Изобретение относится к области сборочного производства и предназначено для тепловой сборки и разборки прессовых соединений, преимущественно крупногабаритных деталей, например, кольцевого калибра стана холодной прокатки труб с вала прокатного валка.
Известен станок для тепловой сборки и разборки деталей, содержащий смонтированные на станине кольцевой нагреватель с магнитопроводами, механизм замыкания магнитопроводов, а также механизм центрирования, выполненный в виде опоры с центрирующими элементами, установленной по оси нагревателя с возможностью возвратно-поступательного движения от привода, при этом механизм центрирования снабжен закрепленным на станине кольцевым корпусом, охватывающим опору (авт. свидетельство 556023 В23Р 19/02, 1975 г.).
Подлежащий разборке узел (колесная пара), устанавливается вертикально торцом охватывающей детали (бандажа) на нижние магнитопроводы индукционного нагревателя, а конец оси входит в ловитель гильзы. Затем включается привод поворота верхних магнитопроводов, замыкающих магнитную цепь через верхний конец охватывающей детали, и производится ее нагрев. По окончании нагрева и образования зазора между сопрягаемыми деталями включается привод подъема гильзы, которая торцом выталкивает охватываемую деталь их охватывающей. Для съема со станка охватывающей детали (бандажа) верхний магнитопровод поворачивается в вертикальное положение.
Основным недостатком известного по осуществлению разборки соединения является то, что невозможно управлять температурным полем и обеспечить отсутствие нагрева запрессованной детали, при этом не возникает разности температур между запрессованными деталями, и следовательно, не образуется разборочный зазор.
Другим недостатком известного осуществления разборки соединения следует считать его ограниченное применение ввиду отсутствия возможности применения для длинных цельнометаллических валов (осей) из массивных корпусов или втулок, например, для распрессовки калибра стана холодной прокатки труб с вала валка, а также недостатками можно считать высокую сложность, а следовательно, стоимость выполняемых работ.
В связи с указанными недостатками осуществления разборки соединения возникает необходимость создания более простого и менее трудоемкого способа термической распрессовки массивных корпусов или втулок сложной формы и цельнометаллических валов.
В другом известном техническом решении, включающем способ и устройство и являющемся прототипом тепловой сборки и разборки деталей, содержащем нагрев прессового соединения индукционным нагревателем, по патенту RU 2121420, В23Р 19/02, 1998 г., с нагревом корпуса, закрепленного таким образом, чтобы обеспечить свободное выпадение запрессованной в корпусе детали, нагрев производят индуктором с частотой тока, являющейся оптимальной для образования зазора по всей поверхности распрессовки, до момента выпадения детали из корпуса под действием собственного веса.
Основным недостатком известного способа является то, что нагретая деталь падает под собственным весом. В случае использования указанного способа кольцевой калибр стана холодной прокатки труб, имеющий твердость по всему объему более 60 HRC, должен упасть с достаточной высоты, которая определяется его шириной (обычно ширина калибра составляет 150…200 мм), что может привести к его разрушению.
По мере уменьшения натяга в соединении и образования зазора между внутренним диаметром калибра и вала можно считать целесообразным извлечение вала с минимально возможным усилием.
Техническим результатом является:
- обеспечение разъема напряженного (прессового) соединения вал-втулка без повреждения смежных поверхностей;
- обеспечение возможности многократного использования вала и калибра прокатного валка;
- ускорение времени смены калибра на валу.
Технический результат достигается тем, что вал в сборе с калибром свободной стороной устанавливают в центрирующую втулку, при этом калибр нижним торцом опирается на теплоизолирующую прокладку стола, располагаясь концентрично внутри водоохлаждающего индуктора. Верхнюю часть калибра фиксируют относительно стола в вертикальном положении, препятствуя подъему вала.
Вал с калибром подвешивают вертикально вниз свободным концом через пружину, которую натягивают с усилием, в 1,5…2 раза превышающим вес вала с калибром в сборе. По мере ослабления натяга в соединении вал-калибр пружина «вытягивает» вал из калибра, который закрепляется в осевом направлении между теплоизолирующей прокладкой, препятствующей нагреву поверхности стола, специальными прижимами, соединенными со столом и опирающимися на верхнюю поверхность калибра.
Для обеспечения равномерности нагрева калибра вал свободным концом устанавливают в центрирующую втулку, которую выполняют с заходным концом и внутренним диаметром на 0,5…1 мм больше посадочного диаметра свободного конца вала, при этом располагают концентрично внутренней поверхности индукционного нагревателя.
Предлагаемый способ индукционной распрессовки соединения вал-втулка изображен на фиг.1, 2, 3, 4 и 5, где на
- фиг 1. показана схема предложенного способа;
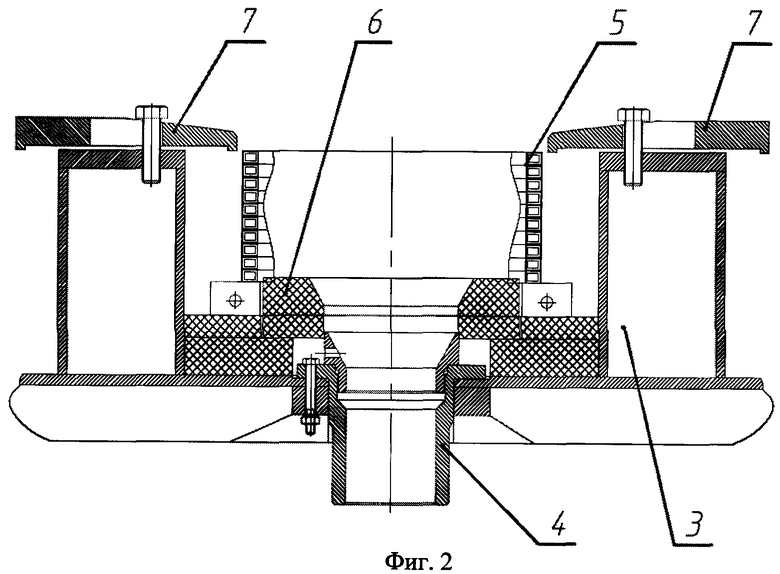
- фиг.2 приведена рабочая часть стенда для смены калибров;
- фиг.3. изображен вал, подготовленный для смены калибра;
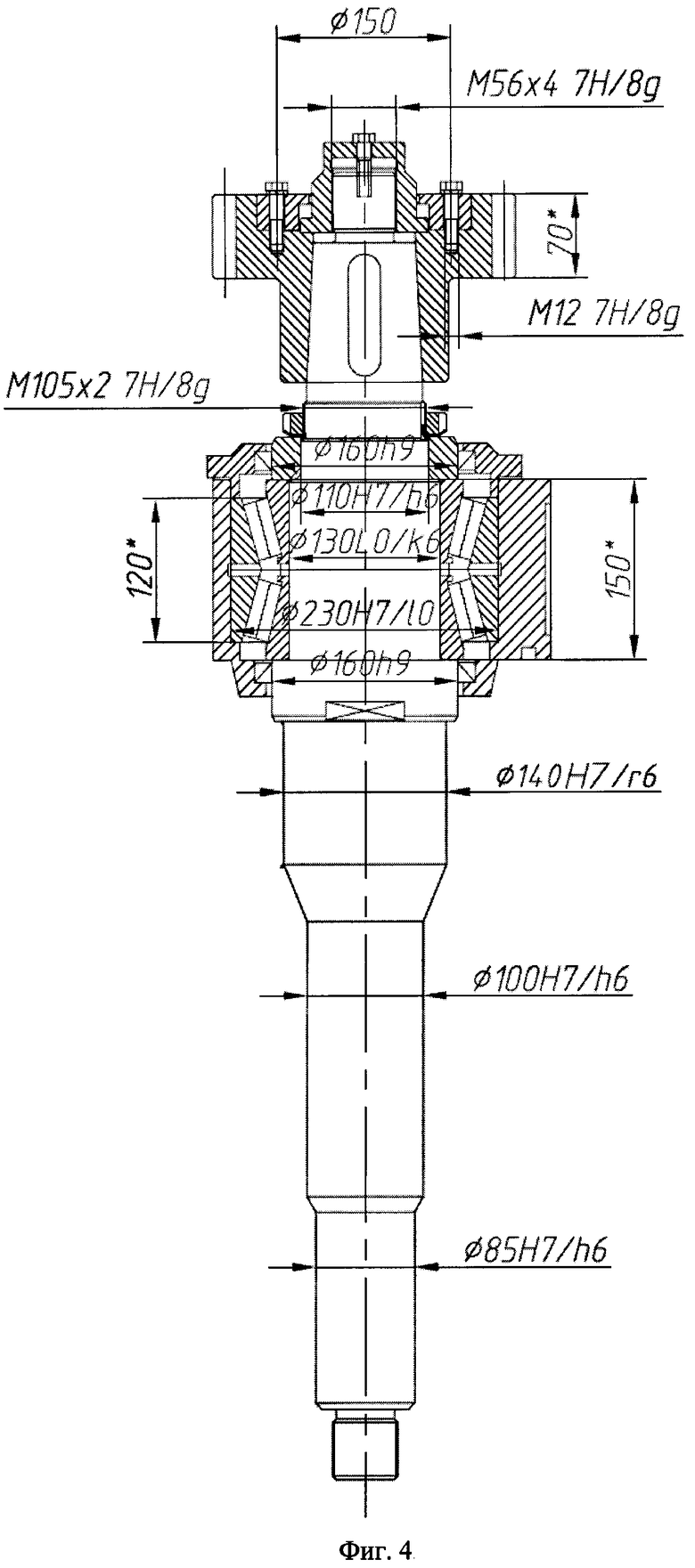
- фиг.4. представлен вал со снятым калибром;
- фиг.5. показан снятый калибр стана холодной прокатки труб, (размеры, указанные на фигурах 1, 3, 4, 5 приведены в качестве справочного материала для снятия калибра диаметром 270 мм).
Для индукционной распрессовки соединения вал-втулка (валок-калибр) согласно предлагаемому способу валок 1 с калибром 2 устанавливается краном на стенд 3 для смены калибров вертикально в центрующую втулку 4, концентрично которой установлен индуктор 5, так что калибр 2 нижней поверхностью ложится на теплоизолирующую прокладку 6. Затем с помощью прижимов 7 фиксируют калибр 1 относительно стенда 3. С помощью крана растягивают пружину 8 и включают индукционный нагрев.
По мере нагревания калибр 2 расширяется, и посадка между внутренней поверхностью калибра и валка 1 ослабляется, вплоть до образования зазора.
Пружина «вытаскивает» валок 1 из калибра 2.
В этот момент прекращается нагрев калибра 2, отключается индуктор 5. Освободившийся валок 1 поднимается вверх и краном убирается от стенда 3. Снимают крепеж и удаляют калибр 2 из индуктора 5 с помощью специального приспособления, краном или вручную, в зависимости от массы калибра 2.
Таким образом, вал устанавливают вертикально вниз свободным концом в центрирующую втулку, которую выполняют с заходным конусом вверх и с внутренним диаметром на 0,5…1,0 мм больше посадочного диаметра вала, при этом между нижней плоскостью снимаемой втулки и центрирующей втулкой располагают теплоизолирующую прокладку, а в верхний торец снимаемой втулки (калибра) упирают ограничители перемещения втулки вверх, затем вал подвешивают на пружине растяжения, которая по мере индукционного нагрева втулки (калибра) вытягивает валок вверх, что позволяет:
- разобрать соединение, выполненное с натягом, без повреждения сопряженных поверхностей;
- многократно использовать валок и калибр,
а также обеспечить
- удобство выполнения операции;
- безопасность выполнения распрессовки;
- сокращение времени смены калибра.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИНДУКЦИОННОЙ РАСПРЕССОВКИ | 1997 |
|
RU2121420C1 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОЙ РАЗБОРКИ ПРЕССОВОГО СОЕДИНЕНИЯ ВАЛА С РАБОЧИМ КОЛЕСОМ РОТОРА ПАРОВОЙ ТУРБИНЫ, ИМЕЮЩИМ ЛОПАТКИ | 2008 |
|
RU2388584C2 |
| Станок для тепловой сборки и разборки деталей | 1978 |
|
SU774895A2 |
| Индукционное устройство для разборки прессовых соединений | 1986 |
|
SU1362605A1 |
| СТЕНД ДЛЯ СБОРКИ УЗЛОВ ИЗ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1995 |
|
RU2099168C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2171530C1 |
| Устройство для демонтажа кольцевых деталей | 1978 |
|
SU721311A1 |
| УСТРОЙСТВО ДЛЯ РАСПРЕССОВКИ УЗЛОВ ТИПА ВАЛ-ВТУЛКА | 2003 |
|
RU2243078C1 |
| Переносное устройство для разборки прессовых соединений | 1980 |
|
SU903066A1 |
| Станок для теплой сборки и разборки деталей | 1975 |
|
SU556023A1 |



Изобретение относится к области машиностроения и предназначено для тепловой разборки прессовых соединений, преимущественно крупногабаритных деталей. Вал с втулкой устанавливают вертикально вниз в центрирующую втулку с обеспечением зазора между центрирующей втулкой и валом. Центрирующую втулку, выполненную с заходным конусом и с внутренним диаметром на 0,5…1 мм больше посадочного диаметра вала, располагают заходным конусом вверх. Располагают теплоизолирующую прокладку между нижней плоскостью снимаемой втулки и центрирующей втулкой. Упирают ограничители перемещения втулки в верхний торец снимаемой втулки. Вал с втулкой подвешивают на пружине растяжения. Устанавливают индуктор концентрично снимаемой втулке и центрирующей втулке. Нагревают снимаемую втулку посредством индуктора и смещают вал и снимаемую втулку относительно друг друга путем вытягивания вала вверх пружиной растяжения при нагреве снимаемой втулки индуктором. В результате обеспечивается отсутствие повреждения сопряженных поверхностей и безопасность выполнения распрессовки, а также сокращается время распрессовки. 5 ил.
Способ индукционной распрессовки соединения вал-втулка, включающий установку вала с втулкой в центрирующую втулку с обеспечением зазора между центрирующей втулкой и валом, установку индуктора концентрично снимаемой втулке и центрирующей втулке, нагрев снимаемой втулки посредством индуктора и смещение вала и снимаемой втулки относительно друг друга, отличающийся тем, что используют центрирующую втулку, выполненную с заходным конусом вверх и с внутренним диаметром на 0,5…1 мм больше посадочного диаметра вала, вал с втулкой устанавливают в центрирующую втулку вертикально вниз свободным концом вала, располагают теплоизолирующую прокладку между нижней плоскостью снимаемой втулки и центрирующей втулкой, упирают ограничители перемещения втулки в верхний торец снимаемой втулки, вал с втулкой подвешивают на пружине растяжения, при этом смещение вала и снимаемой втулки относительно друг друга обеспечивают вытягиванием вала вверх пружиной растяжения при нагреве снимаемой втулки индуктором.
| СПОСОБ ИНДУКЦИОННОЙ РАСПРЕССОВКИ | 1997 |
|
RU2121420C1 |
| Индукционное устройство для разборки прессовых соединений | 1986 |
|
SU1362605A1 |
| Твердый сплав | 1931 |
|
SU29253A1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ВСТАВОК ИЗ ПОДПЯТНИКОВ НАДРЕССОРНЫХ БАЛОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2289500C1 |
| Тепломассообменный аппарат | 1986 |
|
SU1323122A1 |

