Известны устройства для автоматического контроля положения торцевых кромок труб большого диаметра на стане непрерывной сварки, содержащие фотодатчик, воспринимающий световое излучение, отраженное от контролируемого предмета, осветитель и источник питания осветителя.
Предложенное устройство отличается от известного введением в него дополнительного осветителя, расположенного симметрично с первым относительно фотодатчика, причем в цепь каждого осветителя включены диоды, обеспечивающие работу одного осветителя от положительного полупериода напряжения источника питания, а второго - от отрицательного.
Устройство обеспечит контроль положения торцевых кромок труб при разностороннем превышении этих кромок и наличии просвета между ними.
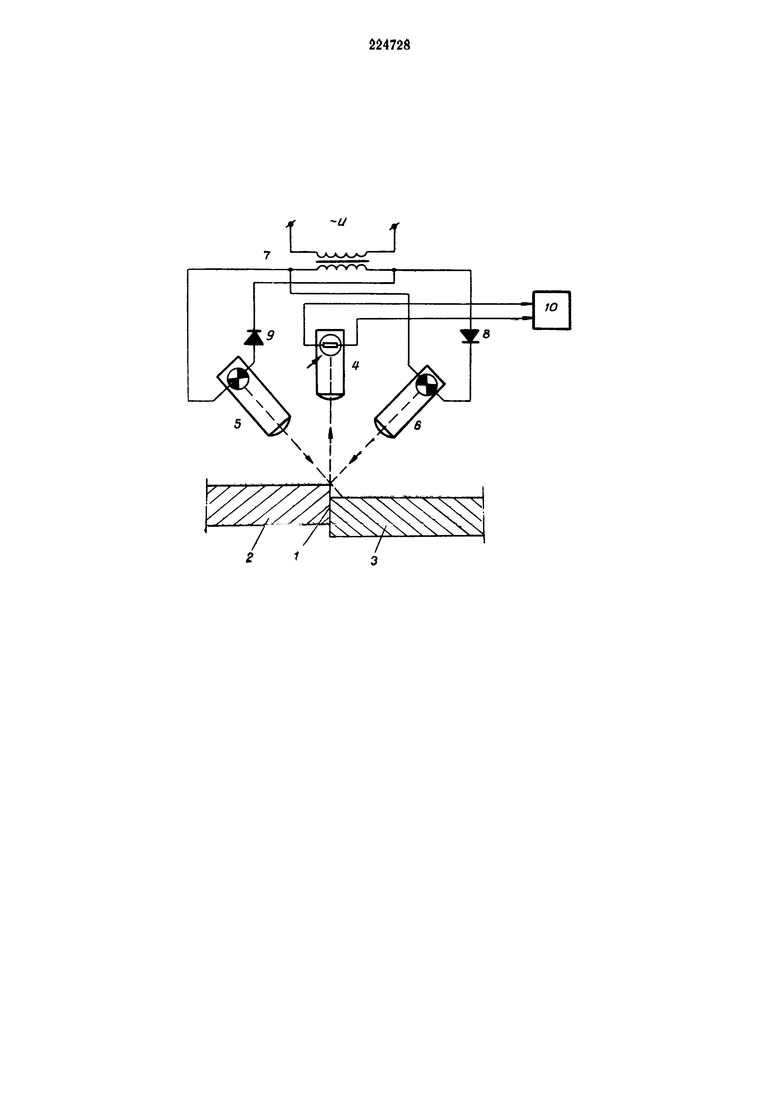
Предложенное устройство схематично изображено на чертеже.
В данном случае определяется положение стыка 1 между торцевыми кромками соседних труб 2 и 3 (на чертеже показан разрез стенок труб). Над контролируемым участком поверхности труб установлен фотодатчик 4, а симметрично относительно него и наклонно по отношению к контролируемому участку - два осветителя 5 и 6, лампы которых поочередно засвечивают поверхность трубы. Для этого от источника напряжения - трансформатора 7, питаемого переменным напряжением, в цепь каждой из ламп включены диоды 8 и 9, в результате чего положительная полуволна напряжения поступает на одну из ламп, а отрицательная - на другую.
В случае, если торцевая кромка трубы 2 превышает кромку трубы 3, то в те моменты времени, когда горит лампа осветителя 5 и не горит лампа осветителя 6, фотодатчик 4 не воспринимает сигнала на стыке труб в связи с возникновением тени от осветителя 5. Отсутствие сигнала воспринимается схемой 10, которая фиксирует положение стыка.
В том случае, когда кромка трубы 3 превышает кромку трубы 2, исчезают сигналы в те моменты, когда горит лампа осветителя 6 и не горит лампа осветителя 5, что также воспринимается схемой 10.
В случае разрыва между трубами отраженного светового потока не будет ни от одного из осветителей.
Предложенное устройство может быть применено также для контроля положения сварного шва внахлест двух полос.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля геометрических размеров грата электросварных труб и устройство для его осуществления | 1987 |
|
SU1493348A1 |
| Способ автоматического контроля превышения свариваемых кромок | 1978 |
|
SU703271A1 |
| Прибор для контроля неровноты нити | 1961 |
|
SU144316A1 |
| Следящий электропривод с фотоэлектрическим управлением | 1973 |
|
SU470782A1 |
| ОПТИКО-ТЕЛЕВИЗИОННОЕ УСТРОЙСТВО ДЛЯ ДИСТАНЦИОННОГО ВИЗУАЛЬНОГО КОНТРОЛЯ И ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 2011 |
|
RU2480799C2 |
| Способ контроля величин зазоров между свариваемыми кромками при производстве спиральношовных труб | 1986 |
|
SU1353550A1 |
| Установка для нанесения покрытий | 1983 |
|
SU1156747A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОДЛИННОСТИ БАНКНОТЫ | 1996 |
|
RU2115169C1 |
| УСТРОЙСТВО для КОНТРОЛЯ ДВИЖЕНИЯ жидких ПРОДУКТОВ в ТРУБОПРОВОДЕ | 1970 |
|
SU259466A1 |
| Способ слежения за стыком в процессе сварки | 1985 |
|
SU1720823A1 |
Устройство для автоматического контроля положения торцовых кромок труб большого диаметра на стане непрерывной сварки, содержащее фотодатчик, воспринимающий световое излучение, отраженное от контролируемого предмета, осветитель, источник питания осветителя, отличающееся тем, что, с целью повышения надежности контролирования стыка при разностороннем превышении торцевых кромок труб и наличии просвета между ними, в него введен дополнительный осветитель, расположенный симметрично с первым относительно фотодатчика, причем в цепь каждого осветителя включены диоды, обеспечивающие работу одного осветителя от положительного полупериода напряжения источника питания, а второго - от отрицательного.
