Известен прибор для черчения циклоидальных кривых.
В предлагаемом устройстве использован кинематический способ образования циклоидальных кривых.
С целью обработки боковых поверхностей этих кривых пальцевыми фрезами или абразивными стержнями методом обкатки с периодическим делением, устройство снабжено неподвижным колесом, закрепленным на столе станка, зубья внешнего зацепления которого введены в зацепление с зубьями (внутреннего зацепления) сменного колеса за счет поджимного зубчатого колеса. Последнее установлено на основании устройства и взаимодействует своими зубьями внешнего зацепления с зубьями (внешнего зацепления) сменного колеса, на котором смонтирована универсально-делительная головка.
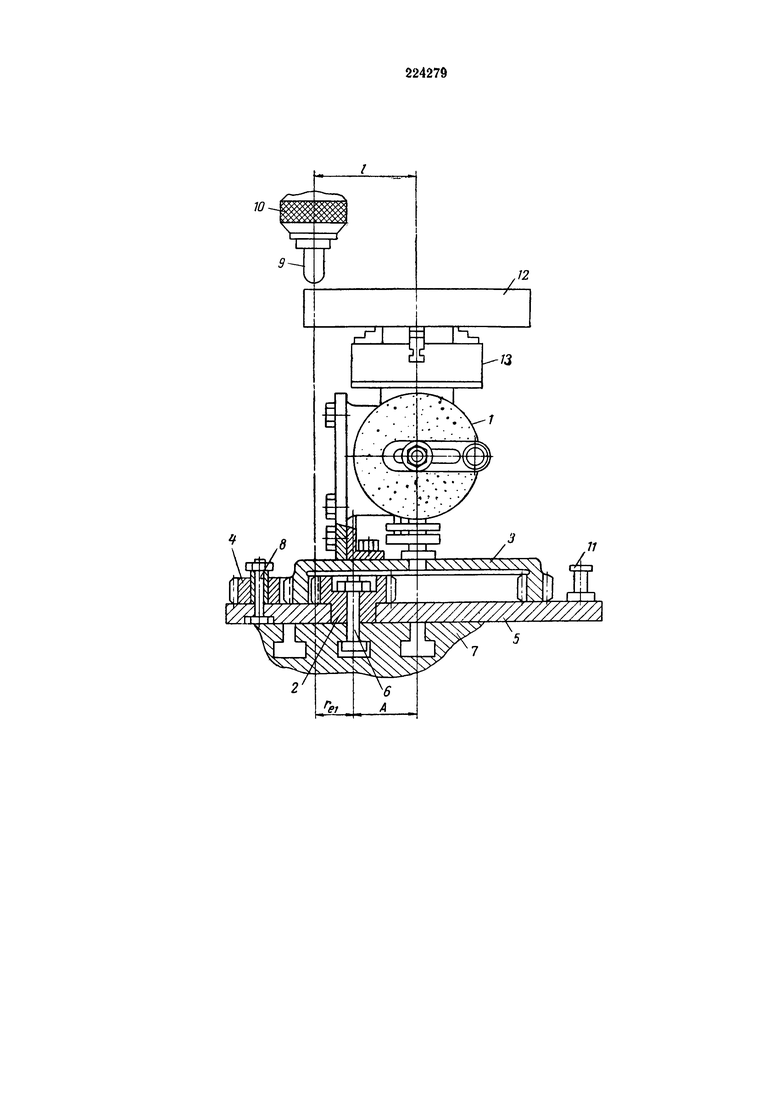
На чертеже изображено предлагаемое устройство.
Устройство для обработки зубчатых колес может быть использовано в комбинации с вертикально-фрезерным станком. Оно содержит универсально-делительную головку 1 и зубчатые колеса 2, 3 и 4. Неподвижное зубчатое колесо 2 установлено в отверстии основания 5 устройства и болтом 6 жестко прикреплено к столу вертикально-фрезерного станка. На сменном зубчатом колесе 3 смонтирована универсально-делительная головка 1.
Зубчатый венец сменного колеса 3 имеет зубья для внутреннего и внешнего зацеплений. Зубья внутреннего зацепления сменного колеса введены в зацепление с зубьями внешнего зацепления неподвижного колеса 2 за счет поджимного зубчатого колеса 4, находящегося в зацеплении с зубьями внешнего зацепления сменного колеса 3. Поджимное зубчатое колесо 4 установлено на пальце 8 и жестко закреплено на основании устройства. Крепление пальца в пазу основания устройства аналогично креплению пальца на рычаге гитары сменных зубчатых колес зубофрезерного станка.
При нарезании зубчатых колес вместо абразивного стержня 9 и цанговой оправки 10 в трехкулачковом патроне устанавливается пальцевая фреза.
Число нарезаемых зубьев
где zв.с.к - число зубьев внутреннего зацепления сменного колеса;
zн.к - число зубьев неподвижного колеса;
Т - число периодических поворотов обрабатываемой заготовки.
Значение периодических поворотов обрабатываемой заготовки соответствует числу передающих элементов (шариков), установленных в полусферах ведущего диска передачи для параллельных валов с шариковыми промежуточными телами.
При делении заготовки на равные части универсальную делительную головку настраивают известными способами. Глубина резания устанавливается по нониусному лимбу вертикальной подачи стола.
С помощью конусного устройства продольного перемещения стола фрезерного станка определяется расчетное расстояние между осевыми линиями шпинделей станка и универсально-делительной головки, равное
где А - межцентровое расстояние неподвижного и сменного колес;
re1 - радиус начальной окружности неподвижного колеса.
При повороте за рукоятку 11 заготовка 12, установленная в трехкулачковом патроне 13 универсально-делительной головки, будет вращаться как вокруг своей оси (оси головки), так и вокруг межцентрового расстояния неподвижного и сменного колес. Устройство может поворачиваться механически.
Устройство для обработки зубчатых колес торцевого, цевочного и циклоидального зацепления, содержащее механизм образования циклоидальных кривых, на котором установлена универсально-делительная головка, отличающееся тем, что с целью обработки боковых поверхностей этих кривых пальцевыми фрезами или абразивными стержнями методом обкатки с периодическим делением, оно снабжено неподвижным колесом, закрепленным к столу станка, зубья (внешнего зацепления) которого введены в зацепление с зубьями (внутреннего зацепления) сменного колеса за счет поджимного зубчатого колеса, установленного на основании установки и взаимодействующего своими зубьями (внешнего зацепления) с зубьями (внешнего зацепления) сменного колеса, на котором установлена универсально-делительная головка.
