Известен валок для машин по переработке пластмасс, например, каландров, дублирующих, армирующих и гладильных машин, содержащий рабочий цилиндр, подшипники и неподвижный проходной индуктор с токоподводами.
Однако известная конструкция непригодна для тех случаев, когда валок изготовлен из материалов с низкой магнитной проницаемостью.
Предлагаемый валок отличается от известного тем, что, с целью повышения эффективности индукционного нагрева рабочего цилиндра, выполненного из материала с низкой магнитной проницаемостью, в рабочий цилиндр запрессованы одна или несколько втулок из ферромагнитного материала, например из углеродистой стали. Для обеспечения заданной температуры по длине валка втулки имеют разную толщину по длине и расположены на некотором расстоянии одна от другой.
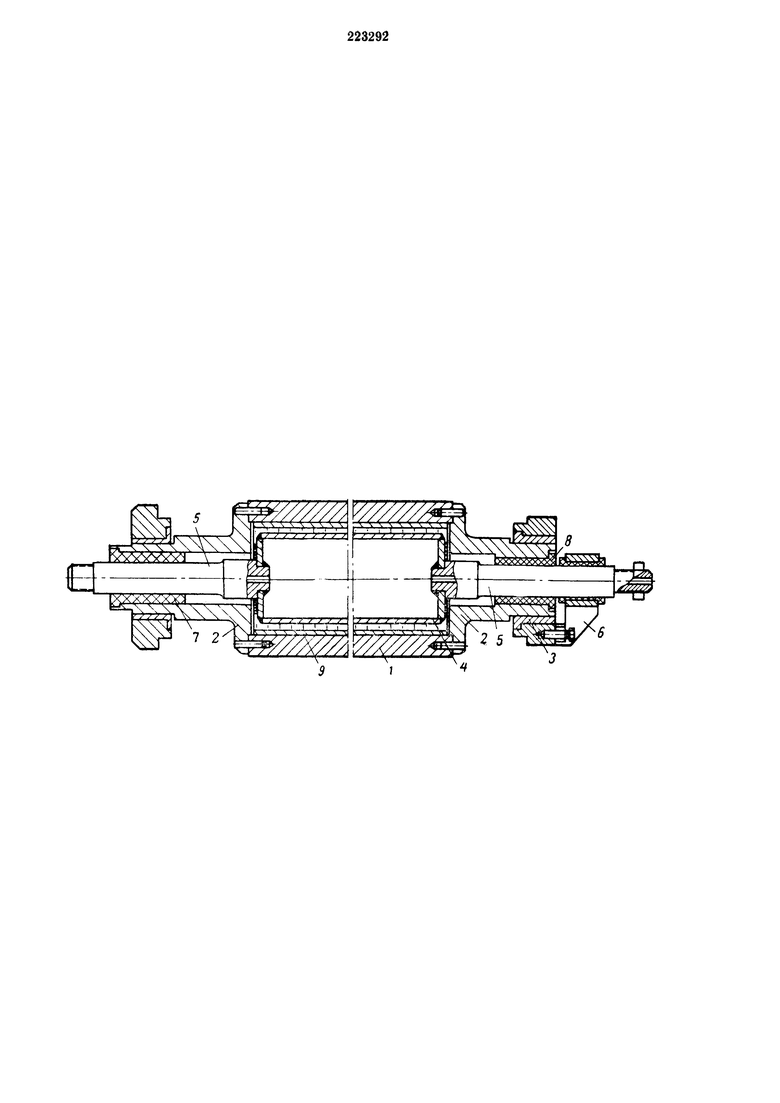
На чертеже схематически изображен валок с индукционным обогревом, продольный разрез.
Валок выполнен в виде сборного устройства, состоящего из следующих основных узлов: цилиндра 1, наружная поверхность которого соприкасается с перерабатываемым материалом, цапф 2 и узлов подшипников 3.
Индуктор 4 выполнен в виде полого сварного цилиндра с токоподводами 5, максимально приближенного к нагреваемой поверхности. Для облегчения подвода тока к индуктору последний крепится неподвижно относительно корпуса подшипника посредством кронштейна 6.
Втулки 7 и 8 изолируют индуктор от корпуса валка и одновременно уплотняют зазор между ними.
В цилиндр 1 валка запрессованы втулки 9. Конструкция цилиндра с запрессованными втулками одновременно улучшает прочность, способствует минимальному прогибу валка, устойчивости против коррозии, адгезии, эффективного нагрева и созданию равномерного температурного поля, а также повышает cosφ. Цилиндр 1, воспринимающий механические нагрузки, должен хорошо термообрабатываться, быть устойчивым против коррозии и адгезии, так как он соприкасается с перерабатываемым материалом. Цилиндр 1 изготовляют из металла, не обязательно имеющего высокую магнитную проницаемость, например из нержавеющей или аустенитной стали. Однако при этом индукционный нагрев токами промышленной частоты осуществляется не эффективно, с низким cosφ.
Втулки 9 не несут механической нагрузки, их можно изготовлять из материала с высокой магнитной проницаемостью, хорошо поддающегося индукционному нагреву токами промышленной частоты. Втулки 9 являются основными элементами, выделяющими тепло при индукционном нагреве. Изменяя толщину и число втулок, а также расстояние между ними, создают любое температурное поле по длине валка.
Для предотвращения нагрева вспомогательных деталей их выполняют из немагнитных материалов.
Когда по технологическому режиму требуется охладить валок, изолирующие втулки 7 и 8 уплотняют зазор между цапфами и токоподводами 5; в зазор между цилиндром 1 и индуктором 4 заливается промежуточный теплоноситель (например, глицерин или трансформаторное масло), облегчающий передачу тепла от цилиндра валка к индуктору.
Токоподводы 5 снабжены отверстиями для ввода и вывода хладагента (например, воды). При подаче охлаждающей воды во внутреннюю полость индуктора, благодаря высокой теплопроводности материала цилиндра втулок 9 и индуктора 4, а также благодаря наличию теплоносителя 10, обеспечивается интенсивное охлаждение валка.
Питание индуктора может осуществляться от сети переменного тока промышленной частоты через промежуточный понижающий трансформатор.
Описанные особенности предложенного устройства позволяют улучшить динамику терморегулирования, простыми средствами совместить устройства подогрева и охлаждения, активно воздействовать на температурное поле валка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок | 1968 |
|
SU361658A1 |
| СПОСОБ ИНДУКЦИОННОЙ РАСПРЕССОВКИ СОЕДИНЕНИЯ ВАЛ-ВТУЛКА | 2009 |
|
RU2399474C1 |
| ВАЛОК ДЛЯ НАГРЕВАНИЯ МАТЕРИАЛОВ | 1969 |
|
SU244289A1 |
| СПОСОБ ИНДУКЦИОННОЙ РАСПРЕССОВКИ | 1997 |
|
RU2121420C1 |
| ИНДУКЦИОННЫЙ ЭЛЕКТРОМАГНИТНЫЙ КОАКСИАЛЬНЫЙ ЛАБИРИНТНЫЙ НАГРЕВАТЕЛЬ ЖИДКОСТЕЙ | 2015 |
|
RU2604963C2 |
| Устройство для термомагнитной обра-бОТКи пОСТОяННыХ МАгНиТОВ | 1979 |
|
SU794078A1 |
| Валок к валковым машинам | 1988 |
|
SU1548061A2 |
| Способ изготовления биметаллических втулок сталь-баббит | 2015 |
|
RU2643000C2 |
| УДЛИНЕННЫЙ РЕБРИСТЫЙ ОПОРНЫЙ ВАЛОК ДЛЯ НАПРАВЛЕНИЯ БЕСКОНЕЧНОЙ, ГИБКОЙ, ТЕПЛОПРОВОДНОЙ ЛЕНТЫ ЛИТЕЙНОГО КОНВЕЙЕРА (ВАРИАНТЫ) | 1997 |
|
RU2175587C2 |
| РОТОР ЭЛЕКТРОМАШИНЫ | 2010 |
|
RU2444108C1 |
1. Валок для машин по переработке пластмасс, например каландров, дублирующих, армирующих и гладильных машин, содержащий рабочий цилиндр, подшипники и неподвижный проходной индуктор с токоподводами, отличающийся тем, что, с целью повышения эффективности индукционного нагрева рабочего цилиндра, выполненного из материала с малой магнитной проницаемостью, в рабочий цилиндр запрессованы одна или несколько втулок из ферромагнитного материала, например из углеродистой стали.
2. Валок по п. 1, отличающийся тем, что для обеспечения заданной температуры по длине валка втулки имеют разную толщину по длине и расположены на расстоянии друг от друга.
