Известны трехшпиндельные координатные сверлильные станки с масштабным пантографом для сверления отверстий в платах печатных схем, расположенных в несколько рядов, по три в каждом из них, на одной заготовке. Линейка пантографа с устройством для зажима заготовки может свободно перемещаться по направляющим карет:Си.
Описываемый станок снабжен механизмом фиксации рядов плат, выполненным в виде барабана с гнездами. Последние расположены с щагом, равным шагу рядов плат на заготовке. Барабан размещен на каретке и взаимодействует с фиксатором линейки. Отверстия в шаблоне выполнены коническими и соединены между собой не пересекающимися друг с другом канавками.
Этим достигается увеличение производительности и исключение ошибок при обходе щупом пантографа отверстий шаблона.
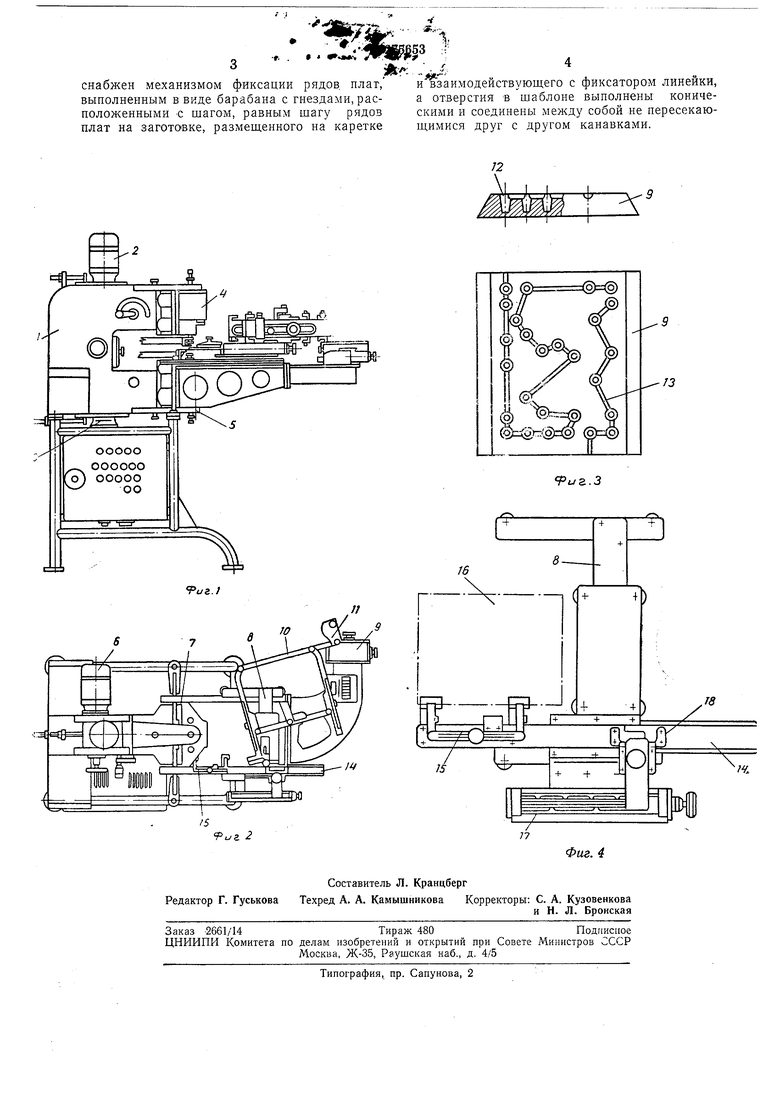
На фиг. 1 представлен описываемый станок, общий вид; на фиг, 2 - вид Fa станок сверху; на фиг. 3 - эскиз шаблона; на фиг. 4 - каретка с барабаном фиксации.
На станине 1 размещены электродвигатели 2 и 3 привода вращения шпинделей 4 и 5 и электродвигатель 6 привода подачи. К станине / также крепится стол 7 заготовки с кареткой 8, шаблоном 9 и масштабным пантографом 10, щуп 11 которого, перемещаясь по
шаблону, вызывает перемещение рабочих головок.
Отверстия 12 щаблона 9 выполнены коническими и соединены между собой по кратчайщему расстоянию канавками 13, не пересекающимися друг с другом. Линейка 14 с устройством 15 для зажима заготовки 16 имеет возможность перемещаться по направляющим каретки 8. При этом величина перемещения
определяется расстоянием между гнездами барабана 17 фиксации, которое выбирается в зависимости от щага рядов плат на заготовке 16. Перемещается линейка 14 после окончания полной обработки очередной платы заготовки 16 до западания пружинного фиксатора 18 в очередное гнездо барабана 17.
Предмет изобретения
Трехшпиндельный координатный сверлильный станок с масштабным пантографом для сверления отверстий в платах печатных схем, расположенных на одной заготовке в несколько рядов, по три в каждом из них, линейка
которого с устройством для зажима заготовки имеет возможность свободного перемещения по направляющим каретки, отличающийся тем, что, с целью увеличения производительности и исключения ошибок при обходе щу
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО ПРОГРАММНОГОУПРАВЛЕНИЯ | 1968 |
|
SU221463A1 |
| АВТОМАТИЧЕСКИЙ УНИВЕРСАЛЬНЫЙ | 1967 |
|
SU194517A1 |
| Станок для сверления по координатам | 1961 |
|
SU150339A1 |
| Устройство для перемещения и фиксации изделия при сверлении | 1974 |
|
SU489594A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО ПЕРЕМЕЩЕНИЯ И ФИКСАЦИИ ИЗДЕЛИЯ ПРИ СВЕРЛЕНИИ | 1971 |
|
SU310738A1 |
| Полуавтоматический сверлильный станок для сверления рядов линейно расположенных отверстий с различным шагом | 1961 |
|
SU145428A1 |
| Сверлильный станок | 1987 |
|
SU1429452A1 |
| Координатно-сверлильный станок для сверления плоских деталей | 1958 |
|
SU122661A1 |
| Сверлильно-фрезерный деревообрабатывающий станок | 1982 |
|
SU1115903A1 |
| Комбинированный деревообрабатывающий станок | 1989 |
|
SU1781036A1 |