Известны автоматы для дуговой сварки неповоротных стыков труб в среде защитных газов, содержащие корпус, планшайбу, связанную с приводом вращения и несущую сварочную горелку и ролики подачи присадочной проволоки, привод подачи проволоки, связанный с солнечным колесом, вращающим ролики подачи присадочной проволоки.
Предлагаемый автомат отличается от известных тем, что содержит планетарно-суммирующий механизм, связывающий привод вращения планшайбы с приводом вращения солнечного колеса.
Такое выполнение автомата позволяет плавно регулировать подачу присадочной проволоки независимо от скорости сварки.
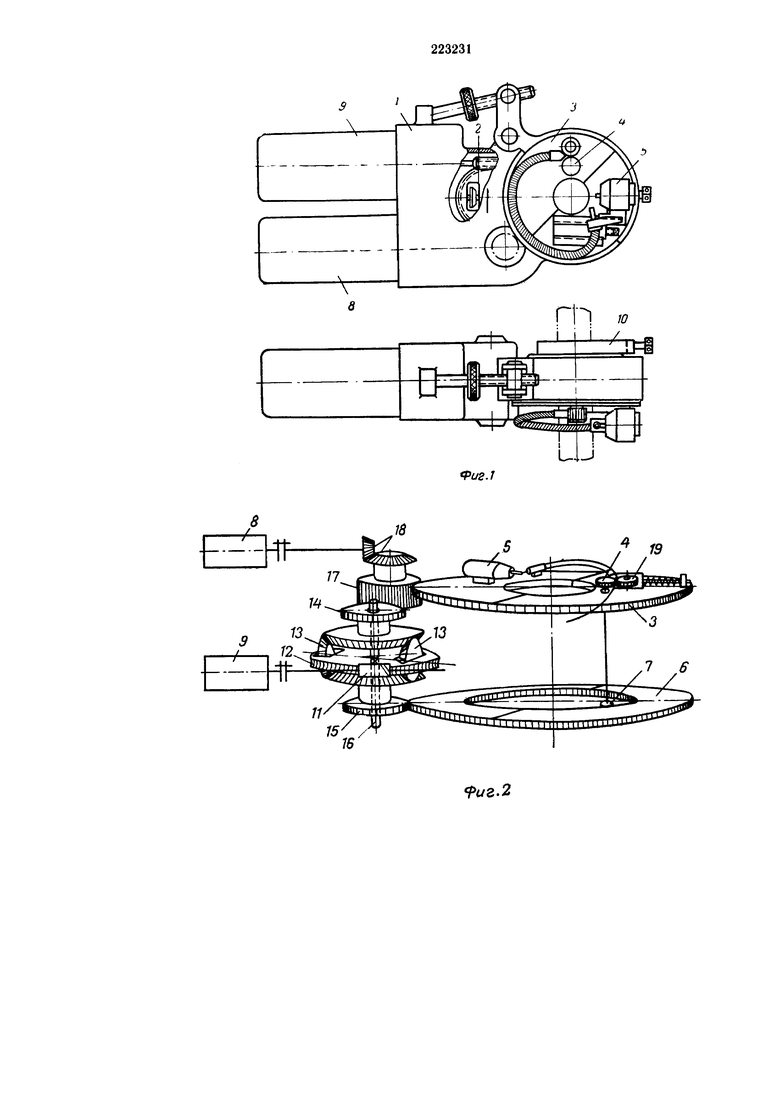
На фиг. 1 изображен общий вид описываемого автомата в двух проекциях; на фиг. 2 - кинематическая схема автомата.
Он состоит из раскрывающегося корпуса 1, в который встроен планетарно-суммирующий механизм 2, разрезной планшайбы 3 с подающим присадку роликом 4 и сварочной горелкой 5, разрезного солнечного колеса 6, сателлита 7, привода 8 вращения планшайбы, привода 9 подачи присадочной проволоки и вращения солнечного колеса, которое через сателлит 7 вращает ведущий ролик 4, устройства 10 для фиксации автомата на свариваемой трубе.
Планшайба и солнечное колесо вращаются в кольцевых пазах раскрывающегося корпуса автомата. Сателлит 7, сидящий на одном валике с ведущим роликом 4, находится в зацеплении с солнечным колесом. Привод 8, вращая планшайбу с горелкой, передает вращение также солнечному колесу. При этом направление и скорость вращения солнечного колеса и планшайбы одинаковы, что достигается с помощью планетарно-суммирующего механизма.
Последний состоит из червяка 11, червячного колеса-водила 12 с двумя сателлитами 13, двух блоков 14 и 15 конических и цилиндрических шестерен, вращающихся на оси 16 колеса-водила, паразитной шестерни 17, пары конических шестерен 18 и подающего присадку ролика 19.
Работает автомат следующим образом.
Автомат с раскрытым корпусом устанавливают на свариваемую трубу и закрепляют на ней с помощью устройства 10. При раскрывании корпуса раскрываются также планшайба и солнечное колесо, имеющее разъем по диаметральной плоскости. Горелка устанавливается над стыком. Между подающими роликами 4 и 19 заправляется присадочная проволока.
При сварке неплавящимся электродом без присадки одновременно с возбуждением дуги включается привод 8, который через пару конических шестерен 18 и паразитную шестерню 17 приводит во вращение планшайбу с горелкой и блок 14 конической и цилиндрической шестерен. Последний приводит во вращение сателлиты 13. Поскольку оси сателлитов встроены в колесе-водиле, заблокированном от вращения червяком 11 (необратимая пара), то сателлиты остаются на месте, вращаясь на своих неподвижных осях и приводя во вращение блок 15 конической и цилиндрической шестерен и солнечное колесо, находящееся в зацеплении с ним. Блок 15 вращается в направлении, обратном направлению вращения блока 14. Паразитная шестерня 17 введена для согласования направления вращения солнечного колеса и планшайбы.
Передаточное число между блоками 14 и планшайбой равно передаточному числу между блоками 15 и солнечным колесом. Таким образом, при неподвижном колесе-водиле угловые скорости планшайбы и солнечного колеса равны по величине и направлению, а сателлит 7 не получает вращения ввиду отсутствия вращения солнечного колеса относительно планшайбы. Подача присадки не происходит.
При сварке неплавящимся электродом с присадкой одновременно с возбуждением сварочной дуги и включением привода 8 включается привод 9, который с помощью червяка 11 приводит во вращение колесо-водило с сателлитами 13. Ведомые колесом-водилом сателлиты обкатываются по конической шестерне блока 14 и придают вращение блоку 15, а следовательно, и солнечному колесу.
Получив вращение относительно планшайбы, солнечное колесо начинает вращать сателлит 7 вокруг его оси. Ролики 4 и 19 подают присадочную проволоку в зону сварки. Сателлиты 13 осуществляют алгебраическое сложение вращений, получаемых от приводов 8 и 9. При работе привода 8 планшайба и солнечное колесо вращаются синхронно, и только привод 9 приводит планшайбу и солнечное колесо в относительное вращение, что обусловливает подачу присадки.
Регулируя обороты привода 9, можно изменить скорость подачи присадки. При этом изменение скорости сварки путем изменения оборотов привода 8 не влияет на величину скорости подачи присадки, что достигается применением планетарно-суммирующего механизма.
При сварке плавящимся электродом автомат работает идентично описанному.
Описываемый автомат можно использовать для сварки труб различных диаметров, толщин стенок и металлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| Сварочная головка для автоматической сварки криволинейных элементов | 1983 |
|
SU1159747A1 |
| Головка для сварки плавящимся электродом | 1991 |
|
SU1834764A3 |
| Устройство для прерывистой подачипРиСАдОчНОй пРОВОлОКи | 1979 |
|
SU804281A1 |
| Устройство для очистки круглого проката | 1979 |
|
SU1069881A2 |
| КОЛЕСНО-ГУСЕНИЧНОЕ ТРАНСПОРТНОЕ СРЕДСТВО | 2009 |
|
RU2407668C2 |
| Двухдуговая головка для сварки кольцевых швов | 1980 |
|
SU925595A1 |
| Головка для подрезки торцов | 1974 |
|
SU500910A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
Автомат для сварки неповоротных стыков труб в среде защитных газов, содержащий корпус, планшайбу, связанную с приводом вращения и несущую сварочную горелку и ролики подачи присадочной проволоки, а также привод подачи присадочной проволоки, связанный с солнечным колесом, вращающим ролики подачи присадочной проволоки, отличающийся тем, что, с целью плавного регулирования подачи присадочной проволоки независимо от скорости сварки, автомат содержит планетарно-суммирующий механизм, связывающий привод вращения планшайбы с приводом вращения солнечного колеса.
