(54) СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ СТАНКОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ, НАПРИМЕР, КООРДИНАТНО-СВЕРЛИЛЬНЫМ СТАНКОМ | 1971 |
|
SU310739A1 |
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО ПРОГРАММНОГОУПРАВЛЕНИЯ | 1968 |
|
SU221463A1 |
| СИСТЕМА ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ МЕТАЛЛОРЕЖУЩИМИ СТАНКАМИ | 1971 |
|
SU319382A1 |
| Устройство для изготовления кодовых жгутов постоянных накопителей | 1981 |
|
SU1105937A1 |
| Коммутационное устройство в.и.яцКОВА | 1976 |
|
SU809427A1 |
| Система числового программногоупРАВлЕНия "TPACCA-Кп | 1979 |
|
SU813371A1 |
| Автоматическая линия для нанесения гальванических покрытий | 1980 |
|
SU933822A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРИВОДАМИ КОПИРОВАЛЬНЫХ СТАНКОВ | 1967 |
|
SU222857A1 |
| Устройство для записи программы обработки деталей | 1977 |
|
SU684514A1 |
| Фазовое устройство для задания программы | 1975 |
|
SU538342A1 |

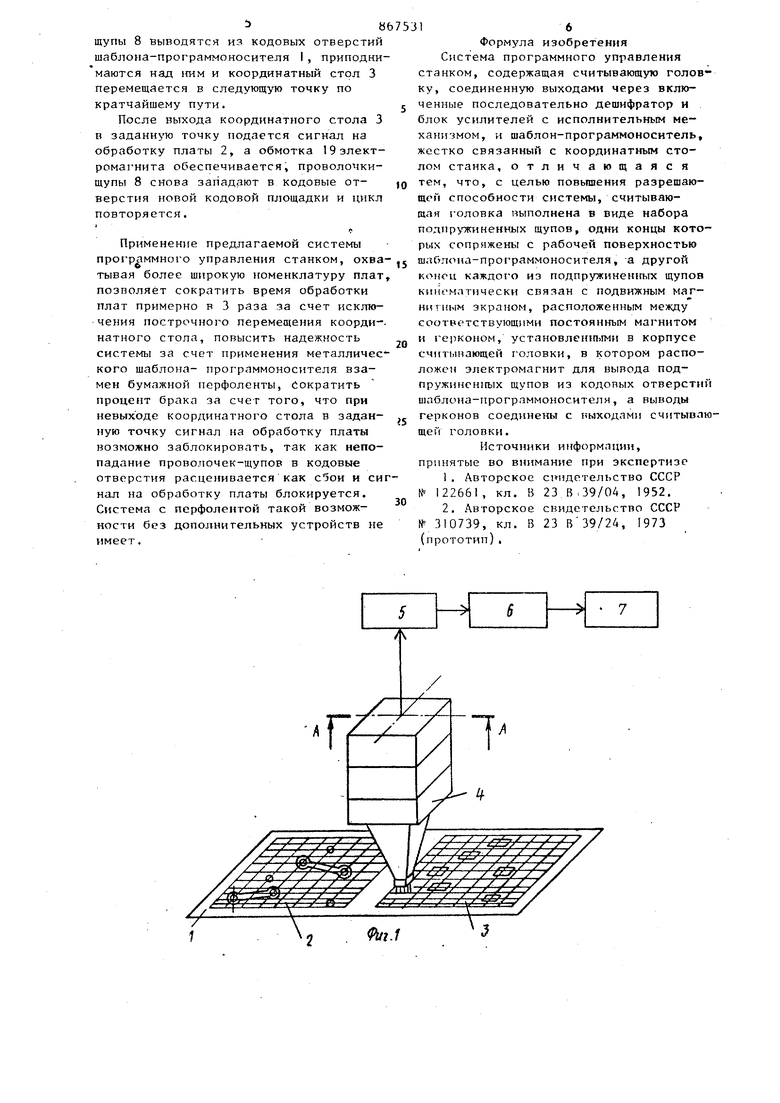
Изобретение относится к автоматике И вычислительной технике и предназначено для использования, например, в станках с программным управлением для сверления отверстий в платах печатного монтажа и в станках для постановки заклепок в платах печатного монтажа. Известна система программн ого управления координатно-сверлильным станком в которой позиционирование положения изделия относительно инструмента осуществляется при помощи фотоэлектричес кой головки, просвечивающей щаблонпрограммоноситель и посылающей сигнал на фотодиодную головку, соединенную с исполнительным элементом DJ В этой системе в месте координирования стола на шаблоне имеется одно отверстие, с помощью к-оторого вырабатывается сигнал на остановку координатного стола и сверление в данной координате отверстий. В такой системе перемещение координатного стола осуществляется построчно в режиме поиска по шаблону, что raлo производительно. Кроме того, скорость коордиггнатного перемещения в системе ограничивается тем, что сигнал на остановку координатного стола вырабатывается в том же месте, где его надо остановить. Наиболее близкой к предлагаемой является система программного управления станком, содержащая считывающую( фотодиодную)головку, соединенную выходами через включенные последовательно дешифратор и блок усилителей с исполнительным механизмом, и шаблонпрограммоноситель, жестко связанный с координатным столом станка. В этой системе на шаблоне-программоносителе в местах координирования стола выполнены площадки, а внутри Кс1ждой площадки в соответствии с принятым кодом расположены прозрачные и непрозрач1а е участки, проецируемые на фотодиодную головку. В зтих пло38|д;щках содержится код на перемещение ii следующую координату 2. Для обеспечения надежного считывания программы фотодиодные головки требуют относительно больших кодовых отнерстий, сложной оптической системы ,и достаточно мощного источника света. 15ыпо.пнение относительно больших кодовых отверстий на кодовой площадке влечет за собой ее увеличение. Однако увеличение гшотности монтажа и сокращение габаритоЕ электронных устройств тре .бует использование более мелкого шага координатной сетки, что в свою очеред требует сокращение размеров кодовой площадки. Цель изобретения - повышение точности сисче., позволяющее расширить ее технологические возможности путем уменьшении размеров информационных площадок, обрабатывать платы с более MfcjiKoii координатной Сеткой, Укачанная цель достигается тем, чт ti системе программного управления ста ком, содержащей считывающую головку, соединенную выходами через включенные последовательно дешифратор и блок уси штелей с исполнительным механизмом, и шаблон-программоноситель, жестко снязанный с координатным столом станка, считынаю1цаи головка выполна на в в де набора подпружиненных щупов,, одни KOinj,) которых сопряжены с рабочей поие11хно1:тью шаблона-программоносителя, а дру1О 1 сонец каждого из подпружинен iihix щупов кинематически связан с под вижным экраном, расположенным между с(.1ответс1вующими nocTOHHHbrsi магнитом и ерконом, установленными в корпусе считывающей головки, в котором расположен электромагнит для вывода подпру жиненных щупо.в из кодовых отверстий шаблона-программоносителя, а выводы герконов соединены с выходами считывающей головки. На фиг. 1 изображена блок-схема системы программного управления станком; ira фиг. 2 - кодовая площадка с отверстиями, определяющими код команды: на фиг, 3 - вид со стороны шаблона-прогрпммоносителя на направляющую планку считывающей головки ; на фиг. Д - разреч А-А на фиг. . Система прО1раммного управления станком содрржлт шабпон-программоноси тель I, расположенный вместе с платой 2 на координатном столе.станка 3, считывающчто головку 4, дешифратор 5, 4 блок 6 усилителей и исполнительный механизм 7, Считывающая головка 4 содержит подпружиненные щупы (проволочки) 8, направляющую планку 9, направляющие трубки 10, упорные втулки И, неподвижно установленные на щупах 8, пружины 12, выполненные для прохода проволочек-щупов 8, кодовые отверстия 13, подвижные магнитные экраны 14, fieподвижно установленные на проволочкахщупах 8, постоянные магниты 15, расположенные около герконов. 16, корпус 17, на которых закреплены постоянные магниты 15 и геркон1л 16, сердечник 18 электромагнита, обмотку 19 электромагнита, якорь 20 электромагнита и планку 21, ограничивающую ход якоря 20. Система программного управления станком работает следующим образом. В начале цикла координатный стол 3 находится в одной из точек в таком положении, когда обрабатынпемьи участок платы 2 находится соосно с обрабатывающим 1И1струмеитом, а шаблон-программоноситель I кодовой площадкой - соосно со считывающей головкой 4. Обмотк&. 9 электромагчигга обеспече 1а. Проволочки-щупы 8 под действием гтружРн 2 в одном случае уг ираются в шаблонпрограммоноситель 1, где отсутствуют кодовые отверстиями контакты rejiKOHOB 16 разомкнуты, так как магнитные экраны 14 экранируют магнитное поле постоянного магнита 15, в другом случае проволочки-щупы 8 входят в кодовые отверстия шаблона-программоносителя 1 под действием пружин 12 до упора упорной втулки 11 в якорь 20 электромагнита, который находится в крайнем нижнем положении, магнитные экраны 14 открывают герконы 16, магнитное поле постоянных магнитов 15 3aNibiKaeTCH через контакты геркона, замыкая электрическую цепь, т.е. происходит считывание кода, записанного на кодовой площадке шаблона-программоносителя 1. Содержание кода определяет перемещение координатного стола 3 в следующую координату. Считыванне кода происходит во время обработки платы 2. Считанный код через дешифратор 5, блок усилителей 6 поступает к исполнительным механизмам 7. После обработки платы 2 включается обмотка 19 электромагнита, якорь 20 электромагнита притягивается к сердечнику 18 электромагнита, проволочки «щупы 8 выводятся из кодовых отверстий шаблона-программоносителя I, приподнимаются над 1ШМ и координатный стол 3 перемещается в следующую точку по кратчайшему пути. После выхода координатного стола 3 в заданную точку подается сигнал на обработку платы 2, а обмотка 19 электромагнита обеспечивается, проволочкищупы 8 снова западают в кодовые отверстия новой кодовой площадки и цикл повторяется. Применение предлагаемой системы программного управления станком, охва тывая более широкую номенклатуру плат позволяет сократить время обработки плат примерно в 3 раза за счет исключения построчного перемещения координатного стола, повысить надежность системы за счет применения металличес кого шаблона- программоносителя взамен бумажной перфоленты, Сократить процент брака за счет того, что при невыходе координатного стола в заданную точку сигнал на обработку платы возможно заблокировать, так как непопадание проволочек-щупов в кодовые отверстия расценивается как сзои и си нал на обработку платы блокируется. Система с перфолентой такой возможности без дополнительных устройств не имеет.
/ cf
f f ./ J А
У / -./
/ /.. {|ЕГЧ / / JC&ytOb 3r / / ст / /
у / X
У / f //////
///&7V.
/ Х У X У
