Известно устройство для электролитической очистки расплавленного в ванне металла, применяемого при формовании плоскости ленты стекла.
Предложенное устройство для осуществления непрерывной очистки расплавленного металла выполнено в виде кармана, примыкающего к боковой стенке ванны с расплавом металла и сообщающегося с ней через прорези, со смонтированными в кармане электродами для осуществления электролитической очистки расплава.
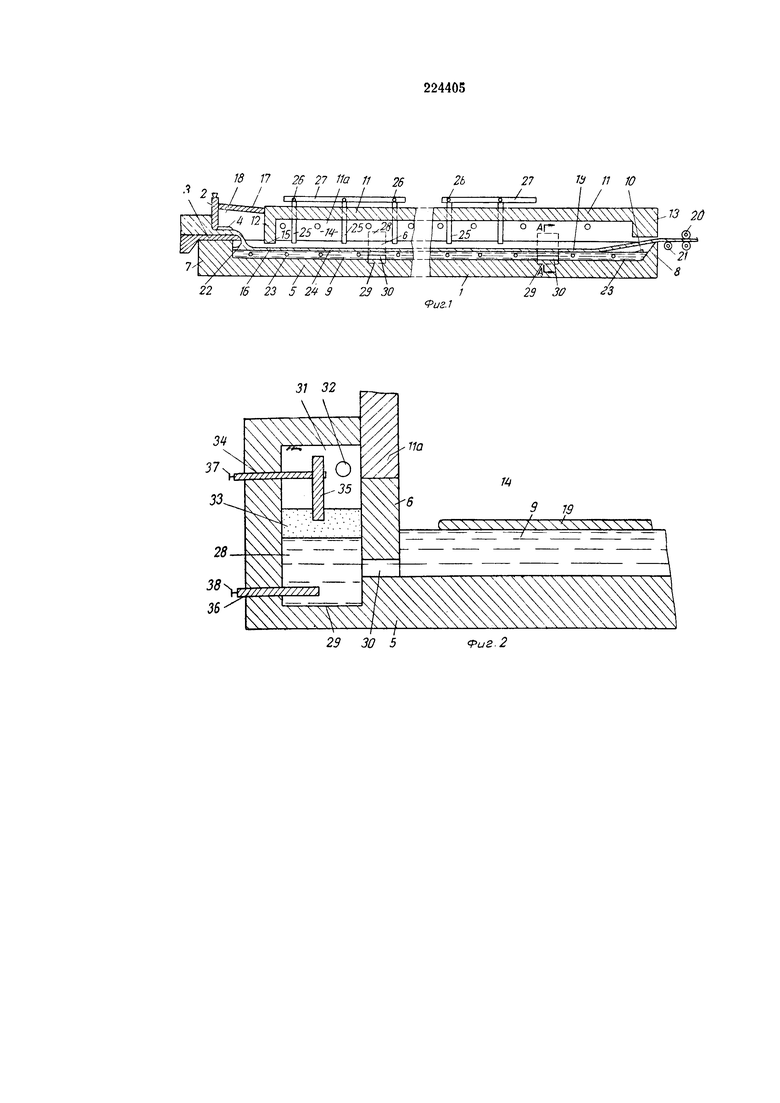
На фиг. 1 представлен продольный разрез аппарата; на фиг. 2 - разрез по А-А на фиг. 1, показывающий деталью конструкцию одного из карманов в боковой стенке.
Аппарат состоит из передней подины непрерывной стеклоплавильной ванны 1, регулирующей задвижки 2, на конце передней подины находится впускное отверстие обычно прямоугольного сечения, состоящее из порога 3 и боковых брусьев 4; дна бассейна 5, имеющего боковые стенки 6, которые соединены торцовыми стенками 7 и 8. Этот бассейн содержит ванну 9 расплавленного металла, например расплавленного олова или сплав олова, имеющего больший удельный вес, чем стекло. Уровень поверхности ванны обозначен цифрой 10.
Сводовое перекрытие опирается на бассейн и включает свод 11, боковые стенки 11а и торцовые стенки 12 и 13 соответственно на входном и выходном концах ванны. Таким образом, сводовое перекрытие образует туннель над ванной, ограничивая подсводовое пространство 14 над ней. Нижняя сторона торцовой стенки 15, отверстие для стекла 16 при его движении по ванне, сводовый элемент 17 и боковые стенки 18 образуют камеру, в которой расположено впускное отверстие. Готовая лента стекла 19 выходит из выходного отверстия ванны. У выходного отверстия установлены нижние 20 и верхние 21 приводные транспортирующие валики, обеспечивающие вытягивание ленты готового стекла. Валики направляют ленту в обычный туннель для обжига, и при выходе из туннеля стекло режется на листы желаемого размера.
Расплавленное стекло наливается в ванну расплавленного металла через вышеуказанные отверстия и задвижку, свободно падая в ванну с некоторой высоты. Это расстояние достаточно для образования пяты 22 расплавленного стекла, образующейся сзади ленты.
Температура ванны от входного до выходного конца регулируется терморегуляторами 23, погруженными в ванну расплавленного металла, поддерживающими температуру на входе около 1000°С или немного выше. Длина ванны достаточна для того, чтобы расплавленное стекло двигалось вдоль в виде расплавленного слоя, из которого образуется плавающее тело расплавленного стекла 24, имеющего температуру на выходе около 600°С.
Сводовое перекрытие через некоторые промежутки снабжено каналами 25, соединенными отводами 26 с коллекторами 27.
В ванне расплавленного металла поддерживаются следы присадочного элемента для реагирования с загрязнениями, например кислородом или серой, которые могут присутствовать в пространстве над ванной или мигрировать в ванну из стекла.
Для обеспечения непрерывного количественного контроля следов присадочного элемента в ванне используется электролитический метод для осуществления регулируемого ввода присадочного элемента в ванну. С этой целью в ванне расплавленного металла устроены карманы 28 с дном 29 и каналом 30, которым карман сообщается с главной частью ванны.
Таким образом, над расплавленным металлом в кармане образуется подсводовое пространство 31, и в него открывается канал 32, служащий для сообщения с атмосферой.
Слой 33 вещества присадочного элемента для ванны находится в кармане и поддерживается в нем на поверхности расплавленного металла. В подсводном пространстве на электропроводном держателе 34, проходящем через наружную стенку кармана, установлен электрод 35, преимущественно угольный. Его положение регулируется так, чтобы он был погружен в вышеуказанный слой вещества, но не касался расплавленного металла в кармане. Электрическое присоединение расплавленного металла кармана производится при помощи второго угольного бруска 36. Для соединения с источником постоянного тока предусмотрены зажимы 37 и 38, присоединяемые к источнику так, что угольный электрод является положительным и металл в кармане отрицательным электродом.
Присадочный элемент, выделяемый в расплавленный металл в кармане, диффундирует из кармана в главную часть ванны. Таким образом поддерживается общая концентрация присадочного элемента в ванне, например порядка от десяти до пятидесяти частей на миллион.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГОСТЕКЛА | 1969 |
|
SU245683A1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЛАВА НЕОДИМ-ЖЕЛЕЗО И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2603408C2 |
| Способ получения сплава титан-железо и устройство для его осуществления | 2019 |
|
RU2734610C1 |
| БЕЗВАННОВОЕ ПЛАВЛЕНИЕ ГОРНЫХ ПОРОД ПО СПОСОБУ Р.Д.ТИХОНОВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2230709C2 |
| СТЕКЛОВАРЕННАЯ УСТАНОВКА | 2016 |
|
RU2707220C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛАШСсСОЮЗНАЯПАйНТКв'ПХКННЕОКАЯ!БИБЛИОТЕКА | 1972 |
|
SU333138A1 |
| Способ прямого извлечения металлов из оксидных форм металлосодержащего сырья, различных видов руд, техногенных отходов и устройство для прямого извлечения металлов из различных форм в металлическую или другие оксидные фазы | 2020 |
|
RU2757772C2 |
| Ванная стекловаренная печь | 1976 |
|
SU655660A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТИТАНОВЫХ ШЛАКОВ В РУДНО-ТЕРМИЧЕСКОЙ ПЕЧИ | 2012 |
|
RU2492262C1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1968 |
|
SU211755A1 |
Устройство для электролитической очистки расплавленного в ванне металла, применяемого при формовании плоскости ленты стекла, отличающееся тем, что, с целью осуществления непрерывной очистки расплавленного металла, оно выполнено в виде кармана, примыкающего к боковой стенке ванны с расплавом металла и сообщающегося с ней через прорези, со смонтированными в кармане электродами для осуществления электролитической очистки расплава.
