Изобретение относится к устройствам для формования хал из предварительно закатанных тестовых жгутов.
Известно устройство того же назначения, содержащее механизм с гребенчатыми люльками для выравнивания шага между жгутами; приспособление для приема жгутов из закаточной машины и передачи их в гребенчатые люльки; два плетущих механизма; качающийся питатель для поочередной загрузки последних; каретку, зажимы для передних и задних концов тестовых жгутов и транспортер с поводками для подачи порожней и отвода загруженной тары.
Механизм для выравнивания шага выполнен в виде двухцепного транспортера с закрепленными на его цепях гребенчатыми люльками.
Каждый из плетущих механизмов имеет неподвижный корпус и концентрично размещенный внутри него поворотный диск. Причем в корпусе и диске образованы радиальные расточки с установленными в них плунжерами, а на плунжерах диска закреплены желобки для тестовых жгутов, снабженные поворотными крышками.
Особенностью предлагаемого устройства является то, что приспособление для приема тестовых жгутов из закаточной машины и передачи их в гребенчатые люльки механизма для выравнивания шага выполнено в виде качающейся напруженной рамки с набором игл для накалывания жгутов. Приемный вал двухцепного транспортера получает прерывистое вращение, а для компенсации разности скоростей вращения его приводных валов механизм для выравнивания шага оснащен натяжным механизмом, представляющим собой два вала со звездочками, размещенные по обеим сторонам двухцепного транспортера. Валы закреплены на ползуне, получающем колебания в вертикальном направлении.
Питатель имеет вид рамки с шарнирно закрепленной гребенчатой люлькой.
Передние зажимы закреплены на каретке, которая установлена на козырьке, соединенном так, что он может наклоняться с приводным барабаном. Козырек и барабан охвачены хлопчатобумажной лентой, которая перемещается в направлении подачи заготовки при ее плетении или в обратном направлении при укладке заготовки в тару. Это повышает надежность и синхронизацию его работы с работой закаточной машины.
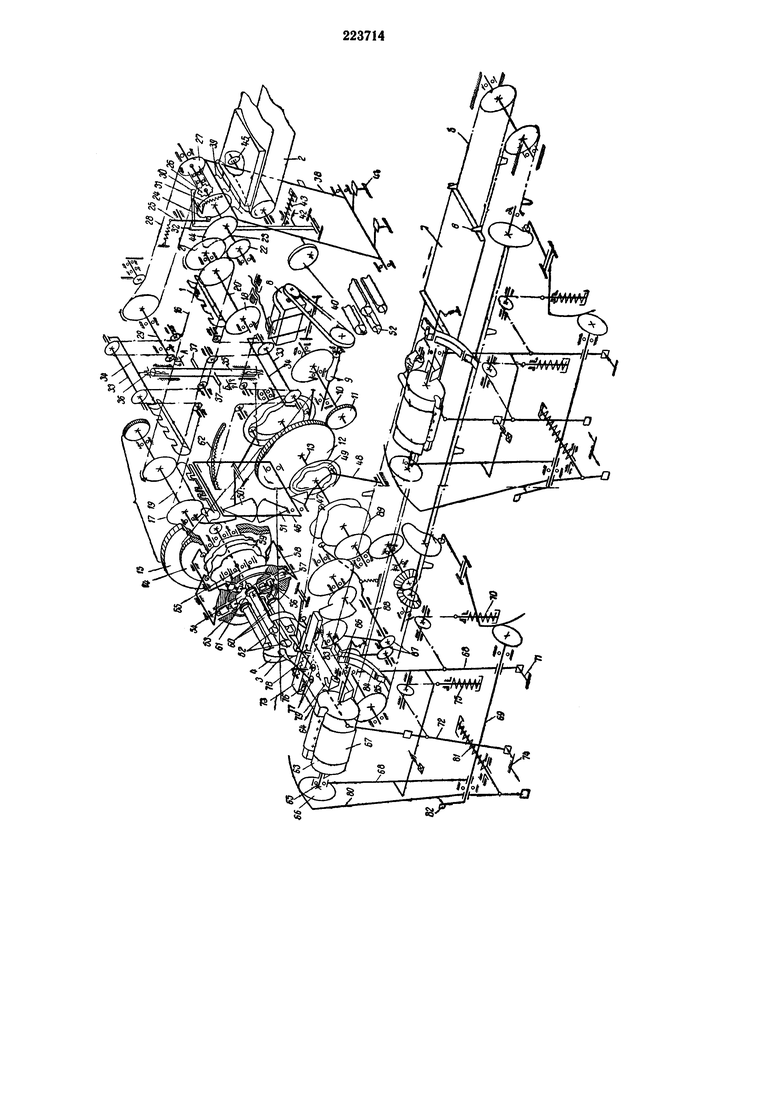
На чертеже показана кинематическая схема предлагаемого устройства.
Оно состоит из следующих основных узлов и механизмов: механизма с гребенчатыми люльками 1 для выравнивания шага между тестовыми жгутами, приспособления для приема жгутов из закаточной машины 2 и передачи их в люльки 1; два плетущих механизма; питателя для поочередной загрузки последних; двух рабочих столов с зажимами 3 и 4 для передних и задних концов жгутов; цепного транспартера 5 с поводками 6 для подачи порожней и отвода загруженной тары 7, проходящего под рабочими столами, и привода с электродвигателем 8, червячным редуктором 9, на выходном валу 10 которого посажена шестерня 11, находящаяся в зацеплении с шестерней 12 распределительного вала 13. Шестерня 12 находится в зацеплении с шестернями 14 плетущих механизмов, одна из которых выполнена в блоке с зубчатым колесом 15.
Механизм для выравнивания шага представляет собой две бесконечные и паралллельные между собой цепи 16, огибающие звездочки 17 и 18 валов 19 и 20. К цепям 16 прикреплены гребенчатые люльки 1. Приемный вал 20 получает прерывистое вращение и поворачивается при помощи однооборотного храпового механизма. Шестерня 21 входит в зацепление с шестерней 22 вала 23. На этом валу жестко смонтирован диск 24, удерживаемый роликовым подпружиненным фиксатором 25 в определенном положении. Кроме того, на вал 23 посажен блок, несущий на себе с одной стороны храповик 26, а с другой - звездочку 27, которая цепной передачей 28 связана с непрерывно вращающимся при работе автомата валом 29.
Таким образом, храповик 26 непрерывно вращается независимо от вала 23, который удерживается в неподвижном положении фиксатором 25 диска 24. Последний несет на себе ось собачки 30. Пружина 31 собачки, один конец которой закреплен на диске 24, прижимает хвост собачки к выступу защелки 32, которая препятствует зацеплению собачки с храповиком 26. Защелка 32 может поворачиваться относительно своей оси. Поворачивается она каждый раз, когда из закаточной машины 2 выходит готовый тестовой жгут.
Для компенсации моментной разности скоростей вращения валов 19 и 20 транспортер механизма для выравнивания шага, оснащен натяжным механизмом.
Этот механизм представляет собой два горизонтальных вала 33 со звездочками, которые огибаются цепями 16 транспортера. Опорные подшипники валов 33 находятся в кронштейнах 34, резьбовые хвостовики которых входят в трубу-ползун 35. Натягиваются цепи транспортера гайками 36.
Во время выстоя вала 20 при вращении вала 19 уменьшается верхняя петля транспортера и увеличивается нижняя. При этом весь натяжной механизм перемещается вниз вместе с ползуном 35. Приемный вал совершает свой поворот по «команде» каждого тестового жгутика, поступающего из закаточной машины 2.
Если ритм поступления жгутов строго соответствует ритму работы устройства, количество движений валов 19 и 20 в единицу времени одинаково, т.е. ползун 35, перемещаясь вниз при высоте вала 20, возвращается в исходное положение при его повороте, совершая, таким образом, колебания относительно какой-то средней точки.
Практическая для бесперебойной работы закаточная машина настраивается на работу с некоторым избытком. При этом вал 20 за определенный промежуток времени делает большее по сравнению с валом 19 суммарное перемещение, т.е. натяжной механизм с ползуном 35, совершая колебательные вертикальные движения, постепенно перемещается вверх. И наоборот, при работе закаточной машины с некоторым недостатком жгутов - вниз.
Натяжной механизм имеет запасы хода вверх и вниз, что позволяет механизму для выравнивания шага ритмично подавать тестовые жгуты в плетущие механизмы устройства при свободном ритме работы оборудования, производящего тестовые жгуты.
По исчерпании запаса хода ползуна 35 вверх от упора 37 срабатывает концевой выключатель А, выключающий тесторазделочные машины, а по исчерпании запаса хода вниз от упора 37 срабатывает концевой выключатель Б, включающий устройство. Работа возобновляется после возвращения натяжного механизма ползуном 35 в среднее положение.
Приспособление для приема жгутов из закаточной машины и перегрузки их в гребенчатые люльки 1 выполнено в виде качающейся рамки 38, снабженной набором игл 39 и противовесом 40. В положении, близком к вертикальному, рамка 38 опирается на неподвижные упоры 41. Вылетающему из закаточной машины 2 жгуту достаточно инерции для того, чтобы перевести рамку 38 через вертикальное положение. Увлекаемая противовесом 40, рамка 38 продолжает поворачиваться и нажимает упором 41 на упор 42 защелки 32, сжимая при этом пружину 43 и поворачивая защелку относительно оси.
При повороте защелки 32 хвост собачки 30 освобождается, и она под действием пружины 31 сцепляется с храповиком 26. Диск 24, выдавливая из паза фиксатор 25, поворачивается вместе с храповиком 26, увлекая за собой вал 23, с шестерней 22 и кулачком 44. Последний, набегая на ролик 45, возвращает рамку 38 в исходное положение. Упор 41 при этом опускает защелку 32, и она пружиной 43 возвращается в исходное положение.
Таким образом, повернувшись на 360°, хвост собачки 30 зайдет за выступ защелки 32, и собачка выйдет из зацепления с храповиком 26.
Фиксатор 25 при этом заскакивает в паз диска 24. Вал 23, сделав один оборот, останавливается в исходном положении. Передаточное отношение шестерен 21 и 22 подбирают таким, при котором за один, оборот шестерня 22 люльки переместятся равно на один шаг.
Питатель устройства представляет собой рамку 46, на которой на подшипниках скольжения закреплена гребенчатая люлька. Эта рамка жестко связана с сектором 47, получающим движение от сектора 48, который получает качательное движение от кулачка 49. Этот кулачок спрофилирован так, что рамка питателя за один оборот распределительного вала делает четыре наклона вправо и четыре наклона влево.
С люлькой жестко связан сектор 50, который во время наклонов рамки обкатывается по неподвижному сектору 51. Благодаря этому люлька получает дополнительный разворот вокруг своей оси, необходимый для перегрузки жгутов в желобок 52 плетущего механизма.
Каждый из плетущих механизмов включает неподвижный корпус 53 и концейтрично размещенный в нем поворотный диск 54, жестко закрепленный на приводном валу 55, который получает движение от кулачка распределительного вала 13.
В корпусе 53 и диске 54 сделаны четыре радиальные расточки. В расточках диска 54 расположены подпружиненные плунжера 56, а в расточках корпуса 53 - плунжеры 57, управляемые коромыслами 58. Последние получают качательные перемещения от соответствующих кулачков 59, находящихся в одном блоке с шестерней 14.
К плунжерам 56 диска 54 на кронштейнах прикреплены четыре желобка 52, имеющие крышки 60 с шестернями 61. Для открывания крышек желобков в моменты загрузки последних тестовыми жгутами на рамке 46 питателя закреплена рейка 62, входящая при наклоне рамки в зацепление, с шестерней 61. При обратном ходе рамки 46 рейка 62 закрывает крышку 60, фиксируемую в положении «закрыто» подпружиненным шариковым фиксатором (не показан).
Рабочий стол представляет собой барабан 63 и.козырек 64. Барабан посажен жестко на вал 65, левая консоль которого снабжена шестерней 66. Козырек 64 может поворачиваться относительно вала 65 на подшипниках скольжения. Барабан и козырек охватывает хлопчатобумажная лента 67, закрепленная на барабане. Опоры качения вала 65 смонтированы в рычагах 68, которые свободно укреплены на валу 69 и пружиной 70 удерживаются на упоре 71. На вал 69 жестко посажен рычаг 72, который шарнирной тягой связан с кареткой 73. Рычаг 72 прижимается к неподвижному упору 74 пружиной 75. Каретка 73 своими роликами 76 охватывает направляющие козырьки 64. На осях, закрепленных в каретке 73, установлены передние зажимы 3, снабженные роликами 77. Пружина 78, переходя через нейтральное положение «вперед» или «назад», может удерживать передний зажим в положении «зажато» или «разжато». Переводится пружина через нейтральное положение «вперед» задними зажимами 4, а «назад» - скосами 79, на которые в определенный момент набегают ролики 77. На валу 69 свободно расположен сектор 80, который связан с шестерней 66 вала 65. Пружина 81 прижимает сектор 80, который связан с шестерней 66 вала 65. Пружина 81 прижимает сектор 80 к упору 82, жестко посаженному на валу 69. Ролик 83 закреплен на козырьке 64 рабочего стола. Когда стол стоит на упоре 71, этот ролик удерживает козырек в горизонтальном положении.
Для осуществления наклона рабочего стола при укладывании сплетенной халы на лист на рабочем столе сделан фигурный паз 84, а для возврата в исходное горизонтальное положение - клапаны 85 и 86.
Задние зажимы 4 представляют собой рычаги, снабженные обжимными губками. Рычаги связаны с шестернями 87, одна из которых укреплена на валике 88 и является приводной. Работой задних обжимов обоих рабочих столов управляют кулачки 89 распределительного вала 13.
Устройство работает следующим образом. Веретенообразные тестовые жгуты, вылетая из под деки закаточной машины 2 накалываются на иглы 39 рамки 38. От начального толчка противовес 40 переходит через положение равновесия и поворачивает рамку 38. На своем пути рамка встречает люльку 1, гребенчатая поверхность которой снимает тестовой жгут с иголок. После этого рамка 38 поворачивается еще на некоторый угол и упором 41 включает однооборотный храповой механизм. Вал 23 делает один оборот и становится в исходное положение. За это время загруженная тестовым жгутом люлька перемещается на один шаг, а на ее место становится пустая люлька. Рамка 38 принудительно кулачком 44 возвращается в исходное положение для приема следующего жгута.
Цикловой вал 19 непрерывно вращается, и ползун 35 с валами 33 натяжного механизма перемещается вниз по вертикали в моменты выстоя приемного вала 20. При поступлении каждого тестового жгута из закаточной машины 2 периодически быстро поворачивается приемный вал 20, при этом ползун 35 возвращается в исходное положение.
Запасы хода ползуна 35 вверх и вниз компенсируют некоторую разность в количествах движений в единицу времени циклового вала 19 и приемного вала 20 выравнивателя шага. В случае некоторого опережения валом 20 вала 19, ползун, совершая свои возвратно-поступательные перемещения по вертикали, постепенно уходит вверх, а в случае, когда вал 20 несколько отстает от вала 19, поступающие жгуты запаздывают, ползун 35 в своих колебаниях уходит вниз. Если натяжной механизм выбирает при этом весь запас хода вверх, срабатывает концевой выключатель А, который дает импульс на отключение тесторазделочной группы оборудования. Если выбирается весь запас хода вниз, срабатывает концевой выключатель Б, выключающий электродвигатель 8. Работа возобновляется после установки натяжного механизма в среднее положение.
При работе механизма для выравнивания шага заполненные тестовыми, жгутами люльки 1 поступают в зону действия циклового вала 19. Когда рамка 46 питателя занимает вертикальное положение, люлька зубцами своей гребенки входит во впадины гребенчатой части люльки питателя. Таким образом, тестовой жгут остается в люльке, а люлька уходит дальше.
Тестовые жгуты поступают в люльку непрерывно. Плетущие механизмы и рабочие столы работают попарно со смещением по циклу на 180° поворота распределительного вала 13. При этом рамка 46 делает по четыре наклона то влево, то вправо, загружая то левый, то правый плетущий механизм. Во время загрузки левого плетущего механизма правая пара плетущий механизм рабочий стол плетет халу и наоборот, во время загрузки правого плетущего механизма левая пара плетущий механизм - рабочий стол плетет халу.
После того как тестовой жгутик окажется в люльке питателя, рамка 46 кренится влево, при этом секторы 50 и 51 опрокидывают люльку. В это время желобок 52 плетущего механизма под действием пружины плунжера 56 по команде плунжера 57, управляемого одним из кулачков 59, перемещается в расточку корпуса 53 навстречу крепящейся люльке 47 питателя. После того как желобок 52 занимает позицию загрузки, рейка 62 питателя, входит в зацепление с шестерней 61. В результате этого открывается крышка 60 желобка 52, подготавливая его к приему жгутика. После этого жгут перекатывается из люльки в желобок 52, рамка 46 возвращается в вертикальное положение. При этом рейка 62 закрывает крышку 60 желобка 52, который под действием плунжера 57 перемещается из расточки корпуса 53 в расточку диска 54. К этому моменту люлька загружается следующим жгутом, а диск 54 поворачивается на 90°, и следующий желобок выходит в загрузочную позицию, где питатель при следующем наклоне загружает его тестовым жгутом.
Таким образом, происходит загрузка всех четырех желобков плетущего механизма, затем питатель наклоняется вправо, загружая аналогичным образом правый плетущий механизм.
К моменту начала плетения все четыре желобка 52 находятся в расточках диска 54, и концы жгутов свешиваются из желобков 52. В это время механизмы рабочего стола стоят в исходной позиции: каретка 73 с передним зажимом, губки которого зафиксированы пружиной 78 в положении «разжато», занимает крайнее переднее положение, а губки переднего зажима 3 находятся при этом между губками заднего зажима 4.
По команде распределительного вала рычага зажимы 4 начинают сходиться, а его губки начинают давить на губки переднего зажима 3, растягивая пружину 78. При этом губки 3 захватывают концы жгутов, обжимая их, а пружина 78, перейдя через нейтральное положение, фиксирует губки переднего зажима 3 в положении «зажато». Задние губки раздвигаются. Затем плетется хала. Вал 69 от кулачкового привода поворачивается, и рычаг 72 тягой перемещает каретку 73 переднего зажима 3. Желобки 52 начинают совершать свои плетущие движения. В тот момент, когда два желобка находятся в гнездах корпуса 53, два других вместе с плетущим диском 54 поворачиваются на 180°, т.е. как бы меняются своими местами. Потом эти желобки из плетущего диска 54 перемещаются в гнезда корпуса 53, а желобки, бывшие в корпусе, - в расточки диска 54. Затем плетущий диск поворачивается на 180° в обратную сторону.
Таким образом, перемещающийся вдоль козырька 64 рабочего стола передний зажим 3 постепенно вытаскивает из желобков 52 плетущуюся халу. При этом сектор 30 под действием пружины 81 следует за упором 82 и вращает вал 65 барабана. Лента 67, закрепленная на барабане, перемещается в направлении движения переднего зажима 3. Скорость движения ленты равна скорости перемещения каретки 73. Хала при плетении ложится на эту ленту, которая служит для нее транспортером. После шести плетений тестовая заготовка вытаскивается из желобков 52 плетущего механизма. Каретка 73 и лента 67 барабана 63 прекращают свое движение. Задние зажимы 4 снова начинают сжиматься, обжимают задний конец халы и расходятся в стороны. После этого каретка снова начинает двигаться вместе с лентой. При этом ролики 77 переднего зажима 3 набегают на скосы 79, пружина 78 перекидывается назад и передний конец халы освобождается от губок переднего зажима 3. Тестовая заготовка продолжает вползать на рабочий стол вместе с лентой до тех пор, пока хала не окажется на рабочем столе полностью. В этот момент упор рычага 72 встречает на своем пути упор рычагов 62. Одновременно сектор 80 становится на неподвижный упор 74. Поэтому при дальнейшем движении рычага 72 отклоняется назад весь рабочий стол, а сектор 80 остается неподвижным. Шестерня 66 катится при этом по сектору 80, и лента получает обратное движение.
Таким образом, стол, отклоняясь назад, как бы уходит из-под сплетенной тестовой заготовки. При этом ролик 83, попадая в фигурный паз 84, придает столу наклонное положение, при котором козырек 64 рабочего стола перемещается над самой поверхностью тары, например, расстойного листа. Когда рабочий стол отклоняется в крайнее заднее положение, лента 67 перекладывает халу с поверхности рабочего стола на расстойный лист. Ролик 83, перемещаясь по пазу 84, поднимает клапан 85, проходит под ним дальше, и клапан 85 снова опускается под действием своего веса После этого рабочий стол возвращается в исходное положение. При этом ролик 83 вкатывается по клапану 85 на верхнюю поверхность паза 84, и козырек 64 рабочего стола возвращается в переднее положение в поднятом состоянии и свободно проходит над тестовой заготовкой, уложенной на лист. Вместе с рабочим столом возвращаются в исходное положение и все его механизмы.
К этому моменту желобки 59 левого плетущего механизма уже заполнены жгутами, и цикл плетения повторяется. Правая пара плетущей механизм - рабочий стол работает аналогично со смещением по циклу на 180° поворота распределительного вала 13.
После того как левый рабочий стол уложит тестовую заготовку халы на расстойный лист, транспортер 5 листов перемещается на шаг, равный половине расстояния между осями плетущих механизмов. Таким образом халы, сплетенные правым плетущим механизмом, укладываются в промежутках между халами, сплетенными левым плетущим механизмом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕЛИТЕЛЬНО-ЗАКАТОЧНЫЙ АВТОМАТ ДЛЯ ПРОИЗВОДСТВА ТЕСТОВЫХ ЗАГОТОВОК БАРАНОЧНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2490895C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| ДЕЛИТЕЛЬНО-ЗАКАТОЧНАЯ МАШИНА ДЛЯ ПРОИЗВОДСТВА ТЕСТОВЫХ ЗАГОТОВОК БАРАНОЧНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2325055C1 |
| Станок для закатки и отбортовки изделий | 1984 |
|
SU1250354A1 |
| Устройство для загрузки тестовых заготовок в формы | 1981 |
|
SU1009378A1 |
| Поточная линия для конечной отделки текстильных полотен | 1985 |
|
SU1326687A1 |
| Конвейер для пошивочных цехов обувных фабрик с реверсивной люлькой | 1960 |
|
SU133797A1 |
| Установка для автоматической перегрузки керамических изделий | 1981 |
|
SU988565A1 |
| Устройство для укладки тестовых заготовок в люльки конвейера расстойного шкафа | 1975 |
|
SU676254A1 |
| АГРЕГАТ ДЛЯ ПЕРЕГРУЗКИ СИЛИКАТНОГО КИРПИЧА С ПРЕССА НА ПРОПАРОЧНЫЕ ВАГОНЕТКИ | 1952 |
|
SU103276A1 |
Устройство для формования хал из предварительно закатанных тестовых жгутов, содержащее механизм для выравнивания шага между жгутами, выполненный в виде двухцепного транспартера с закрепленными на цепях гребенчатыми люльками; приспособление для приема жгутов из закаточной машины и передачи их в гребенчатые люльки; плетущие механизмы, каждый из которых включает неподвижный корпус и концентрично размещенный внутри него поворотный диск, причем в корпусе и диске образованы радиальные расточки с установленными в них плунжерами, на которых закреплены снабженные поворотными крышками желобки для тестовых жгутов; качающийся питатель для поочередной загрузки желобков плетущих механизмов; каретку; зажимы для передних и задних концов тестовых жгутов и транспортер с поводками для подачи порожней и отвода заполненной тары, отличающееся тем, что, с целью повышения надежности и синхронизации работы устройства с работой закаточной машины, приспособление для приема жгутов из закаточной машины и передачи их в гребенчатые люльки выполнено в виде качающейся нагруженной рамки с набором игл для накалывания жгутов; приемный вал двухцепного транспортера выполнен прерывисто вращающимся, а для компенсации разности скоростей вращения его приводных валов механизм для выравнивания шага оснащен натяжным механизмом, представляющим собой два вала со звездочками, размещенные по обеим сторонам двухцепного транспортера, причем валы закреплены на ползуне, получающем колебания в вертикальном направлении; питатель выполнен в виде рамки с шарнирно закрепленной гребенчатой люлькой; передние зажимы закреплены на каретке, установленной на козырьке, соединенном с возможностью наклона с приводным барабаном, на котором закреплена лента, охватывающая козырек и выполненная с возможностью перемещения в направлении подачи заготовки при ее плетении или в обратном направлении при укладке последней в тару.
