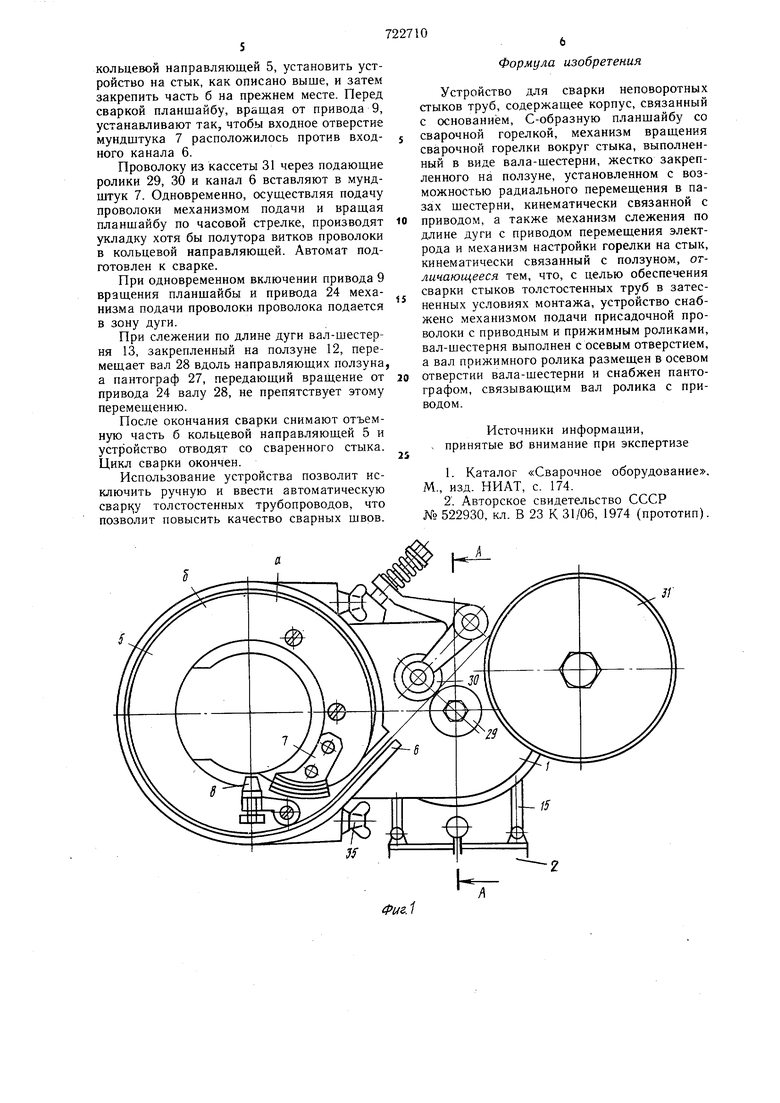
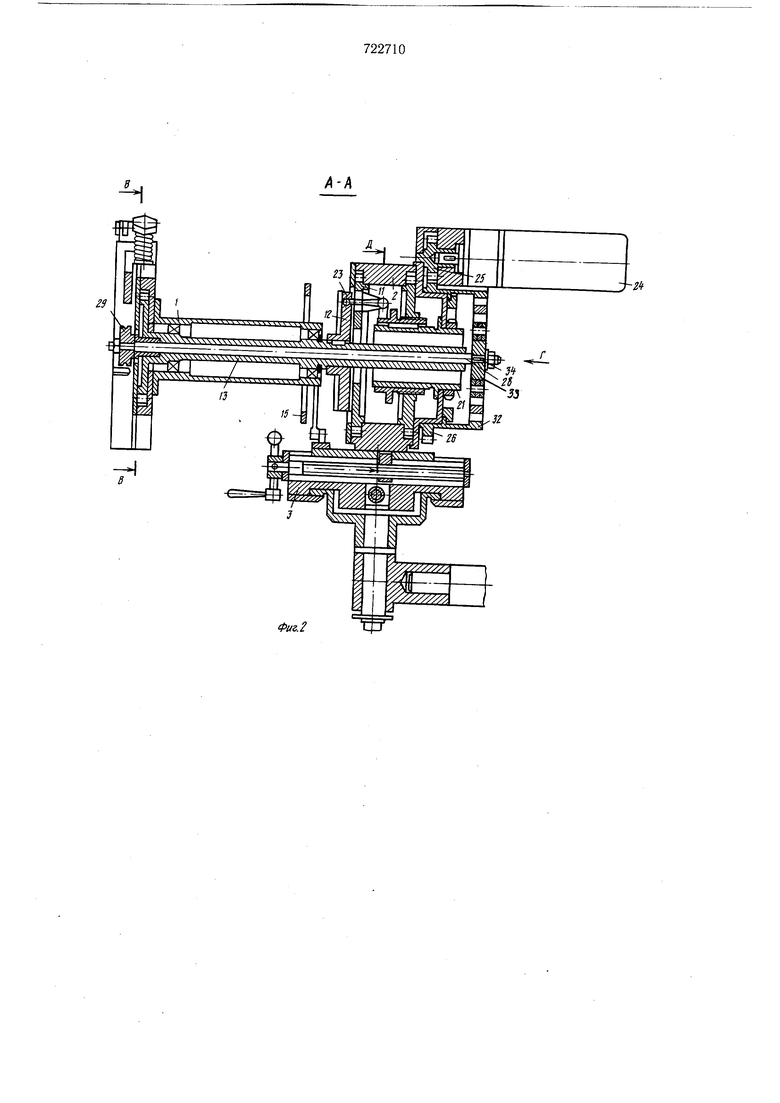
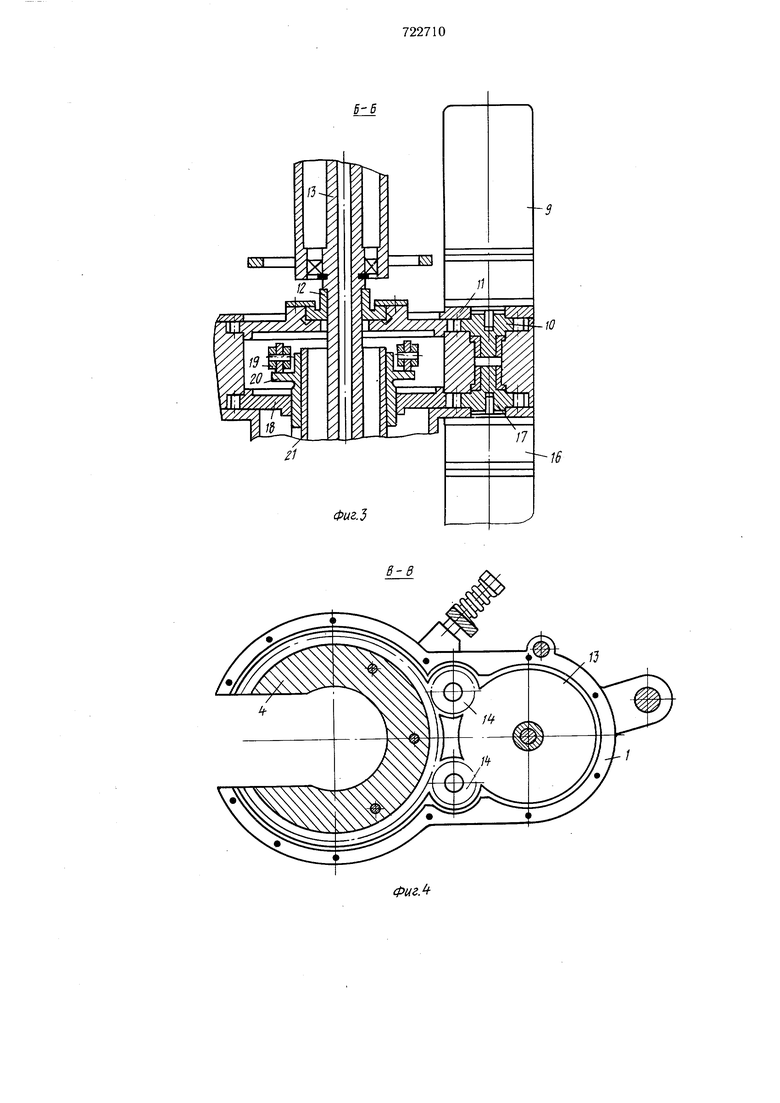
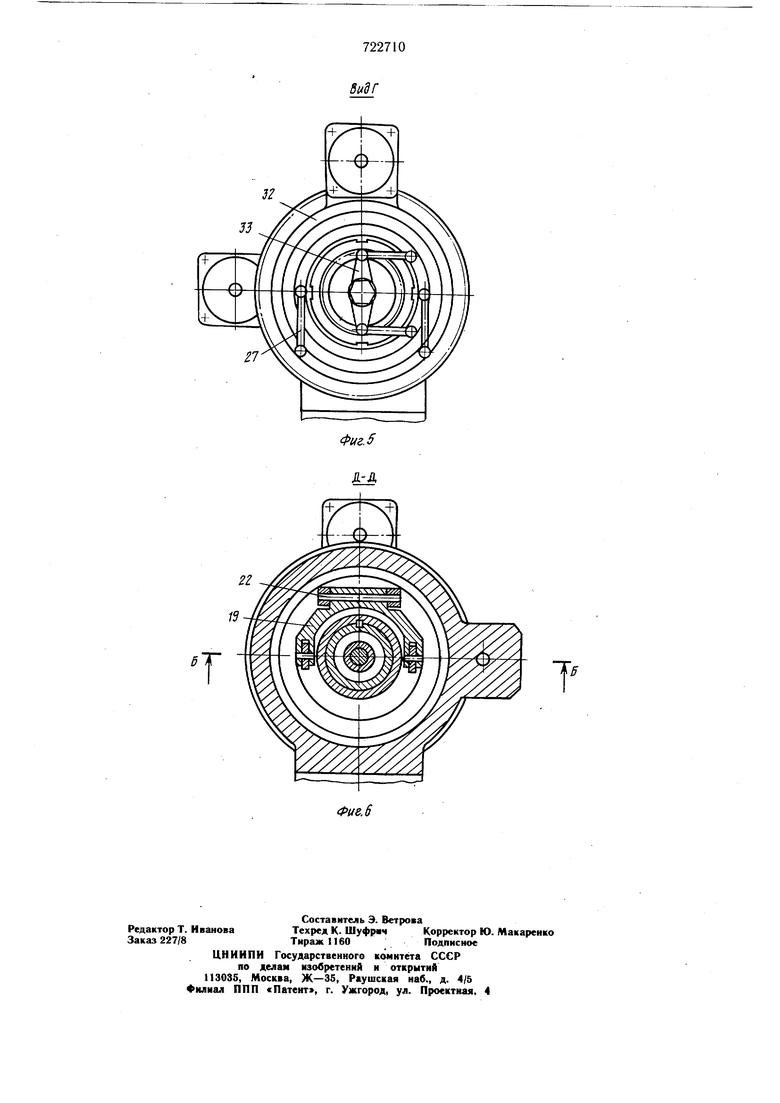
разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 6; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - вид по стрелке Г фиг. 2 на устройство со стороны пантографа; на фиг. 6 - разрез Д-Д на фиг. 2. Устройство состоит из корпуса 1 и основания 2, снабженного двухкоординатным суппортом 3, С-образной планшайбы 4, на которой закреплена кольцевая направляющая 5 с входным каналом 6. На кольцевой направляющей установлен мундштук 7, выполненный в виде улитки для направления проволоки в зону сварки, и узел горелки 8. Вращение планшайбы 4 осуществляется от привода 9 через зубчатые колеса 10 и 11, ползун 12, вал-щестерню 13, смонтированный на подшипниках качения внутри корпуса 1, и две паразитные шестерни 14, входящие в зацепление с зубчатым венцом планшайбы 4. Корпус 1 связан с основанием 2 пантографом 15, причем пантограф установлен в плоскости, параллельной плоскости зубчатого колеса 11 и планшайбы 4. Соединение корпуса 1 с основанием 2 плоской кинематической цепью типа пантограф обеспечивает фиксацию корпуса от поворота относительно основания и одновременно позволяет перемещать корпус параллельно оси электрода горелки в процессе сварки. Горелка 8 закреплена на планшайбе 4 так, что ось электрода горелки параллельна направляющим ползуна- 12. Последний закреплен в пазах шестерни 11 с возможностью радиального перемещения. Вал-шестерня 13 закреплен на ползуне 12 и установлен в среднем положении соосно зубчатому колесу 11. Диаметры начальных окружностей зубчатых.венцов вала-шестерни 13 и планшайбы 14 равны. Внутри основания 2 размещен механизм слежения за сварочной горелкой 8 по длине дуги, состоящий из привода 16, зубчатых колес 17 и 18, двуплечего рычага 19, толкателя 20 и втулки 21. Толкатель 20 установлен на втулке 21 с возможностью осевого перемещения. Зубчатое колесо 17 передает вращение от привода 16 зубчатому колесу 18, которое зафиксировано в основании 2 от осевого перемещения и установлено на толкателе 20 с помощью резьбы. Двуплечий рычаг 19 закреплен осью 22 на зубчатом колесе 11 с возможностью покачивания в плоскости, перпендикулярной к плоскости вращения зубчатого колеса и параллельно выполненным на колесе 11 направляющим. Двуплечий рычаг 19 одним плечом посредством сухаря 23 контактирует с пазом, выполненным в ползуне 12, а с другим - с торцовой поверхностью толкателя 20. Между зубчатым колесом 11 и плечом рычага 19 установлена пружина (на чертежах не показана), обеспечивающая постоянный контакт рычага с торцовой поверхностью толкателя 20. Механизм подачи присадочной проволоки состоит из привода 24, установленного на основании 2, зубчатых колес 25 и 26, пантографа 27, вала 28, приводного ролика 29, прижимного ролика 30, кассеты 31 и кольцевой направляющей 5 с мундштуком 7. Зубчатое колесо 26 и наружной кольцо 32 пантографа 26 выполнены в виде одной детали. Вал 28 соединен с деталью 33 пантографа посредством шпонки 34. Зубчатое колесо 26 установлено на основании с возможностью врашения. Кольцевая направляющая 5 состоит из двух частей а и б. Часть а прикреплена винтами к планщайбе 4, а часть б посредством барашков 35 можно отделять от части а для установки устройства на стык. Устройство работает следующим образом Устройство подводят к стыку трубопроводов и устанавливают «ка глаз так, чтобы ось расточки С-образной планшайбы 4 и ось трубопровода совпали. С помощью двухкоординатного суппорта 3 перемещают основание 2 и визуально уточняют равномерность зазора между трубопроводом и расточкой корпуса, а также точность установки электрода горелки 8 на свариваемый стык. С началом подачи сварочного тока включают электродвигатель привода 9 вращения планлайбы. При этом начинают вращаться зубчатые колеса 10 и И, передаюпхие через ползун 12 вращение валу-шестерне 13, находящемуся в зацеплении через паразитные шестерни 14 с зубчатым венцом планшайбы 4. Так как диаметры начальных окружностей вала-шестерни 13 и планшайбы 4 равны, обеспечивается синхронность вращения планшайбы с ползуном, и ось электрода горелки 8 в процессе вращения планшайбы будет всегда оставаться параллельной направляющим зубчатого колеса 9. При отклонении в процессе сварки длины сварочной деги от заданной величины блок регулирования напряжения на дуге дает сигнал на включение электродвигателя привода 16. Приводятся во вращение зубчатые колеса 17 и 18. Колесо 18,вращаясь в основании 2, заставляет перемещаться толкатель 20 вдоль оси. Перемещение толкателя вызывает поворот двуплечего рычага 19 вокруг оси 22. Двуплечий рычаг своим плечом, взаимодействующим с сухарем 23, перемещает ползун 12 в направлении поддержания заданного расстояния между электродом горелки и свариваемым стыком. При достижении заданного расстояния блок регулирования напряжения на дуге подает сигнал на выключение электродвигателя привода 16. В дальнейшем, в процессе сварки, при отклонении заданной длины дуги от нормы цикл повторяется. Для сварки неповоротных стыков труб с присадочной проволокой необходимо посредством барашек 35 отсоединить часть б
кольцевой направляющей 5, установить устройство на стык, как описано выше, и затем закрепить часть б на прежнем месте. Перед сваркой планшайбу, врашая от привода 9, устанавливают так, чтобы входное отверстие мундштука 7 расположилось против входного канала 6.
Проволоку из кассеты 31 через подающие ролики 29, 30 и канал 6 вставляют в мундштук 7. Одновременно, осуш,ествляя подачу проволоки механизмом подачи и врашая планшайбу по часовой стрелке, производят укладку хотя бы полутора витков проволоки в кольцевой направляюшей. Автомат подготовлен к сварке.
При одновременном включении привода 9 вращения планшайбы и привода 24 механизма подачи проволоки проволока подается в зону дуги.
При слежении по длине дуги вал-шестерня 13, закрепленный на ползуне 12, перемещает вал 28 вдоль направляющих ползуна, а пантограф 27, передающий враШ,ение от привода 24 валу 28, не препятствует этому перемещению.
После окончания сварки снимают отъемную часть б кольцевой направляющей 5 и устройство отводят со сваренного стыка. Цикл сварки окончен.
Использование устройства позволит исключить ручную и ввести автоматическую сварку толстостенных трубопроводов, что позволит повысить качество сварных швов.
Формула изобретения
Устройство для сварки неповоротных стыков труб, содержащее корпус, связанный с основанием, С-образную планшайбу со сварочной горелкой, механизм вращения сварочной горелки вокруг стыка, выполненный в виде вала-шестерни, жестко закрепленного на ползуне, установленном с возможностью радиального перемещения в пазах шестерни, кинематически связанной с
0 приводом, а также механизм слежения по длине дуги с приводом перемещения электрода и механизм настройки горелки на стык, кинематически связанный с ползуном, отличающееся тем, что, с целью обеспечения сварки стыков толстостенных труб в затесненных условиях монтажа, устройство снабжено механизмом подачи присадочной проволоки с приводным и прижимным роликами, вал-шестерня выполнен с осевым отверстием, а вал прижимного ролика размещен в осевом отверстии вала-шестерни и снабжен пантоографом, связывающим вал ролика с приводом.
Источники информации, ч принятые BCt внимание при экспертизе
S
1.Каталог «Сварочное оборудование, М., изд. НИ AT, с. 174.
2.Авторское свидетельство СССР
JSfo 522930, кл. В 23 К 31/06, 1974 (прототип).
Фиг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неповоротных стыков труб | 1974 |
|
SU522930A1 |
| Устройство для электродуговой сварки | 1975 |
|
SU782975A1 |
| Устройство для дуговой сварки | 1991 |
|
SU1808564A1 |
| Устройство для сварки неповоротных стыков труб | 1984 |
|
SU1186440A1 |
| Устройство для сварки неповоротных стыков труб | 1976 |
|
SU588087A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837680A1 |
| Устройство для дуговой сварки | 1973 |
|
SU561646A1 |
В-8
Ts
