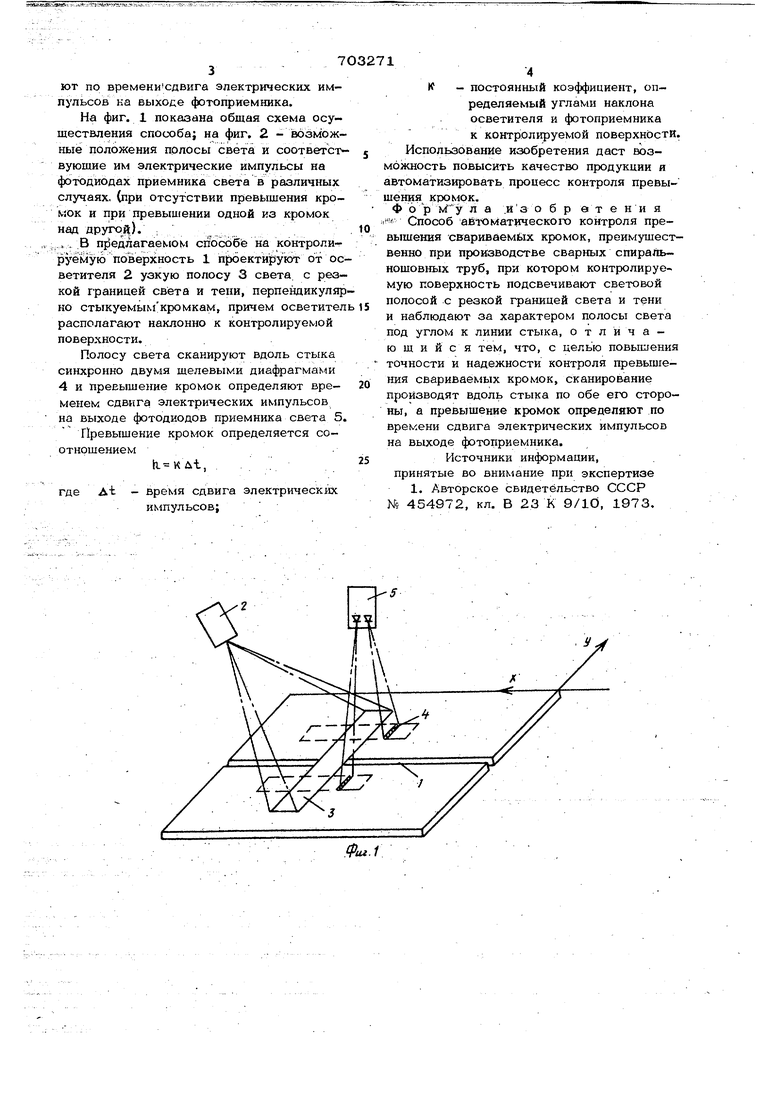
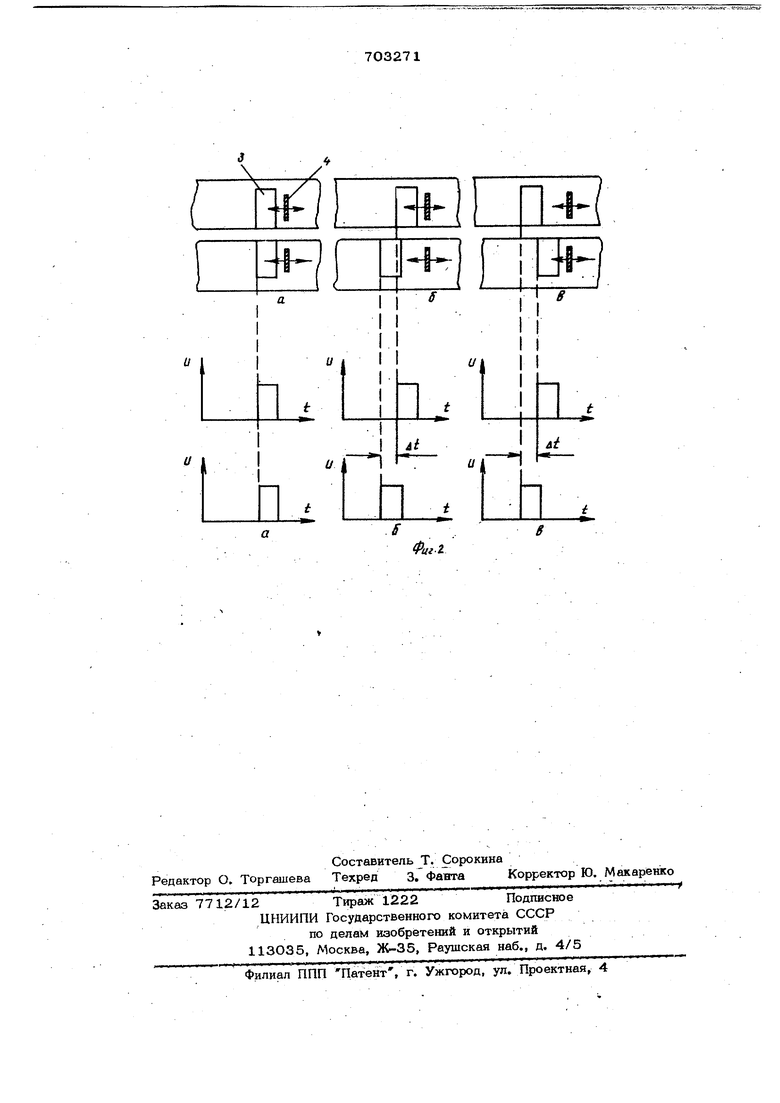
I . Изобретение относится к области автоматизации металлургических процессов и может найти применение при проведении сварочных процессов, например, при производстве спирайьношовных труб. В процессе формовки и сварки спиральношовных труб монсет возникать смещение свариваемых кромок одной относительно другой, т.е. превышение кромок. Основной причинбй превышения кромок является серповидность ленты, из которой формуются .трубы. Превышение кромок снижает крвструкционную прочность сварного соединения. ;ГОСТ(ом) на электросварные спиральношовные трубы допускается превьпаение кромок не более-i 15% от толщины стенки трубы. - /.... Известен способ автоматического контроля превышения свариваемых кромок, при котором контролируемую поверхность подсвечивают световой полосой с резкой границей света и тени и наблюдают за ха рактером полосы с вета под углом к линии стыка tl . Контроль превышения кромок стыкуемых поверхностей в этом способе основывается на сравнении количества отраженного от двух стыкуемых поверхностей и воспринимаемого фото приёмником света при сканировании границы света и тени щелью. При этом уровень электрического сигнала на выходе фотоприемнкка определяет превьш1ение свариваемых кромок. Количество отраженного света в большей степени зависит от ртрах ;ающей способности контролируемой поверхности, чем от превышения кромок, что не гарантирует достаточной надежности и точности контроля. . Целью изобретения является повышение точности и надежности контроля превышения свариваемых кромок. Цель достигается тем, что сканировенйе производят вдоль стыка по обе его стороны, а превышениё кромок определяют по временисдвига электрических импульсов ка выходе фотоприемника. На фиг. 1 показана общая схема осуществления способа; на фиг. 2 - 1в6зможные положения полосы света и соответст вующие им электрические импульсы на фотодиодах приемника света в различных случаях, (при отсутствии превышения кромок и при превышении одной из кромок над другод). , ;,., . .В пр)едлагаемом спбсобё на контролируемую поверхность 1 проектируют от ос ветителя 2 узкую полосу 3 света с резкой границей света и тени, перпендикуляр но стыкуемымкромкам, причем осветител располагают наклонно к контролируемой поверхности. Полосу света сканируют вдоль стыка синхронно двумя щелевыми диафрагмами 4 и превышение кромок определяют временем сдвига электрических импульсов на выходе фотодиодов приемника света 5. Превышение кромок определяется соотношением Д1, где At - время сдвига электрических импульсов; f - ПОСТОЯННЫЙ коэффициент, определяемый углами наклона осветителя и фотоприемника к контролируемой поверхности. Использование изобретения даст возможность повысить качество продукции и автоматизировать процесс контроля превышения КРОМОК. Ф 6р п а из о б р в т е н и я 1 Способ ай1-оматическо1Х) контроля превышения свариваемых кромок, преимушественно при производстве сварных спиральнощовных труб, при котором контролируемую поверхность подсвечивают световой полосой с резкой границей света и тени и наблюдают за характером полосы света под углом к линии стыка, отличающийся тем, что, с целью повышения точности и надежности контроля превышения свариваемых кромок, сканирование производят вдоль стыка по обе его стороны, а превышение кромок определяют по времени сдвига электрических импульсов на выходе фотоприемника. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 454972, кл. В 23 К 9/10, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля величин зазоров между свариваемыми кромками при производстве спиральношовных труб | 1986 |
|
SU1353550A1 |
| Комбинированный электромагнитныйдАТчиК | 1978 |
|
SU821091A1 |
| Фотоэлектрический датчик | 1979 |
|
SU837659A1 |
| Способ формовки спиральношовных труб | 1985 |
|
SU1274793A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПОЛОЖЕНИЯ ТОРЦЕВЫХ КРОМОК ТРУБ БОЛЬШОГО ДИАМЕТРА НА СТАНЕ НЕПРЕРЫВНОЙ СВАРКИ | 1967 |
|
SU224728A1 |
| Стан для сварки особотонкостенных спиральношовных труб | 1982 |
|
SU1097408A1 |
| Способ слежения за стыком в процессе сварки | 1985 |
|
SU1720823A1 |
| Устройство для контроля и управления сварочными процессами | 1973 |
|
SU454972A1 |
| ВИДЕОСЕНСОРНОЕ УСТРОЙСТВО | 2004 |
|
RU2274527C1 |
| ВИДЕОСЕНСОРНОЕ УСТРОЙСТВО | 1998 |
|
RU2155653C2 |
/
a
703271
g
Фиг.г
