Изобретение представляет собой приспособление к универсально-фрезерному станку, обеспечивающее осуществление процесса обкатки при нарезании конических шестерен без специального оборудования. С помощью этого приспособления полоидные конические колеса нарезаются хотя и с некоторым отклонением их зацепления от теоретического, однако с достаточной для ряда практических случаев точностью.
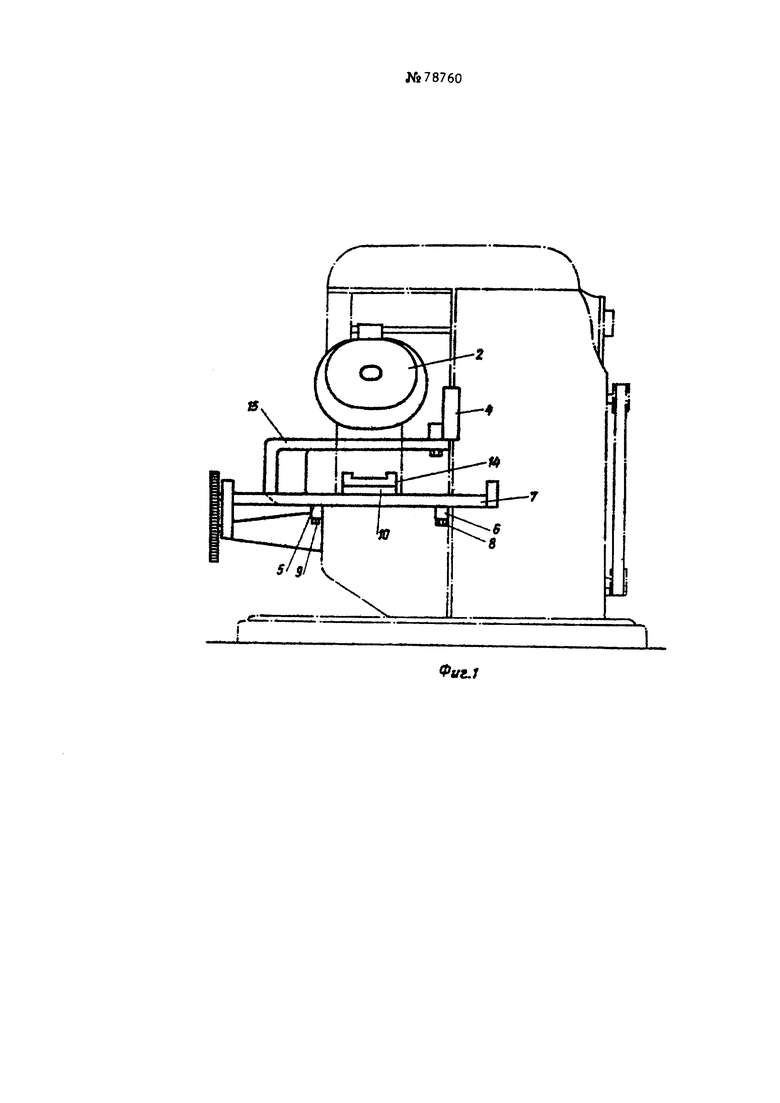
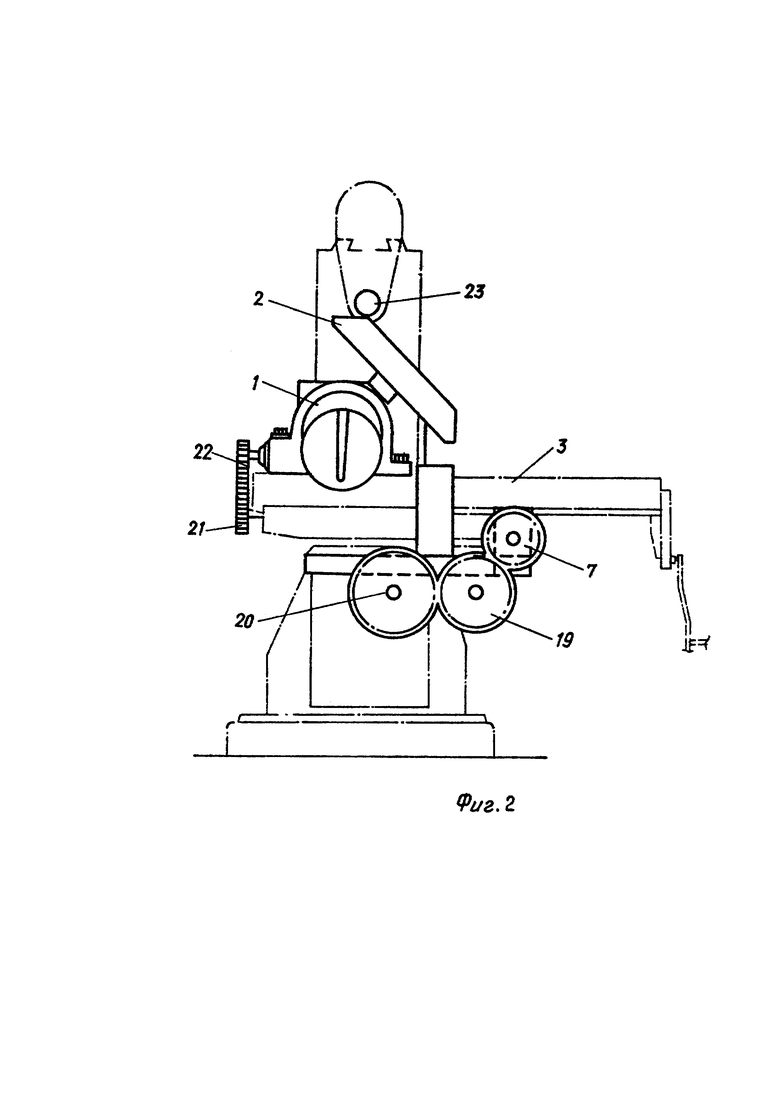
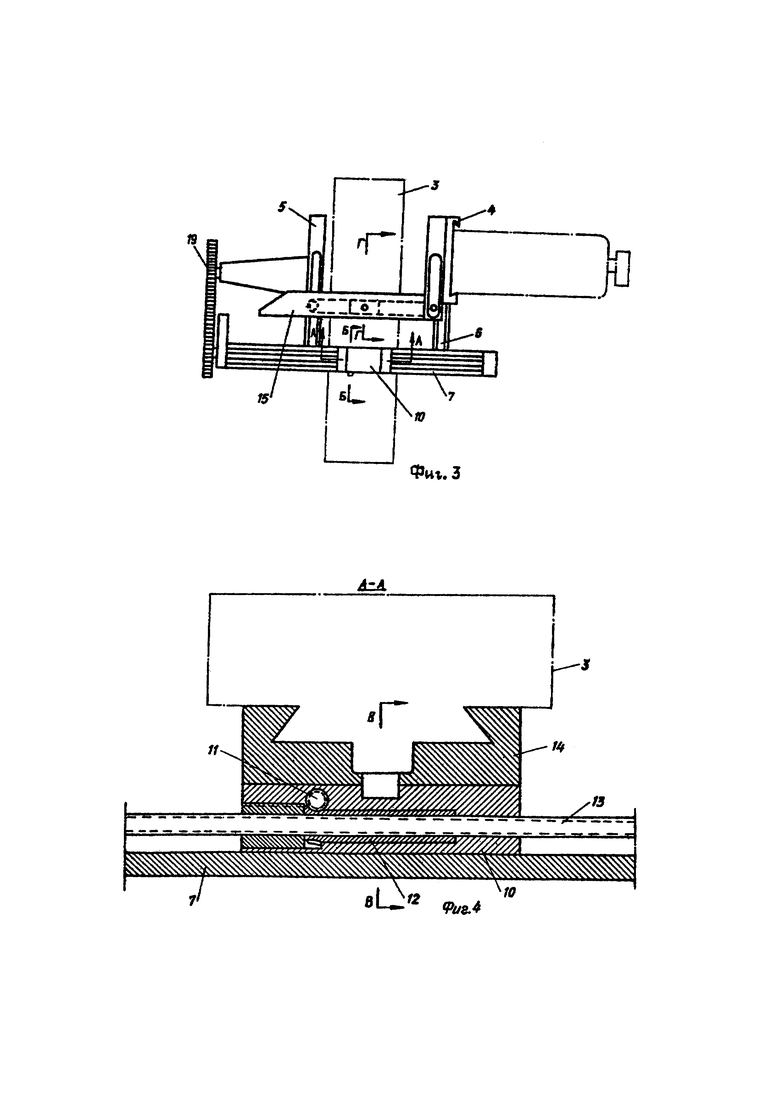
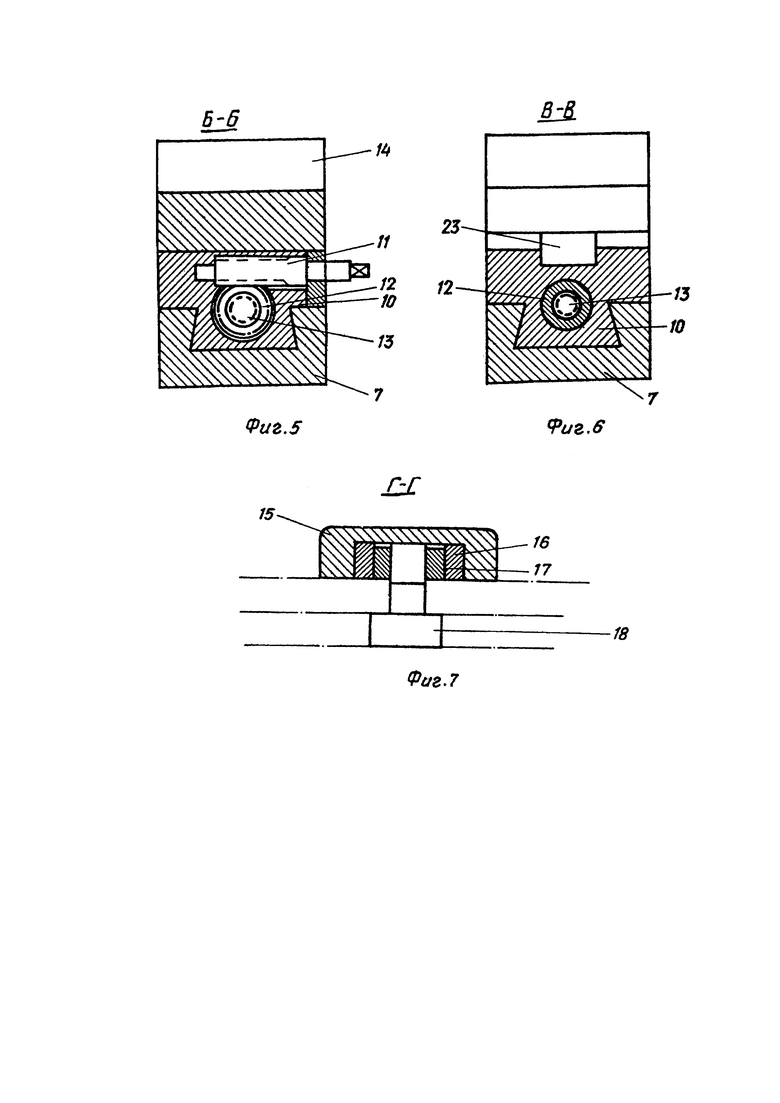
На фиг. 1-3 изображен (пунктиром) в трех проекциях универсально-фрезерный станок со смонтированным на нем приспособлением (сплошные линии); на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - разрез Б-Б на фиг. 3; на фиг. 6 - разрез В-В на фиг. 4; на фиг. 7 - разрез Г-Г на фиг. 3.
Приспособление устанавливается на универсально-фрезерный станок (на фиг. 1-3 изображен пунктиром), снабженный стандартной делительной головкой 1, на которой закрепляется заготовка 2 конической шестерни. Со станка снимаются гайки перемещения стола 3 в продольном и поперечном направлениях.
На станине станка болтами укрепляется плита 4 и балки 5 и 6. На этих балках устанавливается при помощи болтов 8, 9 направляющая 7, по которой перемещается ползун 10. Червяк 11 и червячное колесо 12 предназначаются для перемещения ползуна 10 вручную при неподвижном винте 13. На ползуне 10 шарнирно насажена каретка 14, скользящая по направляющим стола 3 станка.
На плите 4 и балке 5 укреплена направляющая 15. Эта направляющая может закрепляться параллельно оси фрезы (при обработке колес дисковой фрезой) или под некоторым углом к ней (при обработке червячной фрезой) Направляющая 15 шарнирно соединена со столом 3 в точке пересечения с осью плоского образующего колеса. Это соединение выполнено в виде свободно установленного камня 16, так же свободно сидящего на круглой гайке 17. Гайка затянута на болте 18, головка которого расположена в пазу на столе.
Винт 13 связан через гитару 19 с винтом 20 поперечной подачи стола 3. Делительная головка 1 связана с винтом 21 продольной подачи стола 3 через гитару 22.
Заготовку 2 устанавливают на делительной головке 1, затем поворачивают на угол, если фрезерование начинается снаружи или ставят его параллельно фрезе, если фрезерование начинается с внутренней стороны зуба. Заготовку 2 подводят вплотную к фрезе. Шестерни гитар 19 и 22 набирают таким образом, чтобы было обеспечено необходимое соотношение скоростей подачи стола и вращения шпинделя делительной головки 1. После пуска станка с включенными подачами проверяют угол поворота и положение червячной фрезы 23. Зазоры компенсируют вращением червяка 11. Глубина фрезерования устанавливается соответствующим подъемом стола 3. После включения станка стол получает одновременно продольное и вращательное движение. Вращение происходит вокруг вертикальной оси, пересекающей ось фрезы. В результате происходит непрерывная обкатка инструмента относительно вертикальной оси плоского образующего колеса.
1. Приспособление к универсально-фрезерному станку для обработки конических зубчатых колес с криволинейными зубцами методом обкатки с использованием червячных фрез, при помощи универсальной делительной головки, кинематически связанной с перемещением стола, отличающееся тем, что, с целью обеспечения движения обкатки инструмента относительно вертикальной оси плоского образующего колеса, освобожденному от ходовых связей стола станка сообщают одновременно продольное и вращательное движения относительно вертикальной оси, пересекающей ось фрезы в диаметральной плоскости нарезаемого колеса.
2. Приспособление по п. 1, отличающееся тем, что привод движения стола выполнен в виде кинематически связанного с делительной головкой подвижного в поперечном направлении ползуна, шарнирно соединенного со столом в точке пересечения с осью плоского образующего колеса.
