале каждой строки шаблона по направлению движения следящего устройства. Использование резиновых роликов, насаженных на валы электродвигателей для перемещения каретки по направляющим во взаимно перпендикулярных направлениях, и конечных выключателей, установленных на направляющей каретки по два в крайних противоположных направлениях,
значительно упрощают конструкцию и обеспечивают удобство в работе.
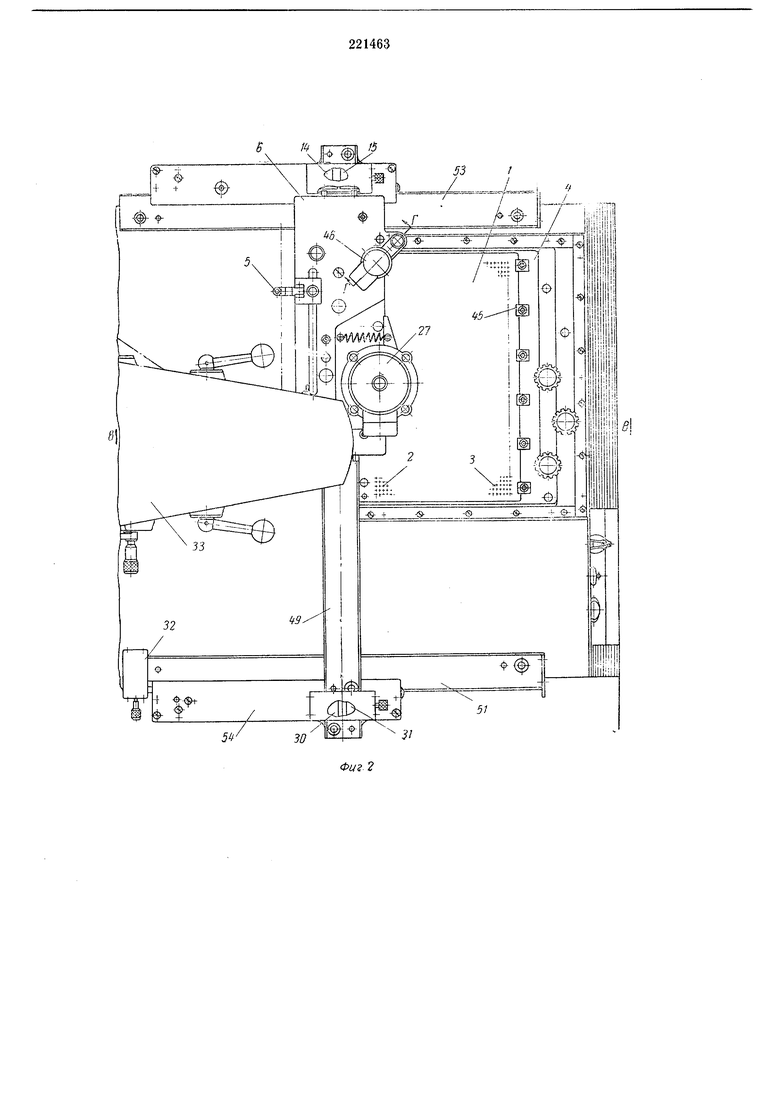
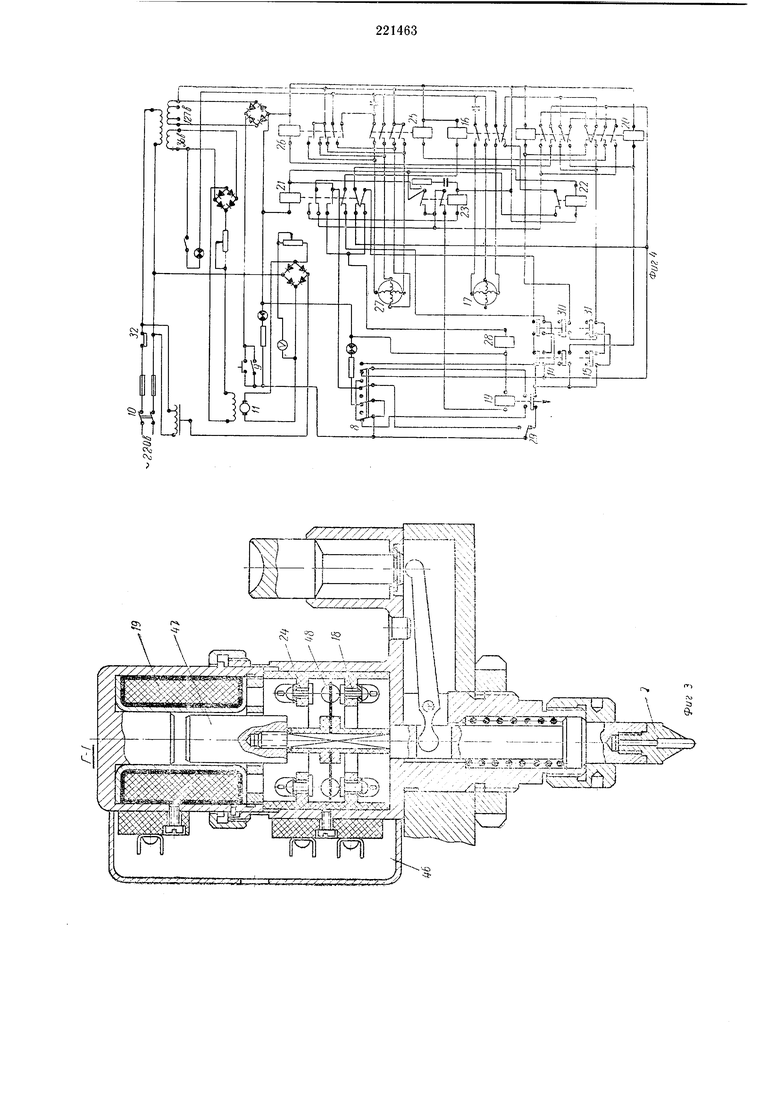
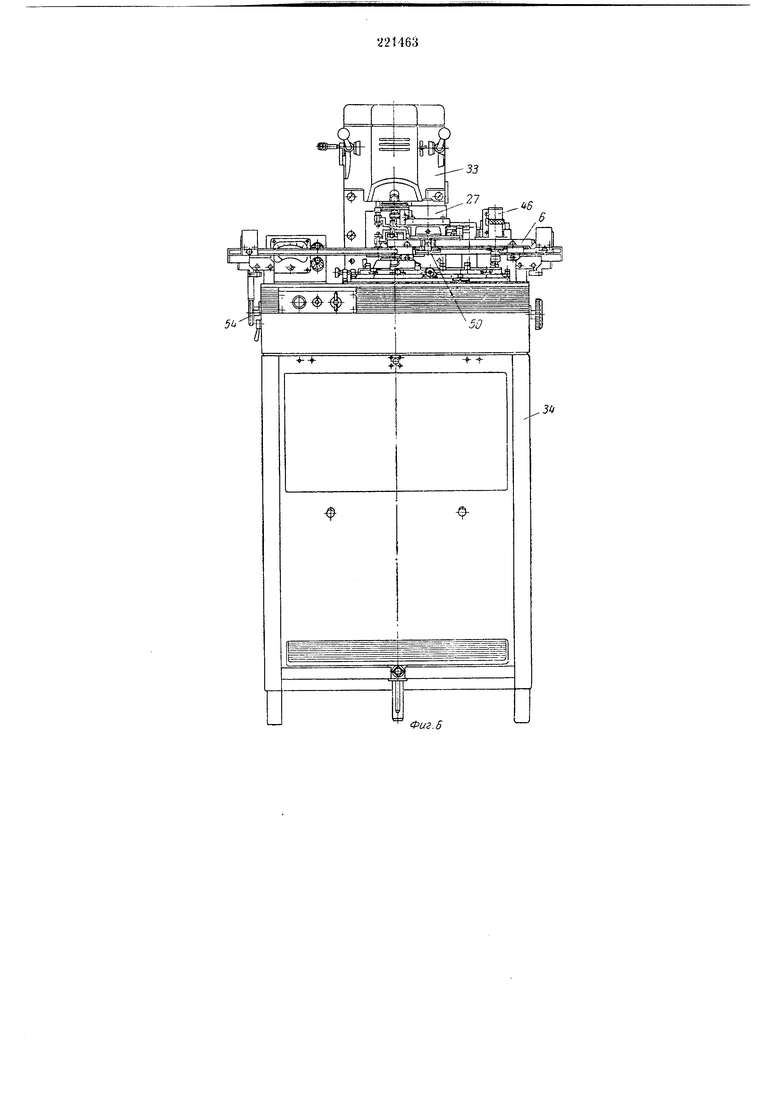
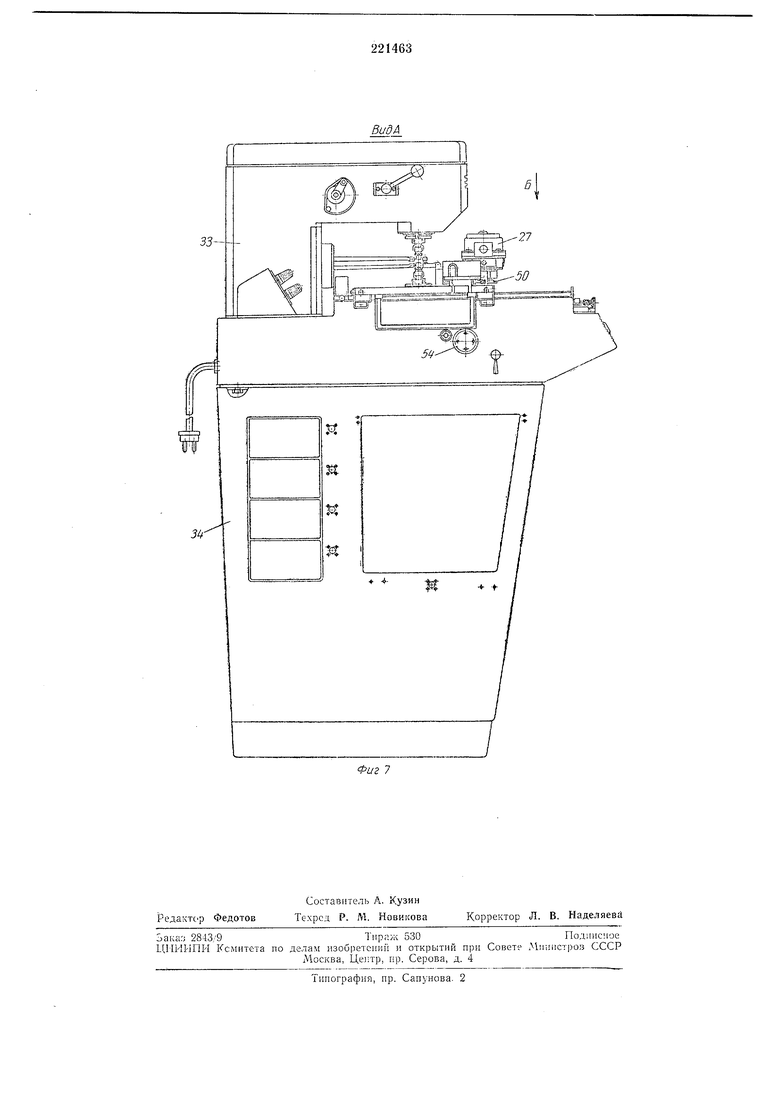
На фиг. 1 изображен шаблон с расположенными на нем кодовыми отверстиями (заштрихованы) по отношению к отверстиям, соответствующим рисунку нечатной нлаты, и показано направление движения следящего устройства (пунктирная линия); на фиг. 2 - координатно-сверлильный станок с предложенным устройством (вид по стрелке Б на фиг. 7); на фиг. 3 - разрез магнитной головки следящего устройства по Г-Г на фиг. 2; на фиг. 4 - принципиальная электрическая схема координатно-расточного станка с предложенным устройством; на фиг. 5 - координатно-сверлильный станок с предлол енным устройством (разрез по В-В на фиг. 2); на фиг. 6 - координатно-сверлильный станок, вид спереди; на фиг. 7 - координатно-сверлильный станок (вид сбоку по стрелке А на фиг. 6).
Предложенное устройство к координатносверлильному станку действует следующим образом.
Перед началом работы по программе изготовляют шаблон / в виде, например, сгальной пластины, в которой просверливают отверстия 2, соответствующие рисунку печатной платы, и кодовые отверстия 3, по одному в начале каждой строки по направлению движения щупа (фиг. 1). После этого шаблон укрепляют на шаблонно столике 4 (фиг. 2), обрабатываемую плиту устанавливают на установочные штыри 5 каретки 6 (фиг. 2) и на поверхность шаблона устанавливают шуп 7
(фиг. 3).
Переключатель 8 (фиг. 4) ставят в положение «автоматическое управление, включают тумблер 9, пакетный переключатель 10, и электродвигатель 11 приводит во врашение шпиндели 12 и 13 станка. Каретку 6 (фиг. 2) вручную перемешают вдоль строк в крайнее правое положение до нажатия на конечные выключатели 14 и 15 (фиг. 4).
Далее станок pa6oTaef автоматически по программе, заданной шаблоном. Итак, после нажатня на конечные выключатели 14 и /5 (фиг. 4) через реле 16 включается электродвигатель 17 построчных перемешений каретки, и она перемеш,ается до западапия ш,упа в первое кодовое отверстие 3. Нижние контакты 18 (фиг. 3) электромагнита 19 (фиг. 4) замыкаются, обесточивается реле 16, и электродвигатель 17 останавливается, но включается и становится на самонитание промежуточное реле 20.
Реле 21 включает реле 22 и реле времени 23 (фиг. 4), которое, включив электромагнит 19, удерживает его и реле 21 во включенном положении приблизительно 0,1 сек. Электромагнит 19, срабатывая, выдергивает шуп 7 из кодового отверстия и замыкает верхние контакты 24 (фиг. 3). Включаются реле 25 и 26, затем электродвигатель 27 перемешения каретки вдоль строк (фиг. 2 и 4), и каретка перемешается до западания шупа в первое отверстие шаблона, соответствуюш,его рисунку печатной платы. Замыкаются нижние контакты 18 (фиг. 3) электромагнита 19 (фиг. 4), срабатывает реле 25, отключается электродвигатель 27 (фиг. 2 и 4) перемеш,ения каретки вдоль строк, и она останавливается, срабатывает электромагнит 28 (фнг. 4 и 5), который включает кулачковую муфту, - происходит сверление отверстия в обрабатываемой плате. После этого конечный выключатель 29 (фиг. 4 и 5) дает сигнал на включение реле 21 и цикл повторяется. Таким образом выполняются все отверстия в печатной плате. В конце первого ряда отверстий каретка нажимает на конечные выключатели 30 и 31 (фиг. 4) включается электродвигатель 17 перемешения каретки в построчном направлении, и она движется до кодового отверстия второй строки шаблона.
Процесс сверления отверстий в обрабатываемой плате совершается в последовательности, указанной на фиг. 1.
После того как шуп нройдет по всем строкам отверстий в шаблоне, каретка нал имает упором на конечный выключатель 32 (фиг. 2 и 4), и станок обесточивается.
струкцию последнего и взаимодействие отдельных частей.
Координатно-сверлильный станок (фиг. 7) состоит нз двух основных частей: станины 33 5 и подставки 34. Обработка отверстий в печатных платах осушествляется двумя сооснорасположеннымн шпинделями 12 и 13, ниноли 35 которых могут перемещаться по стаканам 36, укрепленным в станине 35 с помощью тяг 37
10 и 38, один конец которых покоится в пазах пинолей 35, а другой соединен шарнирно с толкателями 39, которые опираются закрепленными на концах роликами 40 на кулачки распределительного валика 41 червячно-ци5 лнндрического редуктора 42, на валу которого установлен электромагнит 28 муфты подачи шпинделей 12 и 13.
Крутящий момент от электродвигателя // передается на шкивы трансмиссионных валиков 43 и 44, соединенных со шкивами шпинделей 12 и 13 замкнутым резиновым шнуром. На наружной горизонтальной части станины 33 смонтирован шаблонный столик 4, на котором закрепляют прижимами 45 шаблон 1.
5 Следящее устройство выполнено в виде магнитной головки,46, корпус которой жестко укреплен на каретке 6. Щуп 7 (фиг. 3) магнитной головки взаимодействует сердечником 47 с электромагнитом 19 и мембранным кон0 тактом 48 с контактами 18 и 24 (фиг. 3).
Каретка 6, на которой установлены щтыри 5 для обрабатываемой платы, может передвигаться вдоль строк по направляющей 49 с помощью электродвигателя 27, укрепленного на
5 каретке 6, а гуммированный резиной ролик 50, насаженный на вал электродвигателя 27, находится в зацеплении с направляющей 49.
Направляющая 49 молсет передвигаться по направляющим 51, прикрепленным к горизонтальной части станины 33 в построчном направлении, с помощью электродвигателя 17, находящегося внутри станины 34, а гуммированный резиной ролик 52, насаженный на вал электродвигателя 17, находится в зацеплении
5 с рамой 53, жестко соединенной с корпусом 54 направляющей 49. На направляющей 49 установлено но два конечных выключателя 14, 15 и 30, 31, которые разрывают цепь электромагнита муфты подачи шпинделей с целью исключения сверления при западании щупа 7 в кодовое отверстие и обеспечения реверса электродвигателя 27 нрн движении каретки вдоль строк.
2Предметизобретения
Электромеханическое устройство программного управления, например к коордипатносверлильному станку для сверления, одно- илк двустороннего зенковання отверстий в печатных платах, содержащее жестко связанный с кареткой щуп со следящим устройством, взаимодействующим с шаблоном, выполненным в виде пластины с рядами отверстий; электродвигатели для перемещения указанной карет5отверстий посредством резиновых роликов, укрепленных на валах электродвигателей и цепи управления рабочими органами, отличающееся тем, что, с целью повышения производительности посредством устранения хо-5 лостых пробегов щупа, щаблон имеет кодовые 6 отверстия, расположенные по одному перед началом каждой строки шаблона по направлению движения щуна для перемещения каретки в построчном направлении на расстояние, обусловленное расположением кодовых отверстий.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перемещения и фиксации изделия при сверлении | 1974 |
|
SU489594A1 |
| Станок для сверления по координатам | 1961 |
|
SU150339A1 |
| ТРЕХШПИНДЕЛЬНЫЙ КООРДИНАТНЫЙ СВЕРЛИЛЬНЫЙ СТАНОК | 1970 |
|
SU275653A1 |
| КООРДИНАТНО-СВЕРЛИЛЬНЫЙ СТАНОК ДЛЯ СВЕРЛЕНИЯ | 1968 |
|
SU210614A1 |
| Система программного управления станком | 1978 |
|
SU867531A1 |
| АВТОМАТИЧЕСКИЙ УНИВЕРСАЛЬНЫЙ | 1967 |
|
SU194517A1 |
| Координатно-сверлильный станок для сверления плоских деталей | 1958 |
|
SU122661A1 |
| Устройство для перемещения и фиксации изделий при сверлении | 1977 |
|
SU677822A1 |
| Сверлильный станок | 1982 |
|
SU1047610A2 |
| СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ, НАПРИМЕР, КООРДИНАТНО-СВЕРЛИЛЬНЫМ СТАНКОМ | 1971 |
|
SU310739A1 |


фффф
ф4-- --fI
ф-4-ф4-фS
.
fb у - , j л/;.,Г
j-l I 1,J
ФI
.ynv т -ш . у ; /у
2У/ -уУУу-Щ.Ш,
kj - ,;
- :1Ш
г j ; „ i I I
-A., -.-JV-,-I-J -111
r Л Гт т -.
ILL 1 fit
riu r-fc-, ....ч .-i e - . -- - - .. /. ,. j/ V -C-l r ,-Г, ,Г7,,I - - .- , - . :---ГЦ rT.j I(a .. . „:,- - /TI--- J- xi- -iiLj. гу1ь. -.---,..t.™.,,.v :lUl a|siry4-fi 3 |.,..-..tt S %a Sfi«%J b7 -v;.-VxVr:Vrv V44-., , I ,-..,4 vi 4- FTW fe 1-c.--. „- ., :x .. - I/ vrTij x У , / :: :|ж; 1Е±::Ж151-н - --Д .I ( t Д-Д /7
33
