Для фрезерования резьбы применяются приборы или головки, в которых укрепленное изделие вращается и передвигается в осевом направлении при помощи копирной гайки с шагом, равным щагу нарезаемой резьбы и, кроме того, снабженные кулачно-рычажным механизмом для автоматического подведения головки к фрезе и отведения ее обратно. По настоящему предложению для автоматического подведения головки к фрезе и отведения ее обратно, а также для укрепления копира применен шпиндель с двумя щестернями, из которых одна служит для осевого перемещения изделия, а другая-для подвода изделия к фрезе и отвода его обратно.
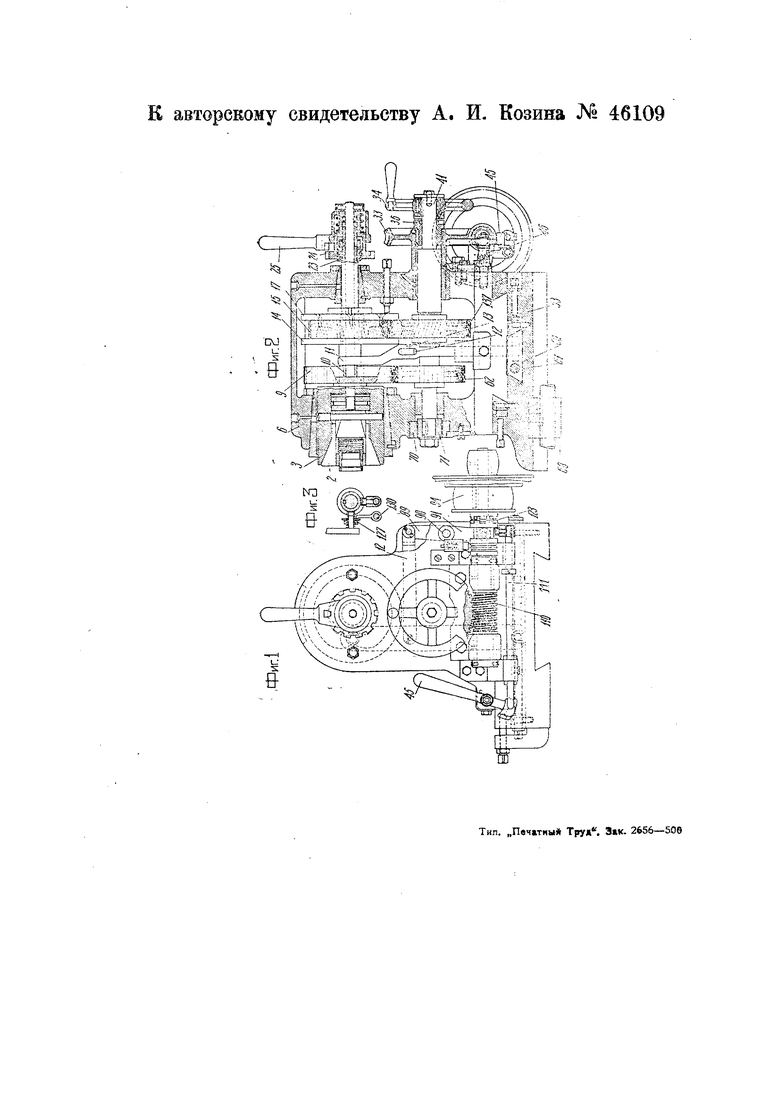
На чертеже фиг. 1 изображает боковой вид головки; фиг. 2-продольный разрез головки; фиг. 3-привод для автоматического останова головки в конце фрезерования.
Головка состоит из корпуса / с помещенным в нем механизмом для медленного вращения изделия и осевого его передвижения относительно вращающейся фрезы, а также и механизма для углубления фрезы на глубину нарезки и отвода изделия от фрезы по окончании фрезерования.
Обрабатываемое изделие зажимается вручную в патрон 2 помощью ручки 25,
(313)
для чего последняя в момент зажима вводится в зацепление с храповико1ч 24, который, вращаясь на червяке 23, зажимает обрабатываемое изделие. Подвод и отвод головки к фрезе производится вручную посредством продольного ходового винта и гайки 68, укрепленной на продольных салазках головки, до упора, укрепленного на передней бабке станка. Процесс нарезания резьбы производится осевым перемещением медленно вращающегося изделия относительно фрезы. Поворотом ручки 45 сцепляется зубчатая муфта 72 со свободно вращающимся ступенчатым шкивом 94 с помощью штока /7/ и тем самым дается движение всей системе передач. С другой стороны ручка 45 своей наклонной плоскостью поворачивает валик J30 давлением на шпильку 46 и тем самым выключает втулку 727, предназначенную для автоматического выключения движения головки при окончании фрезерования.
При включении муфты 725 получают вращательное движение червяк 770, червячная шестерня 33 и муфта 36 последней.
Маховик 34 предназначен для вывинчивания копира 77 при первоначальной установке обрабатываемого изделия по отношению фрезы. Во время работы
копир постепенно вводится в прежнее положение трансмиссионным ремнем, давая обратное движение системе.
Со шпинделя 41 движение передается на шпиндель 3 парой шестерен /57, мертво сидящих на шпинделях 41 и 3. Для осевого движения шпинделя 5 с изделием на шаг резьбы за один оборот шпинделя -#/ служит резьбовой копир 71 с нарезкой шага, равного шагу на обрабатываемом изделии. Копир 71 мертво укреплен на шпинделе 41 и ввертывается в копирную гайку 70, укрепленную в головке. Шестерня 137, вращаясь, передает на шпиндель J возвратнопоступательное движение, будучи заключена между заплечиками 14 и /7, мертво скрепленными с шестерней /5. Для автоматического подвода изделия к фрезе, отвода по окончании фрезерования и останова головки по окончании фрезерования служит шестерня 62, мертво соединенная со шпинделем 41 и передающая вращение купачному дискушестерне 9, сво§одно сидящему на шпинделе 5.
Диск-шестерня 9 производит отвод и подвод бабки б, а с ним и изделия к фрезе на глубину фрезерования при помощи рычага 11. В торцевой части диска 9 имеется /кольцевой фигурный паз, который при вращении диска 9 действует на входящий в него палец 10 рычага 11, имеющего точку опоры в салазках 60, соединенных с продольными салазками 55, причем положение салазок 60 может регулироваться винтом 61 в зависимости от требуемой глубины фрезерования.
Выключение головки по окончаник фрезерования производится следующим образом. С рычагом 11, шпилькой /5 соединена тяга 12, в свою очередь соединенная с рычагом 89, качающимся на валу . Вал 90 с внешней части головки несет рычаг 91, снабженный пальцем и втулкой /27 (фиг. 3), которая при окончании фрезерования, что соответствует положению пальца 10 во впадине кулачного диска 9, выключает зубчатую муфту 123.
Головка устанавливается на станке с горизонтальным шпинделем, от которого и получает вращение фреза.
Предмет изобретения.
Головка для сообщения движений изделию при нарезании резьбы фрезой, вклкзчающая в себе копирную гайку для осевого перемещения вращающегося изделия соответственно шагу нарезаемой резьбы и кулачно-рычажный механизм для подведения головки к фрезе и отведения обратно, отличающаяся применением шпинделя 41 для копирной гайки 70, несущего шестерни 137 и 62, первая из которых служит для вращения и осевого перемещения шпинделя с изделием посредством шестерни 15, заклиненной на последнем между заплечиками его, а вторая-для вращения кулачного диска, свободно надетого на шпиндель с изделием между его заплечиками и служащего для приведения в действие рычага // для подвода головки к фрезе и отведения ее обратно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для фрезерования секториальных канавок в несколько проходов | 1929 |
|
SU16976A1 |
| СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 1973 |
|
SU376190A1 |
| Приспособление для фрезерования конических резьб на токарном станке | 1946 |
|
SU69307A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЭКСЦЕНТРИКОВ ОДНОШПИНДЕЛЬНЫХ АВТОМАТОВ | 1934 |
|
SU46415A1 |
| Станок для изготовления фасонных изделий из дерева, кожи, фибры и т.п. | 1927 |
|
SU9264A1 |
| ОДНОШПИНДЕЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 1935 |
|
SU50823A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| Станок для фрезерования каблука обуви | 1954 |
|
SU99469A1 |
| Копировально-фрезерная головка | 1986 |
|
SU1355375A1 |