по транспортерам поступает на закат- нуга машину 22, где перевязывается и посредством механизма сброса 24 по1
Изобретение относится к текстильному отделочному оборудованию, а именно к поточным линиям для конечной отделки ковровых полотен.
Целью изобретения является расширение технологических возможностей за счет отделки ковров разной ширины
На фиг.1 схематично изображена поточная линия в плане; на фиг.2 - закатный стол в линии после резки полотна на штучные ковры, вид сбоку на фиг.З - то же, вид сверху; на фиг.4 - механизм центрации ковра при сбросе в люльку, вид сбоку; на |фиг.5 - то же, вид сверху; на фиг.6 механизм сброса ковра с люльки в накопитель; вид сбоку, на фиг.7 - механизм сброса ковра с люльки и механизм раскатки ковра на оверлочный ,стол, вид сбоку; на фиг.З - оверлоч- Иый стол на воздушной подушке совмесно с закатным столом и продольным транспортером, вид сбокуv на фиг.9 - технологическая схема комплекса оборудования от оверлочных столов до конечной закатной машины,вид сбоку; на фиг.10 - то же, вид сверху; на фиг.11 - поворотный транспортер, вид сбоку; на фиг.12 - то же, вид c.BepxyJH a $Hr . 1 - поперечный ленточный транспортер с механизмом сброса, раскатным механизмом, первым браковочным столом и транспортером разворота и возврата ковра; на фиг.14 - то же, вид сверху, на фиг.15 - печатная головка, вид сбоку; разрез, на фиг.16 - ванная промывки и сушки шаблонов, вид сбоку, разрез; на фиг.17 - механизм сброса ковра для транспортера закатной машины на выходе поточной линий, вид сбоку; на фиг.18 - то же,вид сверху.
Поточная линия конечной отделки ковров (фиг.1) состоит из закатного стола 1, механизма 2 центрадии ковра при сбросе в люльке, цепного подвесного конвейера 3 с подвесными
дается на ленточный транспортер 27 в склад гйтовой продукции. 14 з.п, ф-лы, 18 ил.
люльками 4, механизма 5 гашения колебаний люлек, механизма 6 создания устойчивости люлек при сбросе ковра, механизма 7 сброса ковров., на- 5 копителя 8 ковров, оверлочных столов 9 на воздушной подушке, закатного стола 10, продольного ленточного транспортера 11, поворотного ленточного транспортера 12, поперечно0 го ленточного транспортера 13 с механизмом сброса и раскатки ковров, механизированного первого браковочного стола 14 для браковки липевой стороны ковра, наклонного транспор5 тера 15 для разворота ковров, выводного транспортера 16 для вывода бракованного ковра, второго мех анизи- рованного браковочного стола 17 для барковки изнанки ковра, маркировоч0 ных головок 18, ванны 19 Для промывки и сушки шаблонов, промежуточного механизированного стола 20, наклонного направляющего стола 21, закатной мапзины 22, поперечного вывод
5 ного ленточного транспортера 23, механизма 24 сброса готовых ковров, улавливающей горки 25, поддонов 26 для укладки ковров крестовым способом в несколько ярусов, ленточного транс0 портера 27 в склад готовой продукции и контактных пластин 28 автоматики включения и отключения. В комплексе имеется также стеллаж для хранения шаблонов штампов DTK рядом с пе5 чатными головками, а также клеевой валик для нанесения клея на этикетки.
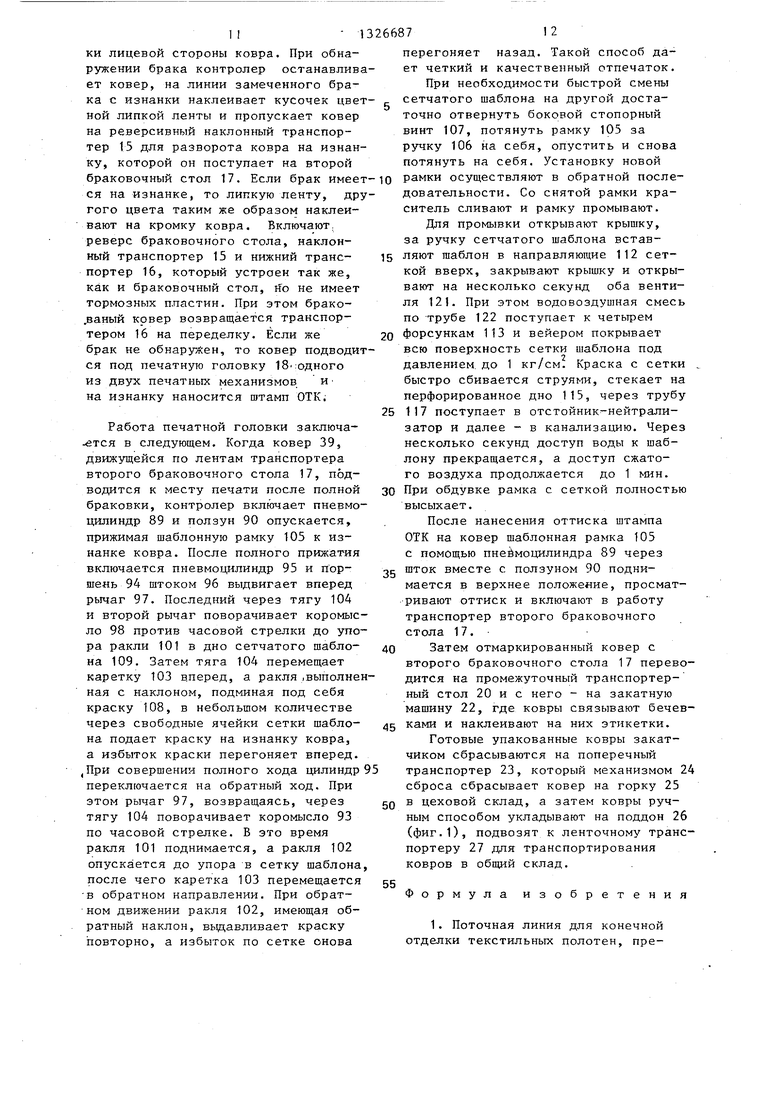
Закатный стол 1(фиг.2 и 3) состоит из гладкой металлопластмассовой плоскости 29 с ножками. На плоскости
0 через натяжной 30 и приводной 31 валики натянуты полосы транспортерных лент 32. На выходе стола в его плоскости имеются прорези 33, через кото- рые проходят стальные серпообразные
5 секторы 34, поднимаемые и опускаемые штоком 35 от пневмодилиндра 36.В пе- Ъедней части стола на боковьгх связях 37 закреплен передний ограничительный или предохранительный щиток 38, который удерживает падатощий ковер 39 на откидном щитке 40 при отсутствии подвесной люльки 4 конвейера 3, Щиток 40 откидывается вниз штоком поршня 41 пневмоцилиндра 42.
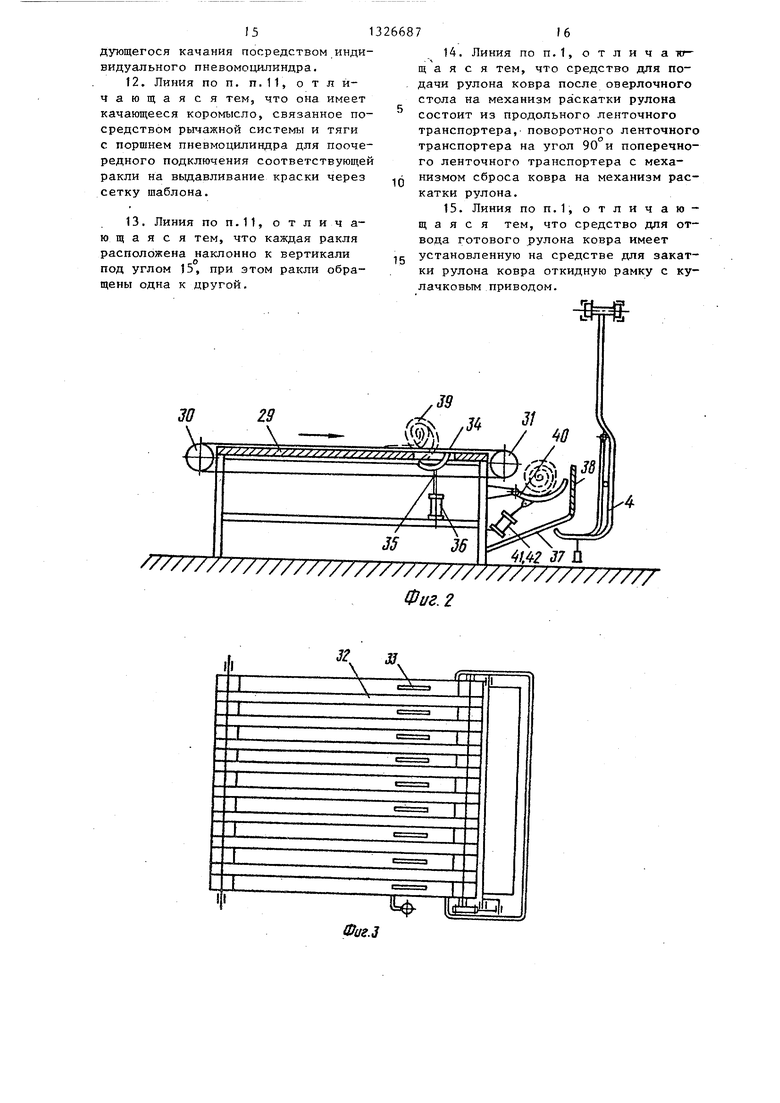
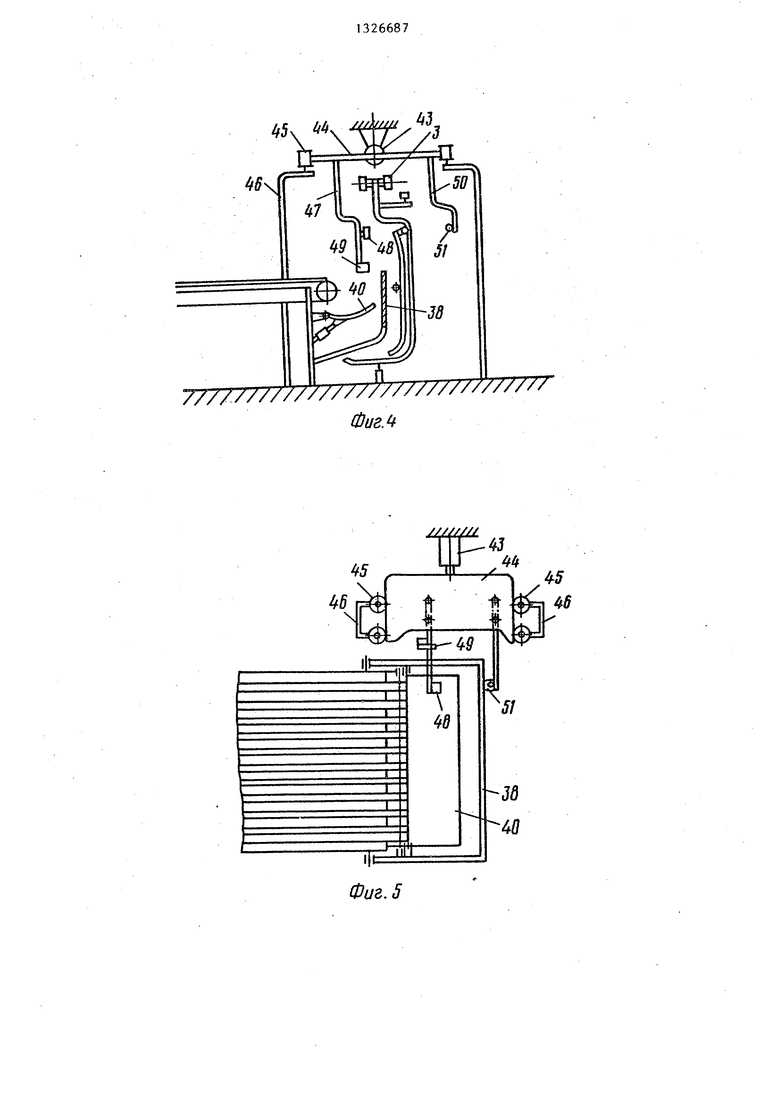
Механизм 2 центрации ковра (фиг.4 и 5) состоит из пневмоцилиндра 43, который жестко прикреплен к направляюБ1ему каркасу цепного конвейера 3 и шток поршня которого связан с подвижной плитой 44, четырех направляющих роликов 45 с буртиками, закрепленных на стойках 46, стойки 47, на которой закреплен фотоэлемент 48 и контактная пластина 49, второй стойки 50 с электрической лампочкой 51.
Фотоэлемент 48 и электрическая лампочка 51 с закрытым тубусом для подачи направленного луча света на поперечной связи стоек 47 и 50 устанавливаются с возможностью их перестановки, что зависит от ширины ковра, так как в общем потоке периодически могут быть пропущены ковры разной ширины.
Учитывая, что в общем потоке со стригальных машин полотно ковров может смещаться влево и вправо на величину до ±500 мм, т.е. максимум на 1000 мм, предусмотрен ход поршня на общую длину до 1100 мм. Пневмо- или гидродилиндр 43 жестко прикреплен на отдельном кронштейне к каркасу направителей цепи конвейера, а шток поршня жестко связан с подвижной плитой 44, которая может перемещаться по направляющим роликам 45.
Механизм 5 гашения колебаний люльки (фиг.6) в поперечном направлении и частично в продольном представляет собой два направляющих уголка 52 которые жестко прикреплены к каркасу направляющих конвейера, а на каж- ;цой люльке на боковом кронштейне закреплены два ролика 53, Как бы люлька ни раскачивалась, отклонения ее вблизи подвески относительно малы и люлька 4 своим передним роликом легко заходит в более широкий участок между уголками 52, а далее проход между уголками сужается и ролики гасят колебания люльки, подготавливая каждую люпьку для захода в нижние направляющие.
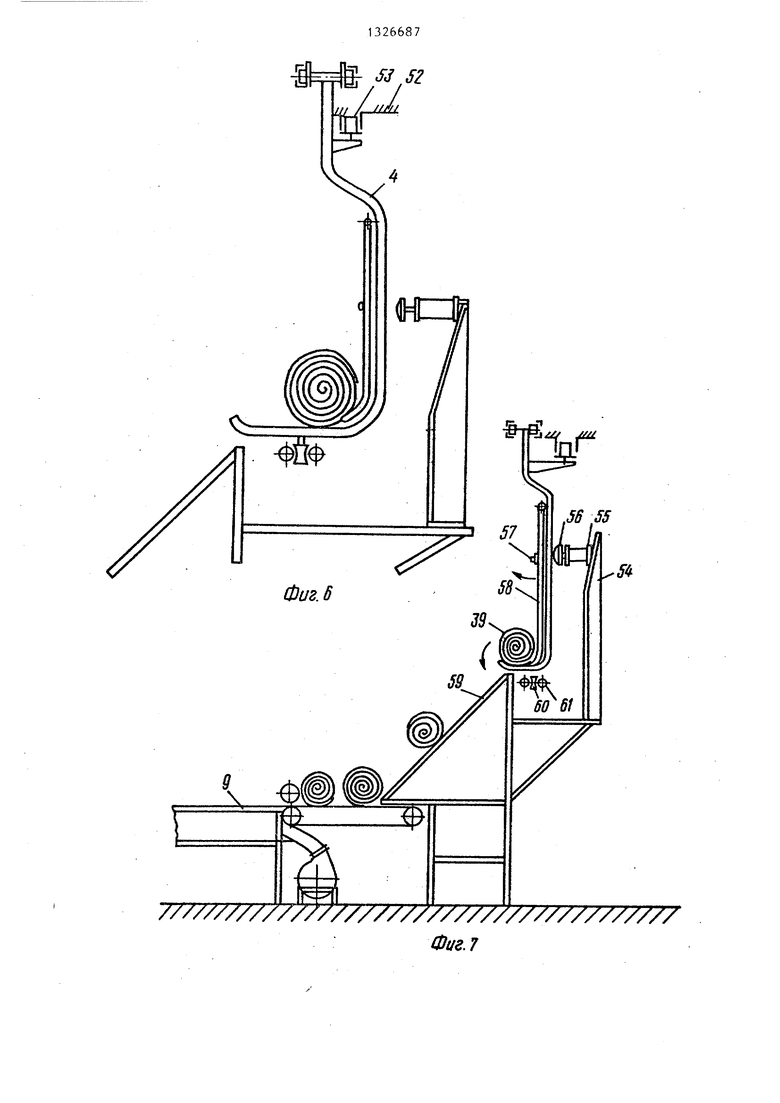
Механизм 7 сброса (фиг.7) состоит из кронштейна 54, пневмоцилиндра 55, упорного грибка 56, который i упирается в перекладину 57 откидного щитка 58 люльки, который сбрасывает ковер 39 на горку 59 накопителя. Люлька при сбросе устойчива благодаря расположению двух нижних
роликов 60 в трубчатых направляюпщх 61. Падаюпр1е ковры 39 скатываются на механизм раскатки и поступают на оверлочные столы 9. .
После поступления первого ковра в
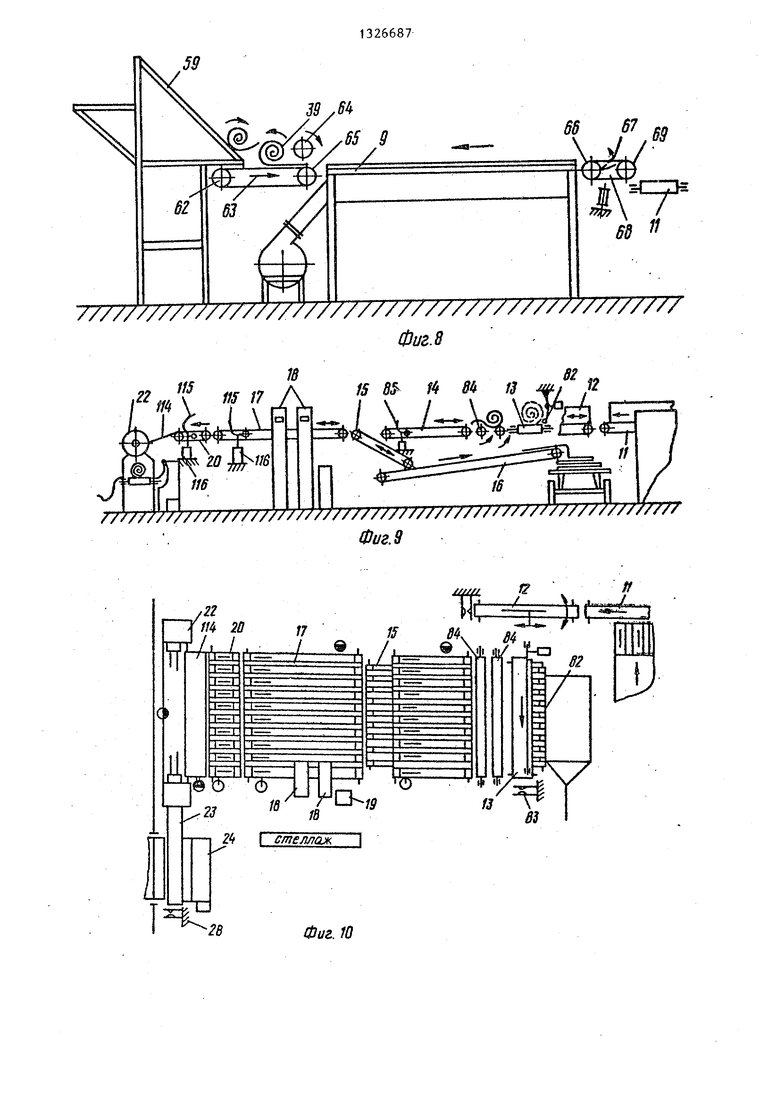
5 накопитель 8 любого оверлочного стола , ковер начинает раскручиваться механизмом раскрутки (фиг.8), который состоит из наклонной горки 59 накопителя, натяжного валика 62,
Q ленточного транспортера 63, упорного раскатного валика 64, приводного валика 6 с выдачей раскатанного ковра 39 на перфорированную плоскость оверлочного стола 9 на воздуш5 ной подушке.
Обшитый ковер подталкивается работницей к механизму второй закатки ковра, который вьшолнен по тому же принципу, что и первый закат1гый стол, но
0 с меньшими габаритами (фиг.8) и состоит из натяжного валика 66, секторных пластин 67, размещенных между транспортерными лентами 68, приводимых в движение ведущим валиком 69. Отключается стол кнопкой Стоп.
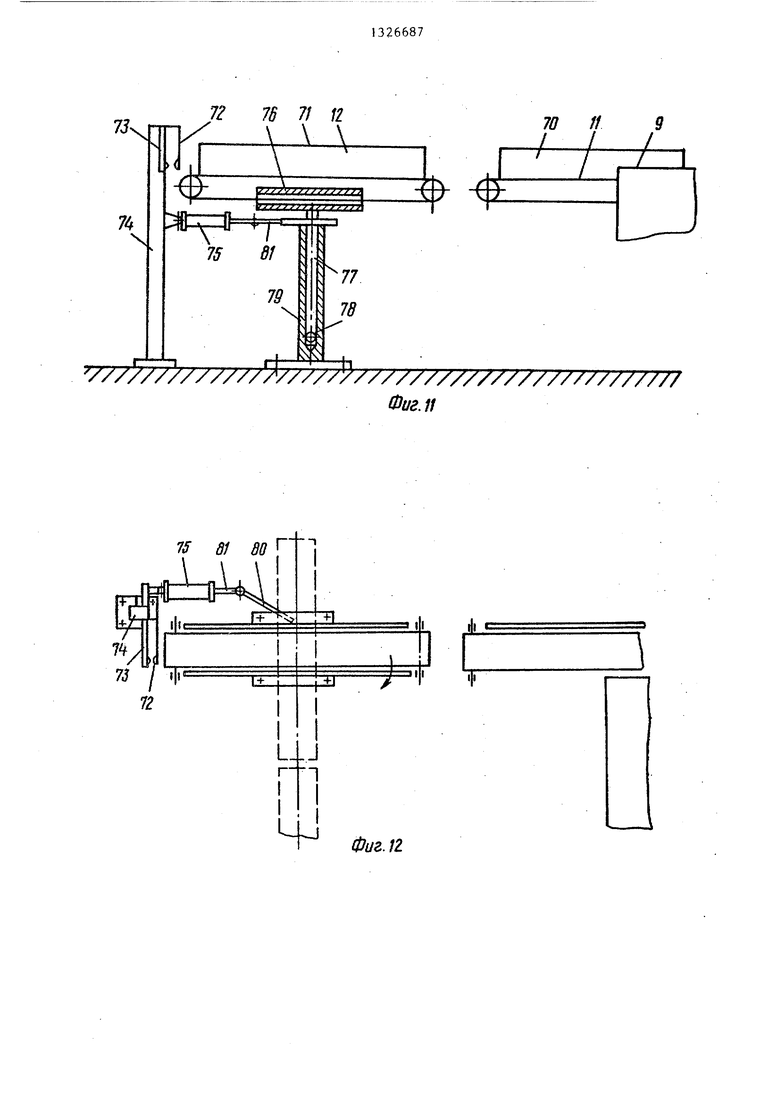
После закатки работница отключает секторные пластины и ковер падает на ленту продольного общесборочного ленточного транспортера 11. Затем ковер вдоль бокового щита 70 (фиг.11 и 12) транспортера 11 переходит на поворотный ленточный транспортер 12 между двумя боковыми щитами 71 и касается контактной пластины 72. После полного перехода ковра на транспортер 12 пластиной 72 он замыкает контакт 73, который закреплен на неподвижной стойке 74, в результате чего прекращается движение транспортера 11 и поворотного транспортера 12 и включается привод пневмоцилиндра 75 на поворот транспортера 12 по часовой стрелке на 90 . Транспортер 12 закреплен на поg воротной плите 76, осью 77 опирающейся на шарик 78 в трубе 79. Поворот плиты 76 осуществляется через шатун 80 штоком 81 поршня пневмоцилиндра 75, После поворота на 90
5
0
5
0
транспортер через концевой включатель известным способом включает реверсивный привод транспортера для передачи ковра на поперечный транспор тер 13, Одновременно включается при- 5 вод последнего.
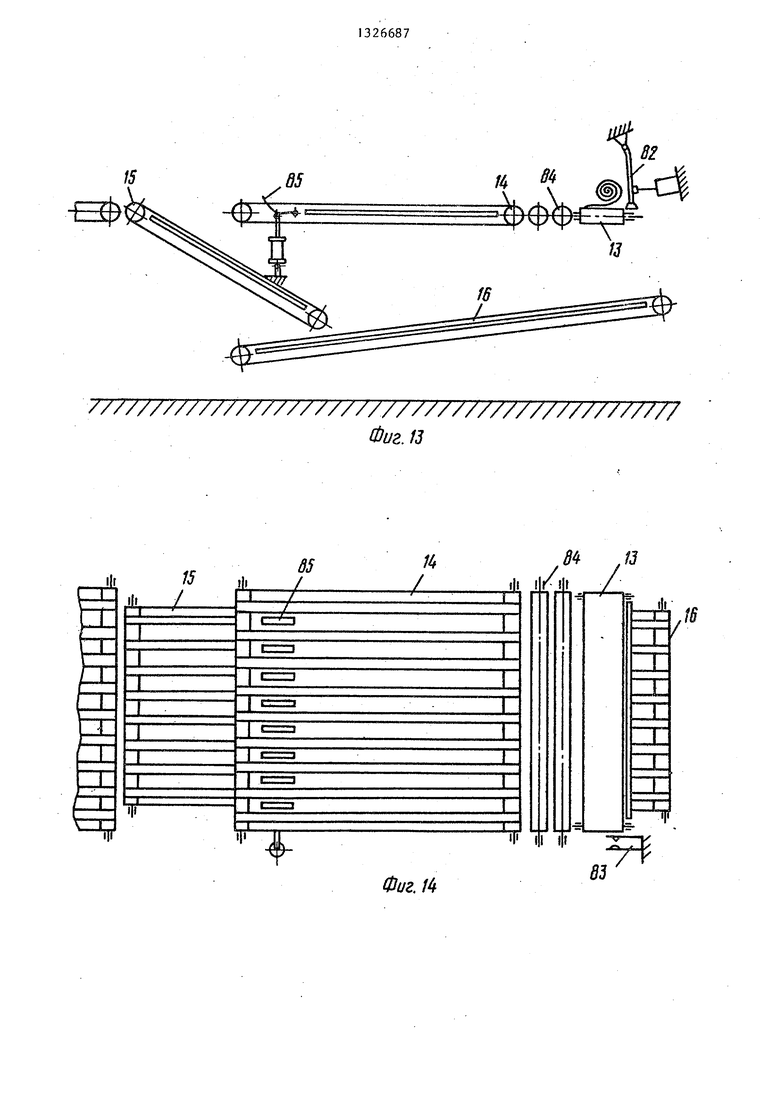
Пройдя по всему поперечному транспортеру 13 вдоль откидной рамки 82, ковер нажимает на контактную пластину 83, которая известным способом 0 отключает поперечный и поворотный транспортеры, включает обратный поворот поворотного транспортера и пневмопривод откидной рамки 82 для сброса
101 и задней 102 раклей, подвижной каретки 103, шарнирной тяги 104, шаб лонной рамки 105, вьщвижной ручки 106 рамки, бокового стопорного винта 107, густой краски 108, налитой на сетку шаблона 109. В такой печатной головке для более четкого отпечатка оттиска на ковре используется двойное выдавливание краски через сетчатый трафарет с помощью двойных качающихся раклей.
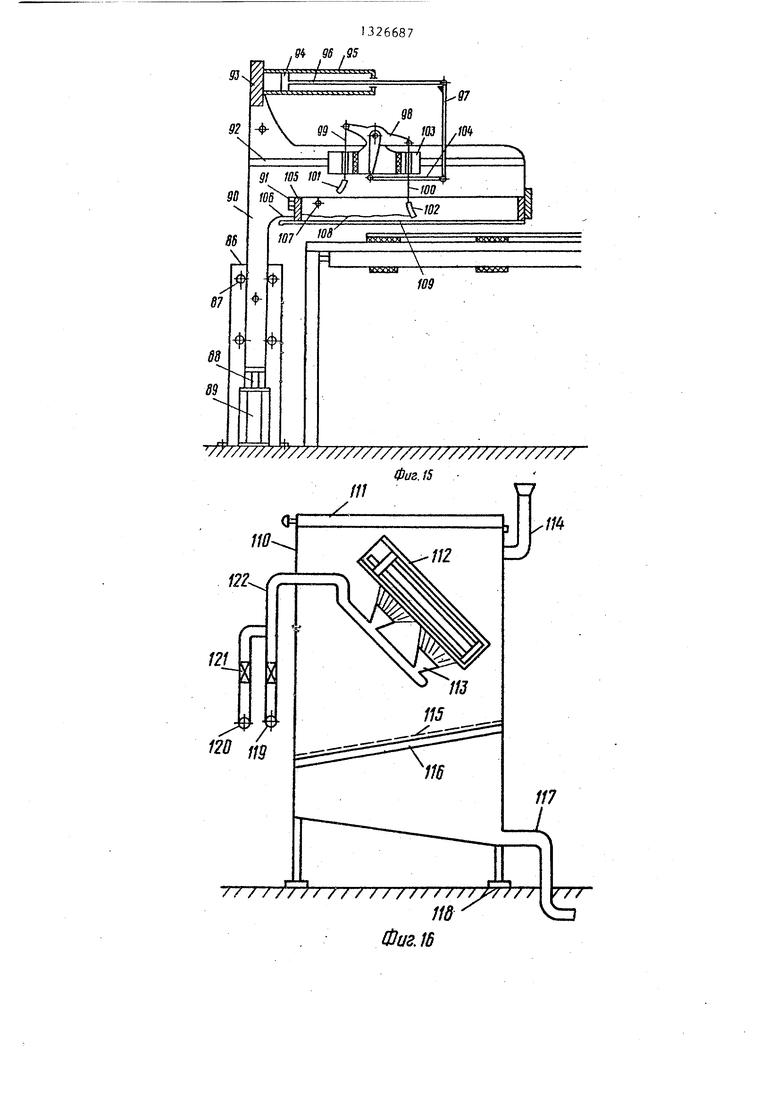
Промывка сетчатых шаблонов штампов ОТК осуществляется рядом с печат ной головкой в промывной ванне 19,
ковра на раскатные валики 84. Обрат- (фиг. 16),, которая состоит из корпуса 110, откидной крышки 11, боковых наклонных направляюш 1Х 112 для
ный ход откидной рамки осутцествляет- ся также известным способом через
концевой включатель в реднем положении. При
крайнем пе- возврате отустановки рамки сетчатых шаблонов в наклонном положении, форсунок 113
кидной рамки пневмопривод не отключа-20 для про№шки рамок, трубки 114 для
ется и рамка жестко фиксируется в крайнем заднем положении. Поворотный транспортер после возвращения на место также концевым включателем включает прямой ход себе и продольному ленточному транспортеру 11. Цикл- работы восстанавливается.
Ковер, поступивший на раскатные валики 84 непрерывно раскатывается и подается на транспортерные ленты первого браковочного стола 14. Бра-, ковочный-стол устроен так же, как и первый закатный стол, но вместо секторных закатных пластин на нем установлены плоские тормозные пластины которые при таком же пневмоподъеме могут затормозить движение ковра, не обход имое контролеру. Затем ковер подают на реверсивный наклонный транпортер 15 с (Транспортерными лентами для разворота ковра на изнанку. Как только ковер сойдет со стола 14 и с тормозных пластин 85,первый контроле переключает наклонный транспортер 15 на реверс и ковер изнанкой поступает на второй браковочный стол .(см.фиг.13 и 14).
Печатная головка (фиг.15) состоит из станины 86, направляющих роликов 87, штока 88 поршня пневмо- или |Гидроцш1индра 89, рамы ползуна 90, двух боковых направляющих пазов 91 ДЛЯ печатных рамок, направляюпгднх боковых пазов 92 для каретки, верхней связи 93 ползуна, поршня 94 пневмо- или гидроцилиндра 95 со штоком 96, кронштейна-рычага 97 поршня, коромыс а 98, ползунов 99 и 100, передней
101 и задней 102 раклей, подвижной каретки 103, шарнирной тяги 104, шаблонной рамки 105, вьщвижной ручки 106 рамки, бокового стопорного винта 107, густой краски 108, налитой на сетку шаблона 109. В такой печатной головке для более четкого отпечатка оттиска на ковре используется двойное выдавливание краски через сетчатый трафарет с помощью двойных качающихся раклей.
Промывка сетчатых шаблонов штампов ОТК осуществляется рядом с печат ной головкой в промывной ванне 19,
установки рамки сетчатых шаблонов в наклонном положении, форсунок 113
5
0
5
0
сброса воздуха в атмосферу или непосредственно в цех, ложного перфорированного дна 115, опор 116 для ложного дна, трубы 117 для слива воды в канализацию через отстойник и нейтрализатор (не показаны) .JCpo- ме того, имеются четыре ножки 118, подводящая труба 119 для сжа:того возд-уха, подводящая труба 120 для теплой воды и два запорных вентиля 121. На промывку подается смесь воды, и воздуха по трубе 122 к форсункам 113.
Быстрота и эффективность промывки сеток увеличиваются благодаря использованию для промывки смеси теплой воды с воздухом. За счет кавитации воздушных пузырьков в воде сетки промываются за считанные секунды и даже не требуют переворота рамок для наружной промывки.
Далее отмаркированный ковер с второго браковочного стола 17 транспортерными -лентами переводится на проме- 5 жуточный транспортерный стол 20 и с него по наклонной плоскости 114 подводится в пальцы закатной машины 22 (фиг.9 и 10). Второй браковочный стол 17 изнанки ковра и промежуточный стол 20 имеют тормозные пластины 115, которые могут поднимать-- ся и опускаться с помощью пневмоци- линдров 116.
0
55
Поскольку ковер на первом брако- вочном столе 14, наклонном транспортере 15, втором браковочном 17 и промежуточном 20 столах не смещается в поперечном наполнении, его
можно направлять в пальцы закатной машины 22 автоматически.. Ковры после закатки связывают бечевками ручным iCnoco6oM и наклеивают на них этикетки.
Включение и выключение прямого и обратного хода браковочных столов, наклонного транспортера, нижнего транспортера, промежуточного стола и закатной машины осуществляются включением кнопок без автоматического режима. Подключение тормозных пластин осуществляется поворотом распределительных кранов вручную. Включение печатных головок может быть как автоматическим, с использованием фотоэлементов, так и ручным.
Готовые упакованные ковры (фиг.9 и 10) закатчиком сбрасываются на поперечный транспортер 23 и подводят к контактной пластине 28, которая автоматически, не останавливая транспортера, механизмом 24 сброса сбрасывает ковер на горку 25 в цеховой склад, откуда рабочий укладывает ков ры на поддон 26 (фиг.1) крестовым способом в несколько ярусов, и далее поддон электропогрузчиком подвозится к ленточному транспортеру 27 для транспортировки ковров в общий склад.
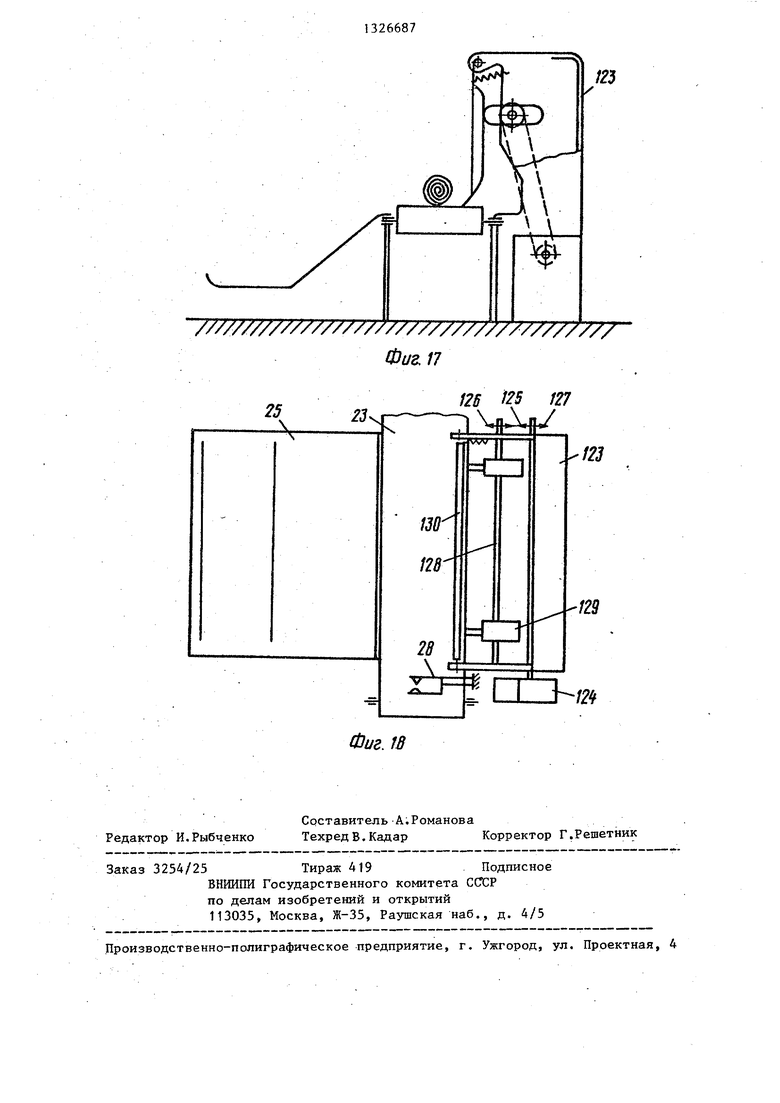
Механизм 24 сброса (фиг.17 и 18) состоит из станины 123, приводного редуктора 124, цепной передачи 125, приводных звездочек 126 и 127, приводного вала 128, на котором закреплены два кулачка 129, откидной рамки 130 с ребрами. Механизм 24 связан с ленточным транспортером 23 закатной машины, контактной пластиной 28 и горкой 25.
JQ ковра, она замыкает контакт, который подключает исполнительный механизм отключения движения плиты 44, и плита останавливается до подхода очередной подвесной люльки. При этом фотоэлемент 48 и световая электролампочка 51 установлены на поперечной связи так, что пересечение луча корпусом подвесной люльки происходит в той точке, в которой ось подвески люльки совпадает с центром тяжести ковра.При пересечении луча Света люлькой фотоэлемент 48 включает пневмоцилиндр 42 откидного щитка 40 и ковер сбрасывается в люль45 У этом тот же фотоэлемент на короткое время останавливает конвейер. После сброса ковра откидной щиток в своем крайнем нижнем положении на короткое время через реле вреПри подходе ковра па транспортеру 23 к контактной пластине 28 и после замыкания контактов включается редуктор 124. Последний через цепную передачу поворачивает на один оборот приводной вал 128, который своими кулачками 129 откидывает откидную рамку 130, а она сбрасывает ко- сп мени известным способом отключает фо- вер на горку 25, на останавливая тоэлемент и включает пневмоцилиндр 42 транспортера 23. При сбросе ковра откидного щитка 40 на подъем контактная пластина размыкается;ку- и одновременно включает пневмоци- лачки отключают концевой выключатель линдр 43 на обратный ход плиты 44. и останавливают привод редуктора пос- -, Отключение обоих пневмоцилиндров-.осу- ле полного оборота приводного вала 128. После этого цикл повторяется.
Поточная линия работает следующим образом.
ществляется концевыми выключателями на конечных участках хода. При обратном ходе плиты 44 и щитка 40 одновременно включается в работу кон
0
-
При работе каждый отрезанный ковер 39 ложится на транспортерные ленты 32 и в расправленном виде движется по столу 1. На пути движения ковра пневмоцилиндр 36 поднимает секторы 34 в верхнее положение и ковер, упираясь в них, начинает закручиваться в рулон (фиг.2, пунктиром). После закрутки ковра секторы опускаются и ковер транспортерными лентами сбрасывается на откидной щиток 40, ожидая подхода очередной люльки 4.
Подъем и опускание секторов 34 осуществляются известным способом 5 с использованием фотоэлемента в автоматическом режиме: подходящий к секторам ковер перекрывает луч света и фотоэлемент включает подъем секторов, а после скручивания ковра вновь открывается луч света, фотоэлемент опускает секторы пневмоци- линдром и скатанный ковер лентами транспортера подводится и сбрасывается в откидной щиток 40.
Далее включается пневмоцилиндр 43 и плита 44 перемещается вперед вместе с контактной пластиной 49. Как только контактная пластина коснется торца
ковра, она замыкает контакт, который подключает исполнительный механизм отключения движения плиты 44, и плита останавливается до подхода очередной подвесной люльки. При этом фотоэлемент 48 и световая электролампочка 51 установлены на поперечной связи так, что пересечение луча корпусом подвесной люльки происходит в той точке, в которой ось подвески люльки совпадает с центром тяжести ковра.При пересечении луча Света люлькой фотоэлемент 48 включает пневмоцилиндр 42 откидного щитка 40 и ковер сбрасывается в люль У этом тот же фотоэлемент на короткое время останавливает конвейер. После сброса ковра откидной щиток в своем крайнем нижнем положении на короткое время через реле вре
мени известным способом отключает фо- тоэлемент и включает пневмоцилиндр 42 откидного щитка 40 на подъем и одновременно включает пневмоци- линдр 43 на обратный ход плиты 44. Отключение обоих пневмоцилиндров-.осу-
мени известным способом отключает фо тоэлемент и включает пневмоцилиндр 4 откидного щитка 40 на подъем и одновременно включает пневмоци- линдр 43 на обратный ход плиты 44. Отключение обоих пневмоцилиндров-.осу
ществляется концевыми выключателями на конечных участках хода. При обратном ходе плиты 44 и щитка 40 одновременно включается в работу кон
9
вейер 3. Спустя 15-20 с после включния конвейера реле времени вновь включает фотоэлемент и. электрическая схема работает закатного стола механизма центрации ковра восстанавливается на новый цикл работы.
После сброса закатанного ковра в люльку и включения конвейера в работу в автоматическом режиме люльки на поворотах из-за возникновения инерционных сил начинают раскачиваться, а закреплять подвеску люл в двух точках нельзя из-за наличия Подъемов и спусков линии конвейера. Раскачивание лкшек недопустимо для последующих операций, поэтому .на линии конвейера перед началом сбса ковра с люльки в силу вступает механизм 5 гашения колебаний.
Подача ковров к каждому овер- лочному столу 9 (фиг.1, третий стол не показан) осуществляется последовательной программой, т.е. если первый ковер сбрасывается на первый стол, то второй - на второй, третий на третий, и цикл повторяется.
Как только первая люлька с ковром 39 подойдет к первому оверлочно му столу 9, фотоэлемент этого стола (не показан) останавливает конвейер и включает пневмоцилиндр 55. При эт люлька устойчиво подвешена в конвейере, а внизу устойчива благодаря наличию роликов 60 в направляющих 6 (фиг.7). Грибок 56, упираясь в перекладину 57, легко отклоняет откидно щиток 58 и сбрасывает ковер 39 на горку накопителя 8 (фиг.1). При скатьгоании ковер не раскручивается, а наоборот, скручивается и поступае в механизм раскрутки.
После сброса ковра грибок 56 чер концевой выключатель включает порше
на обратный ход, а на конечном участ- 45 редачи ковра 39 на поперечный транс- ке грибок отключает фотоэлемент перво- портер 13 (фиг.9 и 10). Одновременно го стола и включает конвейер.
Второй ковер при отключенном фотоэлементе первого оверлочного стола
50
второй люльки на первом столе не останавливается и проходит до следующего фотоэлемента, т.е. к второму столу. Здесь цикл сброса повторяется, и отключается второй фотоэлемент. Таким же образом осуществляется на третьем столе, если он необходим в работе, но далее, после третьего стола, сброс происходит на втором столе, потом на первом и т.д., т.е.
55
включается привод поперечного транспортера. Посредством откидной рамки 82 ковер сбрасывается на раскатные валики 84.
Ковер, который поступает на раскатные валики 84, непрерывно раска- тывается и подается на транспортерные ленты первого браковочного стола 14. Этот стол может включаться и отключаться контролером. Стол имеет реверсивный привод для осуществления подачи ковра назад. Контролер при этом просматривает качество оверлов0
6687
10
тоследовательность включения фотоэлементов происходит не по кольцевой линии, а челночным способом.
При такой системе сброса ковров и Количестве оверловочных столов в накопителях за цикл раздачи накапливается не более двух ковров, поэт.ому при раскатке в механизме раската они друг другу не мешают.
Включение раскатного механизма на раскатку ковра осуществляется оверлочницей через пусковую кнопку (фиг.8). При обшивании последней
5 кромки ковра оверлочница левой рукой нажимает кнопку пуска раскатного,механизма; ковер с раскатного механизма, опираясь на ролик 64 в зазоре между валиком и лентами транспортера, пере0 |Ходит на перфорированньгую плоскость стола 9, под которую из камеры вентилятором нагнетается воздух, и плавно по воздуху вслед за уходящим ковром, обшиваемом оверлоком.
25 Для включения механизма закатки предусмотрены две пусковые кнопки, одной из которых осуществляют вклю- в работу транспортерных лент закатного стола 10 (фиг.1), а вто0 рой - подъем и опускание -закатных секторных пластин.
Ковер сходит с перфорации стола на воздушной подушке и ложится на ленты закатного стола, транспортируется зтими лентами к секторным пластинам и закатывается на них.
Все ковры с продольного транспортера 11 поочередно переходят на поворотный транспортер 12. Транспортеры работают в автоматическом режиме.
После поворота на 90° транспортер 12 через концевой выключатель известным способом включает реверсивный привод транспортера для пе35
0
редачи ковра 39 на поперечный транс- портер 13 (фиг.9 и 10). Одновременно
включается привод поперечного транспортера. Посредством откидной рамки 82 ковер сбрасывается на раскатные валики 84.
Ковер, который поступает на раскатные валики 84, непрерывно раска- тывается и подается на транспортерные енты первого браковочного стола 14. Этот стол может включаться и отключаться контролером. Стол имеет реверсивный привод для осуществления подачи ковра назад. Контролер при этом просматривает качество оверловки лицевой стороны ковра. При обнаружении брака контролер останавливает ковер, на линии замеченного брака с изнанки наклеивает кусочек цветной липкой ленты и пропускает ковер на реверсивный наклонный транспортер 15 для разворота ковра на изнанку, которой он поступает на второй браковочный стол 17. Если брак имеет ся на изнанке, то липкую ленту, другого цвета таким же образом наклеивают на кромку ковра. Включают, реверс браковочного стола, наклонный транспортер 15 и нижний транс- портер 16, который устроен так же, ка.к и браковочный стол, ifo не имеет тормозных пластин. При этом брако.ваный ковер возвращается транспортером 16 на переделку. Если же брак не обнаружен, то ковер подводится под печатную головку 18 :одного из двух печатных механизмов и на изнанку наносится штамп ОТК;
Работа печатной головки заключа-ется в следующем. Когда ковер 39, движущейся по лентам транспортера второго браковочного стола 17, подводится к месту печати после полной браковки, контролер включает пневмо- ЦШ1ИНДР 89 и ползун 90 опускается, прижимая шаблонную рамку 105 к изнанке ковра. После полного прижатия включается пневмоцилиндр 95 и пор- шень 94 штоком 96 выдвигает вперед рычаг 97. Последний через тягу 104 и второй рычаг поворачивает коромысло 98 против часовой стрелки до упора ракли 101 в дно сетчатого табло- на 109. Затем тяга 104 перемещает каретку 103 вперед, а ракля |ВЫполнен ная с наклоном, подминая под себя краску 108, в небольшом количестве через свободные ячейки сетки шабло- на подает краску на изнанку ковра, а избыток краски перегоняет вперед.
|При совершении полного хода цилиндр переключается на обратный ход. При этом рычаг 97, возвращаясь, через тягу 104 поворачивает коромысло 93 по часовой стрелке. В это время ракля 101 поднимается, а ракля 102 опускается до упора в сетку шаблона после чего каретка 103 перемещается
В обратном направлении. При обрат ном движении ракля 102, имеющая обратный наклон, выдавливает краску повторно, а избыток по сетке снова
перегоняет назад. Такой способ дает четкий и качественный отпечаток.
При необходимости быстрой смены сетчатого шаблона на другой достаточно отвернуть боковой стопорный винт 107, потянуть рамку 105 за ручку 106 на себя, опустить и снова потянуть на себя. Установку новой рамки осуществляют в обратной последовательности. Со снятой рамки краситель сливают и рамку промывают.
Для промывки открывают крышку, за ручку сетчатого шаблона вставляют шаблон в направляющие 112 сеткой вверх, закрывают крышку и открывают на несколько секунд оба вентиля 121. При этом водовоздушная смесь по трубе 122 поступает к четьфем форсункам 113 и вейером покрывает всю поверхность сетки шаблона под давлением, до 1 кг/см. Краска с сетки быстро сбивается струями, стекает на перфорированное дно 115, через трубу 117 поступает в отстойник нейтрали- затор и далее - в канализацию. Через несколько секунд доступ воды к шаблону прекращается, а доступ сжатого воздуха продолжается до 1 мин. При обдувке рамка с сеткой полностью высыхает.
После нанесения оттиска штампа ОТК на ковер шаблонная рамка 105 с помощью пнеймоцилиндра 89 через шток вместе с ползуном 90 поднимается в верхнее положение, просматривают оттиск и включают в работу транспортер второго браковочного стола 17.
Затем отмаркированный ковер с второго браковочного стола 17 переводится на промежуточный транспортерный стол 20 и с него - на закатную машину 22, где ковры связывают бечевками и наклеивают на них этикетки.
Готовые упакованные ковры закат- чиком сбрасываются на поперечный транспортер 23, который механизмом 2 сброса сбрасывает ковер на горку 25 в цеховой склад, а затем ковры ручным способом укладывают на поддон 26 (фиг.1), подвозят к ленточному транспортеру 27 для транспортирования ковров в общий склад.
Формула изобретения
1. Поточная линия для конечной отделки текстильных полотен, пре13
имущественно ковров, содержащая подающий стол для ковров, по меньшей мере один стол для оверловки ковра, стол для браковки лицевой стороны ковра, стол для браковки изнаночной стороны ковра, средство для подачи ковра и средство Для отвода готового ковра, отличающаяс тем, что, с целью расптрения технологических возможностей за счет отделки ковров разной ширины, она имеет средство для закатки ковра в рулон, смонтированное в подающем столе, расположенный перед оверлоч- ным столом накопитель для рулонов ковров, средство для разворота ковра на изнаночную сторону, расположенное .после стола для браковки лицевой стороны ковра, установленную над последним, по меньшей мере,одну печатную головку, механизм раскатки рулона ковра, установленный перед овер- лочным столом после накопителя и .перед столом для браковки лицевой стор ны ковра, средства для закатки ковра в рулон, одно из которых установлено после оверлочного стола, а другое после стола для браковки с изнаночной стороны, при этом овер- лочный стол расположен перед столом для браковки лицевой стороны ковра, средство для подачи рулона ковра в накопитель представляет собой цепной конвейер с подвесными люльками, каждая из которьк имеет откидную рамку для сброса рулона ковра, а подающий стол снабжен механизмом центрирования рулона ковра относительно центра подвески люльки.
2.Линия по п.1, отличающая с я тем, что подающий стол имеет транспортерные ленты для размещения на них ковра и закрепленные
на конце стола приемный откидной щи- ток и упорные элементы для рулона, при этом средство для закатки состоит из вогнутых пластин, установленны с возможностью подъема и опускания посредством пневмо- или гидроцилинд- ров.
3.Линия ПОП.1, отличающаяся тем, что механизм центрирования рулона ковра относительно центра подвески лкшьки состоит из пневмо- или гидроцилиндра, плиты, закрепленной на его штоке, направляющих роликов для установки на них плиты для ее перемещения до торца ру10
15
20
-25 ЗО ,. 40
326687
.пона, подвижной контактной пластины для нащупывания рулона ковра в средней его части и регулируемого фотоэлемента наличия рулона.
4.Линия ПОП.1, отличающаяся тем, что оверлочный стол имеет установленную под ним камеру, соединенную с системой подачи сжатого воздуха, при этом стол вьтол- нен перфорированным.
5.Линия ПОП.1, отличающаяся тем, что одна из боковых стенок каждой люльки конвейера выполнена в виде шарнирно смонтированной рамки с поперечной связью.
6.Линия по пп.1 и 5, отличающаяся тем, что она имеет закрепленный на накопителе привод перемещения рамки, вьшолненный в виде пневмоцилиндра, шток которого контактирует с рамкой для ее поворота при сбросе рулона ковра в накопитель.
7.Линия ПОП.1, отличаю
щ а я с я тем, что каждый механизм раскатки рулона состоит из ленточного транспортера и опорного валика
8. Линия ПОП.1, отличающаяся тем, что каждый стол для браковки лицевой и изнаночной стороны ковра имеет приводные транспортные ленты с реверсивным ходом и откидные тормозные пластины посредством пневмоцилиндра в период притормаживания движения ковра.
9.Линия по п.1,,о т л и ч а югш, а я с я тем, что средство для разворота ковра на изнаночную сторону состоит из наклонного стола с цривод ными вдоль него транспортерными лентами посредством реверсивного электропривода.
10.Линия ПОП.1, отличающаяся тем, что она имеет под столом для браковки лицевой стороны ковра стол с приводныг и транспортерными лентами для сброса ковра на тележку для отвода его на переделку.
11. Линия ПОП.1, отличающаяся тем, что печатная головка содержит параллельно плоскости размещения ковра, рамку с сетчатым шаблоном для размещения на нем краски и средство для продавливания краски через шаблон на ковер, состоящее из подвижной в горизонтальной плос- кости каретки с двумя раклями, смонтированными с возможностью их чере15
дующегося качания посредством индивидуального пневомоцилиндра.
12. Линия по п. п.11, отличающаяся тем, что она имеет качающееся коромысло, связанное посредством рычажной системы и тяги с поршнем пневмоцилиндра для поочередного подключения соответствующей ракли на выдавливание краски через сетку шаблона.
13. Линия по п.11, о т л и ч а- ю щ а я с я тем, что каждая ракля расположена наклонно к вертикали под углом 15, при этом ракли обра1326687
16
14. Линия поп.1,отлича щ а я с я тем, что средство для подачи рулона ковра после оверлочного стола на механизм раскатки рулона состоит из продольного ленточного транспортера,- поворотного ленточного транспортера на угол 90 и поперечного ленточного транспортера с механизмом сброса ковра на механизм раскатки рулона.
15. Линия ПОП.1, отличающаяся тем, что средство дпя отвода готового рулона ковра имеет установленную на средстве для закатки рулона ковра откидную рамку с кулачковым приводом.
Фиг. 2
45ч Ч
3.
У// f///Jt
3.
ЧиФиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для заключительной отделки текстильных полотен | 1989 |
|
SU1647056A1 |
| ПОТОЧНАЯ ЛИНИЯ ОТДЕЛКИ ТЕКСТИЛЬНЫХ ПОЛОТЕН | 1971 |
|
SU303388A1 |
| Поточная линия для обработки текстильного полотна | 1990 |
|
SU1735458A1 |
| Машина для промера и браковки текстильных материалов | 1989 |
|
SU1666602A1 |
| Установка для браковки и измерения длины ткани | 1985 |
|
SU1326690A1 |
| Машина для набивки тканей сетчатыми шаблонами | 1954 |
|
SU115980A1 |
| Машина для сортировки и упаковки чулок | 1984 |
|
SU1308664A1 |
| Устройство для накопления штучных изделий | 1990 |
|
SU1791284A1 |
| Поточная линия для отделки суровой ткани | 1976 |
|
SU611955A1 |
| Установка для браковки и измерения длины ткани | 1989 |
|
SU1663076A1 |
Изобретение относится к тексткпь- ному отделочному оборудованию и позволяет расширить технологические возможности за счет отделки ковров разной ширины. Линия состоит из закатного стола 1, механизма 2 центра- ции ковра, цепного подвесного конвейера 3 с люльками 4, механизма 7 сброса ковров в лншьки. Затем ковры подают в накопитель 8, из них на оверлочные столы 9 на воздушной подушке. После оверловки ковер поступает на закатной стол 10 и по транспортерам 11, 12 подается на браковочные столы 14 и 17 для браковки ковра с лица и изнанки. Браковочный стол 17 снабжен маркировочной головкой 18. После маркировки ковер 25 ,6 (Л со tSD а Oi 00 sj да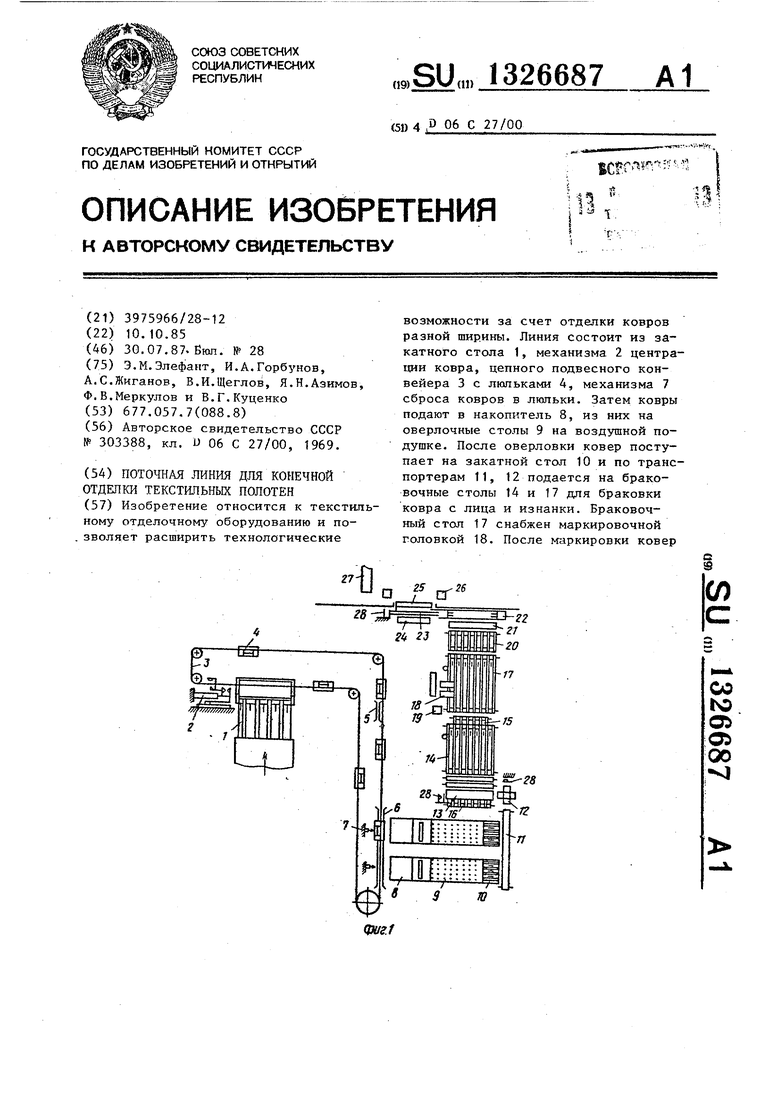
////////
(tl
4J
44
45 46
4
45
,f/
-J5 ЧД
Фие,5
Г
.f4
////////////7///////////////////////////
Фиг.
//////////////////
67
69
Фиг.8
st
//f/7///////777///////////////////////////////////////////////
Фие.9
5 81 80
Фиг. 11
Фиг.И
15
85
Фиг. 13
/,
4
/
13
JL
/
16
Ф
||
Фиг. /4
85
/ / / /
//////// ///// ///
т
Фиг. Ю
ттг
vS
///777//7// ////7/ /////////// ////////
Фиг, 17
Редактор И.Рыбченко
Составитель-А.Романова
Техред В. Кадар Корректор Г.Решетник
Заказ 3254/25Тираж 419Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно
.-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. IS
| ПОТОЧНАЯ ЛИНИЯ ОТДЕЛКИ ТЕКСТИЛЬНЫХ ПОЛОТЕН | 0 |
|
SU303388A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
