1
Изобретение отиосится к устройствам, входящим в наплавочное оборудование для восстановления прерывистык поверхностей, например торцов зубьев шестерен, путем автоматизированной наплавки неплавяцимся металлическим электродом в среде защитных газов, подачей присадочной проволоки, в зону сварочной дуги.
Известен мехаиизм для подачи электродной проволоки, пре1 шание подачи в котором осуществляется за счет электродвигателя 1.
Однако известный механизм не обеспечивает высокую частоту прерывання поДачи электродной проволоки, необходимую при наплавке прерывистых повфжностей, из-за ограниченных возм шостей работы приводных электро; двигателей в повторно-кратковременном режиме.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство для прерывистой подачи присадочной проволоки, содержащее электродвигатель, тормозной и подающий механизм с роликгит. В этом устройстве прерывание подачи электродной проволоки осуществляется за счет периодического разрыва контакта коаксиального ксжуса с первым роликом, который жестко соединен с ведущим ропнксял 2 .
Недостатки известного устройства следующие фрикционное сцепление по- верхностей коаксиешьного конуса и первого ролика, механизма подачк проволоки не обеспечивает надежный и стабильный режим его работы, что влияет на качество формирования наплавляемого мвта.пла; не обеспечивается раздельная регулировка скорости, частоты циклов и времени подачи проволокн.
Цель изобретения - обеспечение качественной наплавки путем повышения надежности н стабильности режима работы.
Поставленная цель ;достигается тем, что подающий механизм выполнен в виде кинематически связанных между собой планетарной и червячной ступеней, при этом планетарная ступень
снабжена эпициклоидой и связана с валом электродвигателя, червячная ступень связана с валами подающих роликов, а тормоэной механизм выполнен в виде двух узлов, один из
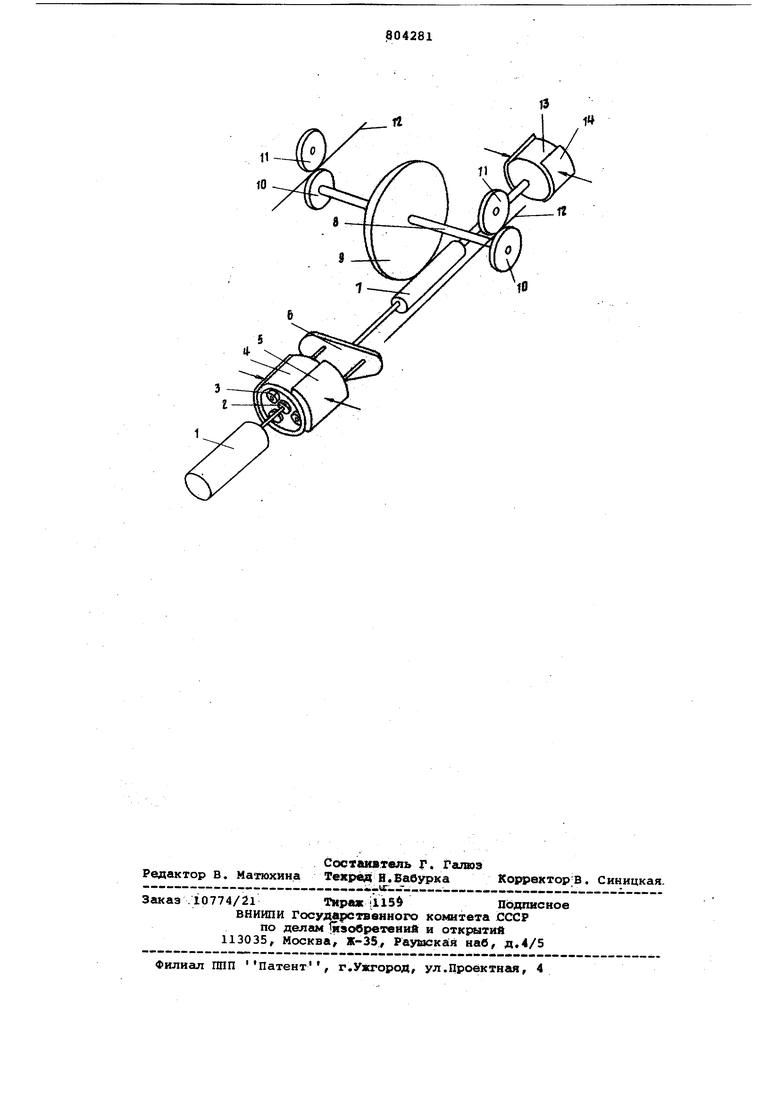
которых размещен на наружной поверхности эпициклоиды, а другой - на вал червяка. На чертеже изображена схема предлагаемого устройства, Вустройстве на валу электродвига теля 1 закреплена солнечная тестерня 2 планетарной ступени, находящейся в зацеплении с сателлитами 3 и эпициклоидой 4. Наружная поверхность эпициклоида является одновременно тормозным шкивом тормоза 5. Оси сателлитов соединены с водилом 6, которое крепится на конце быстроходного вала 7 червячной ступени. На концах вала 8 червячного колеса 9 закреплены подающие ролики 10, которые совместно с прижимными роликами 11 подгиот в зону наплавки сварочную проволоку 12. На втором конце быстроходного вала че рвячной ступени закреплен тормозной шкив 13 тормоза 14. Устройство работает следуквдим образом . При работе устройства в режиме. по дачи вращение вала электродвигателя через сателлиты 3, солнечную шеатерню 2 и водило 6 планетарной ступени передается быстроходному валу 7 червячной ступени, затем через червячно колесо 9 и вал 8 подгиощими роликами 10, которые совместно с прижимными роликгили 11 подают присгодочную прово локу 12 в зону .наплдвки. В этот пери од эпициклоида 4 заторможена тормозом 5, а шкив 13 быстроходного вала расторможен. Для прекреш ения подачи присадочной проволоки эпициклоида 4 расто1(аживается, а шкив 13 затормаживается, в результате чего вал 7, колесо 8 и подающие ролики 10 останавливаются, а эпициклоида начинает вращаться, так как при этом электродвигатель остается включенньо4. Включение и выключение тормозов (упргшление частотой прерывания и интервале отсутствия подачи проволоки) в процессе работы устройства производится в соответствии с прогр 1ммой наплавочного цикла. Конструкция предлагаемого устройства поэволяет осуществлять надежную подачу присадочной проволоки в зону наплавки по заданной программе с оптимальной частотой ее прерывания независимо от числа оборотов подающих роликов, кроме того для качественного формирования наплавляемого металла скорость подачи присадочной проволоки регулируется плавно, бесступенчато, с полным использованием диапазона изменения числа оборотов электродвигателя и без его остановки. Использование предлагаемого устройства подачи присадочной проволоки в установках для наплавки зубьев шестерен повысит их производительность и надежность работы. Формулаизобретения Устройство для прерывистой подачи присадочной проволоки, содержащее эдектродвигатель, тормозной механизм и подающий механизм с роликами, отлича-ющеес я тем, что, с целью обеспечения качественной наплавки путем повькаения надежности и стабильности режима работы, подающий механизм выполнен в виде кинематически связанных между собой планетарной и червячной ступеней , при этом планетарная ступень снабжена эпициклоидой и связана с вале электродвигателя, червячная ступень, связана свалами подакшшх роликов, а тормозной механизм выполнен в . виде двух узлов, один из которых размещен на наружной поверхности эпициклоиды, а другой - на вгшу червяка. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 526468, кл. В 23 К 9/12, 1976. 2.Заявка Франции 2294117, кл. В 21 F 23/00, опублик. 1976 (прототип),
tP
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ВРАЩАЮЩЕЙСЯ НАПЛАВОЧНОЙ ПРОВОЛОКИ | 2004 |
|
RU2266180C1 |
| Устройство для подачи сварочной проволоки | 1990 |
|
SU1738531A1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308365C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2356708C1 |
| Устройство подачи проволоки | 2023 |
|
RU2827828C1 |
| Способ электронно-лучевой наплавки | 2023 |
|
RU2818555C1 |
| СПОСОБ ВЫСОКОПРОИЗВОДИТЕЛЬНОЙ АВТОМАТИЧЕСКОЙ ДУГО-КОНТАКТНОЙ НАПЛАВКИ ПОД ФЛЮСОМ С ПОПЕРЕЧНЫМИ КОЛЕБАНИЯМИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2015 |
|
RU2613800C2 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2215624C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2009 |
|
RU2403138C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2211123C1 |