Предлагаемое приспособление к токарному станку назначается для фрезерования на нем рифлей на мукумольных вальцах, путем автоматического передвижения ВДОЛЬ станка рабочих фрез для и поворачивания в то же время обрабатываемого вальца на известный, зависящий от степени наклона рифлей угол, при чем после каждого рабочего прохода фрез по всей длине вальца и обратного их возвращения, валец поворачивается от руки ДЛЯ обделки фрезами следуюодего РИФЛЯ.
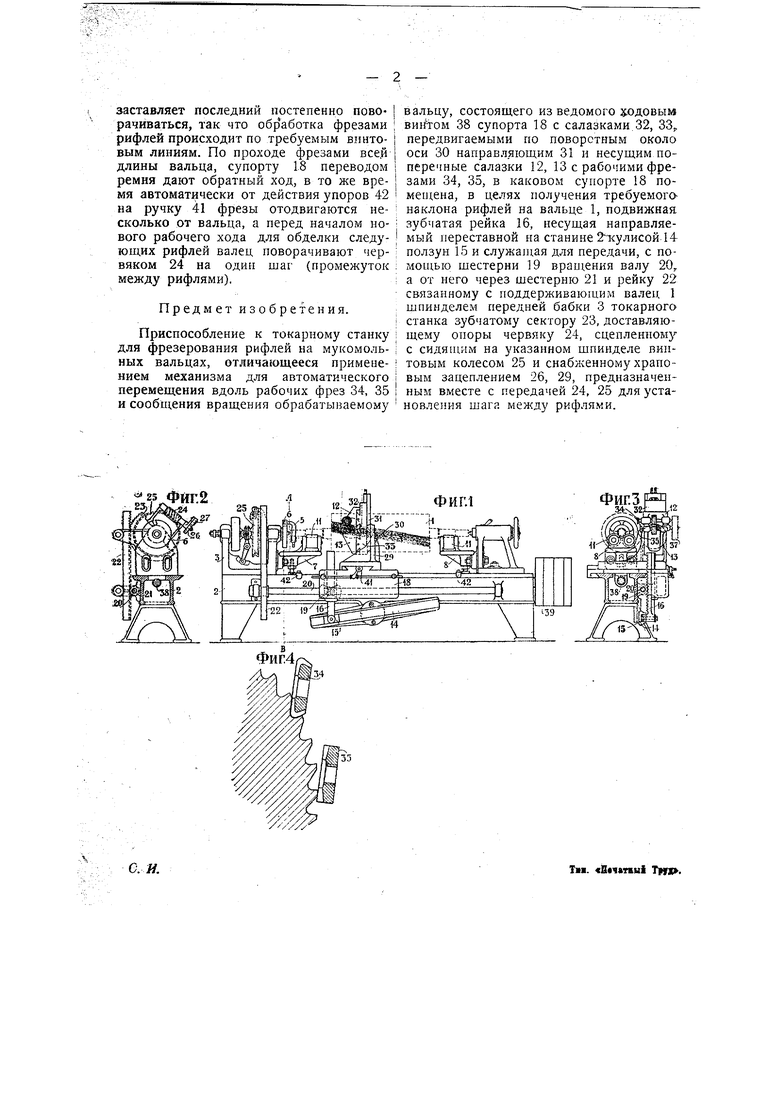
На чертеже фиг. 1 изображает передний вид токарного станка с расположенным на нем приспособлением; фиг. 2 - поперечный разрез его по линии АВ на фиг. 1, вид справа; фиг. 3-тот же разрез, вид слева; фиг. 4 - расположение фрез на вальце при обработке.
По раме 2 станка передвигается под действием ходового винта 38/супорт 18, несущий рабочие фрезы 34 и 35, получающие вращение через шкив 37 от потолочного привода. Благодаря расположенным на супорте 18 вертикальным салазкам 32, 33, передвигаемым по поворотным на оси 30 направляющим 31 и несущим на себе поперечные салазки 12 и 13 с фрезами 34 и 35, последние могут быть установлены в любом положении по отношению к обрабатываемому вальцу 1, В супорте 18 помещена, кроме
того, вертикально подвижная зубчатая рейка 16, сцепляющаяся с подвижной ВДОЛЬ вала 20 шестерней 19 и имеющая на нижнем конце ползун 15, входящий в кулису 14. Эта кулиса закрепляется на раме станка с желаемым наклоном, в зависимости от наклона рифлей. Около передней бабки 3 станка имеется вторая зубчатая рейка 22, сцепляющаяся внизу с шестерней 21 того же вала 20, а на верху-с зубчатым сектором 23, вращающимся свободно вокруг шпинделя станка. На секторе укреплен червяк 24, сцепленный с сидящим нaглJxo на шпинделе винтовым колесом 25 и поворачиваемый от руки при помощи храпового зацепления 6, 27, предназначенного для yfcTaновления шага между рифлями.
Валец устанавливают на центры станка и после проверки его шеек, под них подводят люнеты 7 и 8 с роликами 11, центры же ослабляют. Затем от потолочных приводов через шкивы 39 и 37 приводят во вращение ходовой винт 38 и фрезы. При движении супорта 18 слева направо вдоль обрабатываемого вальца 1 зубчатая рейка 16, скользя своим ползуном 15 по кулисе 14, постепенно подымается и, действуя через вал 20, шестерни 19 и 21, зубчатую рейку 22, сектор 23, червяк 24, винтовое колесо 25, поводковый патрон 6 на шпинделе и через хо-. мутик 5, закрепляемый на шейке вальца,-
заставляет последний постепенно пово рачиваться, так что об1эаботка фрезами рифлей происходит по требуемым винтевым линиям. По проходе фрезами все.й | длины вальца, супорту 18 переводом j ремня дают обратный ход, в то же время автоматически от действия упоров 42 на ручку 41 фрезы отодвигаются не- : сколько от вальца, а перед началом нового рабочего хода для обделки следу- } ющих рифлей валец поворачивают чер- вяком 24 на один шаг (промежуток : между рифлями),;
Пред м ет и 3 о б ретен ия.;
Приспособление к токарному станку I для фрезерования рифлей на мукомольных вальцах, отличающееся примене- ; нием механизма для автоматического i перемещения вдоль рабочих фрез 34, 35 и сообщения вращения обрабатываемому
вальцу, состоящего из ведомого ходовым BHiifroM 38 супорта 18 с салазками 32, 33 передвигаемыми по поворотным около оси 30 направляющим 31 и несущим поперечные салазки 12, 13 с рабочими фрезами 34, 35, в каковом супорте 18 помещена, в целях получения требуемогонаклона рифлей на вальце 1, подвижная, зубчатая рейка 16, несущая направляемый переставной на станине 2п :улисой 14 ползун 15 и служап1ая для передачи, с помощью шестерни 19 вращения валу 20,. а от него через шестерню 21 и рейку 22 связанному с поддерживающим валец 1 шпинделем передней бабки 3 токарного станка зубчатому сектору 23, доставляющему опоры червяку 24, сцепленному с сидящим на указанном шпинделе винтовым колесом 25 и снабженному храповым зацеплением 26, 29, предназначенным вместе с передачей 24, 25 для установле ия шага между рифлями.