Изобретение относится к станкостроению и может быть использовано для сверления отверстий в печатных платах. По основному авт. св. № 770674 известен сверлильный станок, содержащий базисную плиту, портал,, жестко закрепленный на базисной плите, координатный рабочий стол, установленный на базисной плите на плоских аэростатических опорах, шпиндели, сервоприводы подач шпинделей, выходы которых подсоединены к шпинделям, сервоприводы подач координатного рабочего стола, выходы которых подсоединены к координатному рабоче.му столу, и систему управления, первые выходы которой подсоединены к входам сервоприводов подачи шпинделей, а вторые выходы - к входам сервоприводов подач координатного рабочего стола, причем сервоприводы подач шпинделей и сервоприводы подач координатного рабочего стола выполнены в виде линейных электродвигателей, стато ры которых выполнены из двух моноблоков, соединенных друг с другом посредство.м упругого эле.мента, а направляюш.ие поверхности роторов выполнены в виде многогранных призм, при этом статоры линейнь х электродвигателей подач шпинделей жестко закреплены на портале, роторы линейных электродвигателей подач координатного рабочего стола по оси X жестко установлены на базисной плите, а к статорам их прикреплен перпендикулярно оси X ротор линейного электродвигателя подачи координатного рабочего стола по оси Y, при этом статор последнего электродвигателя жестко связан с координатным рабочим столом 1. В известном станке линейные электродвигатели производят перемещение рабочего стола и шпинделей без трения. Однако увеличение ускорений перемещений ограничено, так как наличие упругого элемента, входящего в состав линейного электродвигателя, увеличивает амплитуду и уменьшает частоту колебаний конструкции, делает их соизмеримыми с возмущающими колебаниями, связанными с управлением линейными электродвигателями. Это приводит к увеличению времени затухания колебаний при увеличении ускорений перемещений и к увеличению времени для обработки платы, что снижает производительность станка. Цель изобретения - повышение производительности. Цель достигается тем, что сверлильный станок снабжен размещенным на координатном рабочем столе механизмом смены инструмента, установленными на щпинделях механизмами прижима деталей и дополнительными аэростатически.ми опорами, расположенными на боковых гранях роторов линейных электродвигателей, причем ме.ханизм с.мены инстру.мента выполнен в виде соосно установленных цанги и двух втулок, одна из которых подпружинена относительно другой, .механизмы прижима выполнены в виде пневмоцилиндров и прижимных планок, размещенных на их штоках с возможностью взаимодействия с подпружиненной втулкой, а линейные электродвигатели установлены таким образом, что боковые грани их роторов расположены перпендикулярно плоскости координатного рабочего стола. На фиг. 1 представлен сверлильный станок, общий вид; на фиг. 2 - механизм прижима деталей; на фиг. 3 - механизм смены инструмента. Сверлильный станок содержит рабочий стол I на аэростатических опорах 2, связанный через последовательно соединенные линейные электродвигатели 3 и 4 с базисной плитой 5. К плите 5 жестко прикреплена вертикальная опора 6 с закрепленными на ней линейными электродвигателями 7 подачи шпинделей. На базисной плите 5 выполнен выступ 8, боковые грани которого перпендикулярны поверхности базисной плиты 5 и служат направляющими при перемещении рабочего стола I вдоль оси Y. На поверхности рабочего стола 1, обращенной к базисной плите 5, выполнен выступ 9, ось которого перпендикулярна оси выступа 8, а боковые грани перпендикулярны ее поверхности и служат направляющими при перемещении рабочего стола 1 вдоль оси X. При этом устройство содержит каретку 10, охватывающую выступы 8 и 9. Каретка 10 расположена на аэростатических опорах 11 на базисной плите 5 с воз.можностью перемещения вдоль выступа 8 и зафиксирована относительно боковых граней обоих выступов 8 и 9 посредством аэростатических опор 12 и 13. На внутренней горизонтальной поверхности каретки 10, обращенной к базисной плите 5, закреплен магнитопровод 14 ротора линейного электродвигателя 3, а на выступе 8 базисной плиты - .магнитопровод 15 статора этого линейного двигателя 3. На внутренней горизонтальной поверхности каретки 10, обращенной к рабочему столу 1, закреплен магнитопровод 16 статора второго линейного электродвигателя 4, магнитопровод 17 ротора которого закреплен на выступе 9 рабочего стола. Для повыщения жесткости устройства выступ 9 рабочего стола расположен на аэростатических опорах 18 на горизонтальной поверхности каретки 10, обращенной к рабочему столу 1. На рабочем столе на штифтах 19 закреплены печатные платы 20, количество которых определяется количеством шпинделей 21 с рабочим инструментом 22, закрепленным на роторе 23 линейного электродвигателя 7.
Устройство содержит механизм прижима 24 деталей к рабочему столу, установленный на роторе 23 линейного электродвигателя. Механизм прижима 24 содержит прижимную планку 25 с отверстием 26 для прохода инструмента 22 и по меньшей мере два пневмоцилиндра 27. Штоки 28 поршней 29 пневмоцилиндров 27 жестко связаны с прижимной планкой 25. Пневмоцилиндры 27 закреплены на роторе 23 линейного электродвигателя подачи шпинделей.
Кроме того, устройство содержит механизм 30 смены инструмента (фиг. 3) по количеству типоразмеров отверстий в платах, установленный на рабочем столе 1. Каждый механизм 30 смены инструмента содержит втулку 31, жестко закрепленную в отверстии 32 рабочего стола 1, в которой установлена подпружиненная втулка 33, несущая цангу 34, для удержания инструмента 22, размещенную во втулке 31 посредством гайки 35.
Сверлильный станок работает следующим образом.
На рабочем столе 1 (фиг. 1) закрепляются с помощью штифтов 19 пакеты печатных плат 20 для обработки их инструментами 22, например сверлами или фрезами, с помощью шпинделей 21.
В станок подают сжатый воздух для запитки аэростатических опор 2, 11, 12, 13 и 18, который служит газовой смазкой при перемещении подвижных элементов относительно неподвижных элементов устройства, после чего производится перемещение рабочего стола 1 с печатными платами 20 относительно базисной плиты 5 под щпиндели 21 одновременно по двум координатам X и Y линейными электродвигателями 3 и 4. Эти перемещения осуществляются вдоль осей выступов 8 и 9 с большими ускорениями и скоростями в результате использования газовой смазки, при этом быстро гасятся возникающие во время разгона и торможения колебания рабочего стола 1 в аэростатических опорах 12 и 13, воспринимающих нагрузки в направлении перпендикулярном их плоскостям.
После осуществления позиционирования рабочего стола 1 происходит быстрая подача шпинделей 21 с инструментами 22 посредством линейных электродвигателей 7 J к печатным платам 20. Прижимная планка 25 (фиг. 2) на больщой скорости- прижимает печатные плать 20, а аэростатические опоры 11 и 18, плоскости которых перпендикулярны этой нагрузке, быстро гасят возникшие колебания рабочего стола 1.
При дальнейщей подаче происходит обработка печатных плат 20 инструментами 22, после чего шпиндель 21 отводится быстро вверх. Затем цикл повторяется.
Для замены инструмента 22 производит, ся быстрое позиционирование под щпинделем 21 пустого механизма 30 смены инструмента (фиг. 3), позволяющего производить замену автоматически и с больщой скоростью. Шпиндель 21 быстро подается вниз. Прижимная планка 25, явля0 ющаяся управляющим органом механизма 30 смены инструмента, стремительно давит на подпружиненную втулку 33 и, перемещая ее, раскрывает цангу 34. При дальнейщей подаче щпинделя 21 вниз инструмент 22 вводится в цангу 34. Снятие давления в полости пневмоцилиндра 27 приводит к возвращению втулки 33 в исходное положение под действием пружины и зажиму инструмента 22 цангой 34.
После отвода щпинделей 21 производитQ ся быстрое перемещение рабочего стола 1, на котором закреплен механизм 30 смены инструмента с инструментом 22 другого типоразмера.
Опуская шпиндель 21, инструмент 22 вводится в него. При подаче давления
5 в пневмоцилиндр 27 производится перемещение подпружиненной втулки 33 прижимной планкой 25 и освобождение инструмента 22 в цанге 34. После этого щпиндель 21 с инструментом подымается и продолжается следующий цикл обработки
печатных плат 20.
Таким образом, использование предложенного станка позволяет повысить производительность путем сокращения времени позиционирования рабочего стола, времени
5 подачи шпинделей к печатной плате и времени замены инструмента.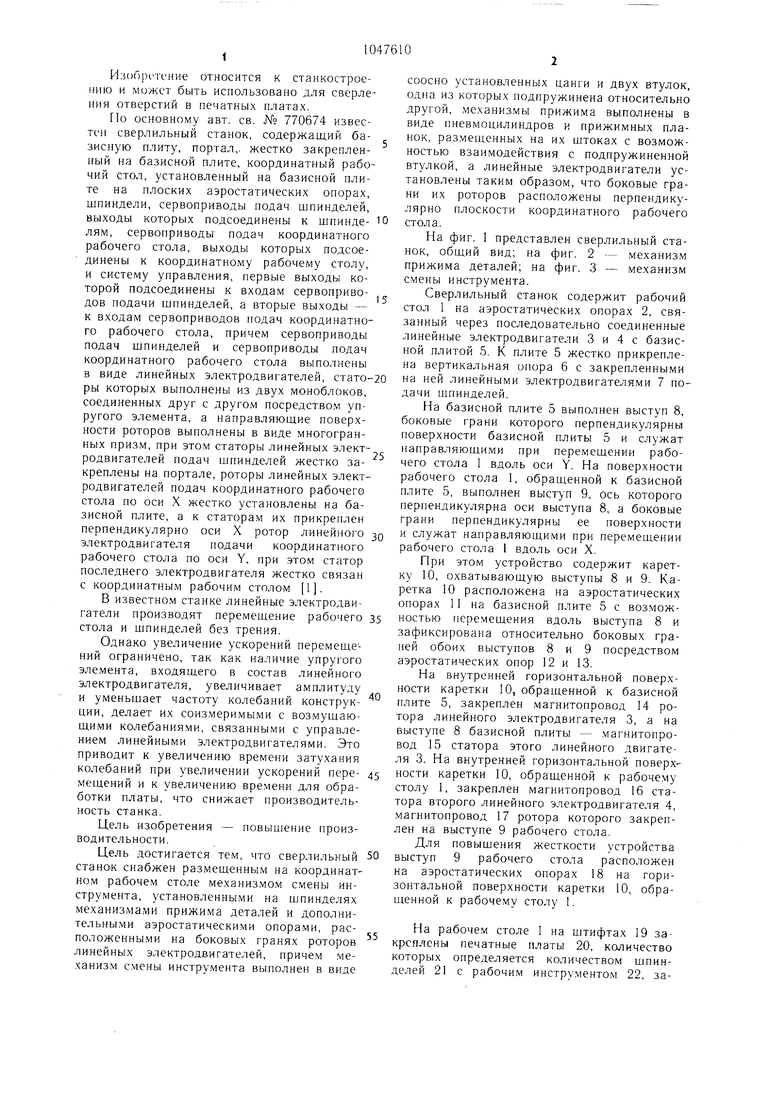

| название | год | авторы | номер документа |
|---|---|---|---|
| Сверлильный станок | 1987 |
|
SU1429452A1 |
| Сверлильный станок | 1978 |
|
SU770674A1 |
| Сверлильный станок | 1986 |
|
SU1465177A1 |
| Устройство автоматической смены инструментов сверлильно-фрезерного станка | 1982 |
|
SU1047649A1 |
| Координатный стол | 1981 |
|
SU996165A1 |
| ФРЕЗЕРНАЯ ГОЛОВКА | 1991 |
|
RU2016715C1 |
| Фрезерная головка | 1989 |
|
SU1632651A1 |
| Многошпиндельный сверлильный станок | 1980 |
|
SU965620A1 |
| Станок для сверления печатных плат | 1979 |
|
SU841798A1 |
| Механизм автоматической смены инструмента сверлильного станка с числовым программным управлением | 1982 |
|
SU1077752A1 |

СВЕРЛИЛЬНЫЙ СТАНОК по авт. св. № 770674, отличающийся тем, что с целью повышения производительности. он снабжен размещенным на координатном рабочем столе механизмом смены инструмента, установленными на шпинделях механизмами прижима деталей и дополнитель ными аэростатическими опорами, расположенными на боковых гранях роторов линейных электродвигателей, причем механизм смены инструмента выполнен в виде соосно установленных цанги и двух втулок, одна из которых подпружинена относительно другой, механизмы прижима выполнены в виде пневмоцилиндров и прижимных планок, размеш,енных на их штоках с возможностью взаимодействия с подпружиненной втулкой, а линейные электродвигатели установлены наким образом, что боковые грани их роторов расположены пендикулярно, плоскости координатного рабочего стола. (Л О5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сверлильный станок | 1978 |
|
SU770674A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
