1
Изобретение относится к сварке и может быть использовано при производстве спиральношовных труб, преимущественно многослойных большого диаметра, а именно при контроле величин зазоров между свариваемыми кромками.
Цель изобретения - обеспечение высокой точности и надежности контро135
ля величин зазоров между свариваемыми ю блоков 22 и 24 и с выхода приемника
кромками спиральношовных труб, в частности многослойных.
Сущность способа состоит в том, что,проводя прямое измерение коорди- ч Наты Кс1ждой из контролируемых кромок с последующей логической обработкой полученных значений координат, получают величину зазора каждого слоя и величины перекрытий слоев;
На фиг. 1 представлены сечения, в плоскости которых контролируют координаты lipOMOK, вид в плане формуемой трубы; на фиг. 2 - то же, вид с торца начального витка; на фиг.З - сечение А-А на фиг. 2; на фиг. 4 - сечения Б-Б и В-В на фиг. 1 и 2; на фиг. 5 - схема измерения величин зазоров и перекрытий посредством отраженных световых потоков; на фиг. 6 20 - на входы блоков 23 и 24. Посредством логических операций с помощью- блоков 21 и 24 определяют величины зазоров S a и ц , а с помощью блоков
15 22 т 23 - величины &n и йТ. Информацию, обработанную указанными блоками, подают в система автоматического регулирования величин зазоров и перекрытий, а также в систему индикато20 ров 25-28. Индикаторы 25 и 28 фиксируют соответственно величины S к S
а индикаторы 26 и 27 - величины йп и &Т.
Кромки наружного (фиг. 6) слоя 2 25 начального витка труб и нижнего слоя 3 пакета полос не перекрываются прилегающими слоями, поэтому контроль координат указанных кромок осуществляют посредством прямых, световых т.о же , с использованием прямых свето- 30 потоков источников IО и 11 соответ- вых потоков.ственно, формируя их теневые проекСпособ контроля величин зазоров ции на мишенях фотоприемников 1В и 19. между свариваемыми кромками при про- Пример. Контроль величин зазо- изводстве спиральношовных труб, на- . ров между свариваемыми кромками при пример двухслойных, осуществляют еле- ос производстве спиральношовных труб дующим образом. производят с помощью многоканального
Раздельно контролируют координа- измерителя зазоров. Измеритель по схе- ту каждой из четырех свариваемых кро- ме, показанной .фиг. 6, монтируют мок. Координаты кромок пакета полос на опытном трубосварочном агрегате определяют в плоскости (фиг. 1 и 2) 40 Д производства двухслойных спираль- сечения Б-Б, а слоев стенки началь- ношовных труб диаметром 1420-1620 мм
с суммарной толщиной стенки 24 мм.
Измеритель работает следующим образом (фиг. 5).
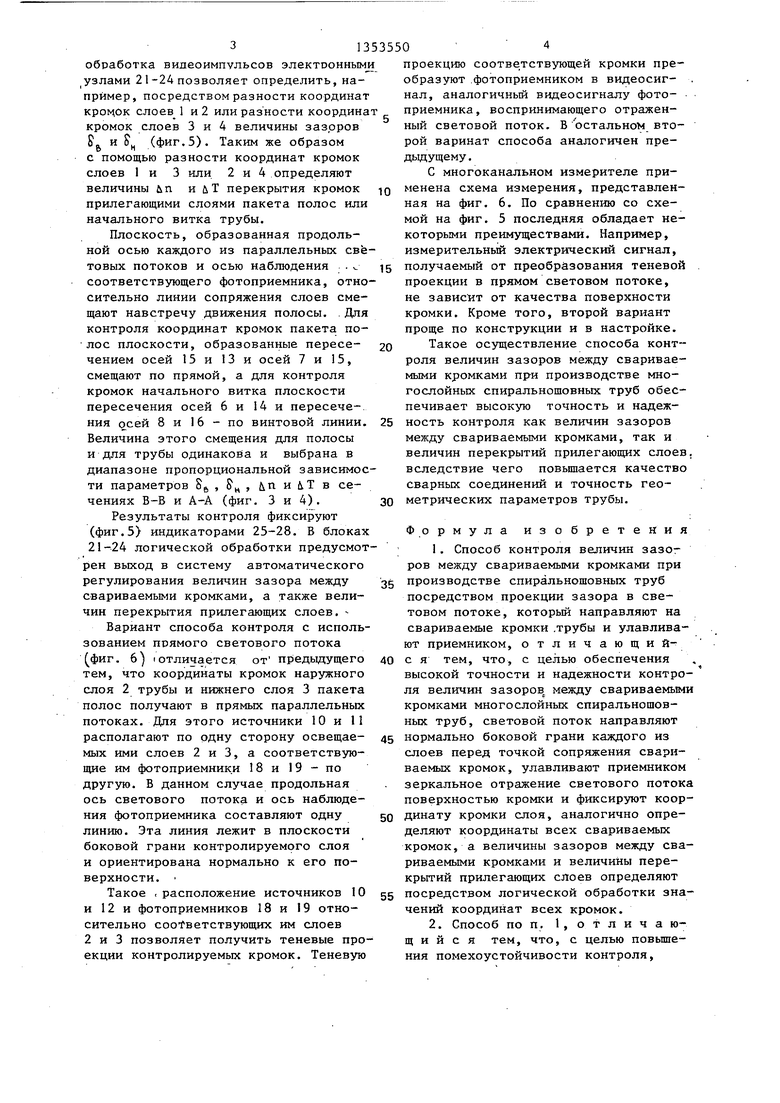
Вдоль каждой из осей 5-8 соответственно источниками 9-12 посылают параллельные световые потоки. Ширина светового потока превьшает щирину засвечиваемого им слоя и возможные смещения слоя вдоль оси наблюдения. Отраженный поверхностью фаски поток воспринимают однострочным координатного витка трубы - в плоскости сечения В-В. Расстояние от линии сопряжения А-А до Б-Б по прямой выбирают равным расстоянию от А-А до В-В по межслойной винтовой линии. При этом зазоры S, и 2 между одноименными слоями (фиг. 3) в плоскости сопряжения определяют посредством разности
45
координат (фиг. 4) кромок слоев 1 и 2 соответственно или кромок слоев 3 и 4. Аналогично перекрытия прилегающих (фиг. 3) слоев лп и ill определяют разностью (фиг. 4) координат слоев 1 и 2 или слоев 2 и 4.
Для контроля координаты кромки (фиг. 5) . слоя 1-4 вдоль нормали 5-8 к ее боковой грани направляют световой поток от источника 9-12. Зеркаль50
55
но-чувствительным фотоприемником, которьй генерирует видеоимпульс. Длительность этого видеоимпульса и определяет координату кромки слоя в направлении продольной оси осветителя. Таких координат при изготовлении двухслойных труб четыре. Логическая
35502 .
ное отражение этого потока от поверхности кромки по оси 13-16 улавливают однострочным координатно-чувствитель- ным фотоприемником 17-20. С выхода приемника 17 сигнал подают на входы логических блоков 21 и 22, с выхода приемника 18 - на входы блоков 21 и 22, с выхода приемника 19 - на входы
20 - на входы блоков 23 и 24. Посредством логических операций с помощью- блоков 21 и 24 определяют величины зазоров S a и ц , а с помощью блоков
22 т 23 - величины &n и йТ. Информацию, обработанную указанными блоками, подают в система автоматического регулирования величин зазоров и перекрытий, а также в систему индикаторов 25-28. Индикаторы 25 и 28 фиксируют соответственно величины S к S
но-чувствительным фотоприемником, которьй генерирует видеоимпульс. Длительность этого видеоимпульса и определяет координату кромки слоя в направлении продольной оси осветителя. Таких координат при изготовлении двухслойных труб четыре. Логическая
обработка видеоимпульсов электоонным узлами 21-24 позволяет определить, например, посредством разности координат слоев 1 и 2 или разности координа кромок слоев 3 и 4 величины зазоров S . и S ., (фиг. 5). Таким же образом
D п
С помощью разности координат кромок слоев 1 и 3 или. 2 и 4 определяют величины &п и йТ перекрытия кромок прилегающими слоями пакета полос или начального витка трубы.
Плоскость, образованная продольной осью каждого из параллельных световых потоков и осью наблюдения . соответствующего фотоприемника, относительно линии сопряжения слоев смещают навстречу движения полосы. . Для контроля координат кромок пакета по- лос плоскости, образованные пересе- чением осей 15 и 13 и осей 7 и 15, смещают по прямой, а для контроля кромок начального витка плоскости пересечения осей 6 и 14 и пересече-. НИН осей 8 и 16 - по винтовой линии. Величина этого смещения для полосы и для трубы одинакова и выбрана в диапазоне пропорциональной зависимости параметров Sj, , К , п и М в сечениях В-В и А-А (фиг. 3 и 4) .
Результаты контроля фиксируют (фиг.5) индикаторами 25-28. В блоках 21-24 логической обработки предусмотрен выход в систему автоматического регулирования величин зазора между свариваемыми кромками, а также величин перекрытия прилегающих слоев. Вариант способа контроля с использованием ПРЯМОГО светового потока (фиг. 6) I отличается от предыдущего тем, что координаты кромок наружного слоя 2 трубы и нижнего слоя 3 пакета полос получают в прямых параллельных потоках. Для этого источники 10 и 11 располагают по одну сторону освещае- мых ими слоев 2 и 3, а соответствующие им фотоприемник.и 18 и 19 - по другую. В данном случае продольная ось светового потока и ось наблюдения фотоприемника составляют одну линию. Эта линия лежит в плоскости боковой грани контролируемого слоя и ориентирована нормально к его поверхности.
Такое , расположение источников 10 и 12 и фотоприемников 18 и 19 относительно соответствующих им слоев 2 и 3 позволяет получить теневые проекции контролируемых кромок. Теневую
проекцию соответствующей кромки преобразуют .фотоприемником в видеосиг- нал, аналогичный видеосигналу фотоприемника, воспринимающего отраженный световой поток. В остальном второй варинат способа аналогичен предыдущему.
С многоканальном измерителе применена схема измерения, представленная на фиг. 6. По сравнению со схемой на фиг. 5 последняя обладает некоторыми преиму1цества.ми. Например, измерительный электрический сигнал, получаемый от преобразования теневой проекции в прямом световом потоке, не зависит от качества поверхности кромки. Кроме того, второй вариант проще по конструкции и в настройке.
Такое осуществление способа контроля величин зазоров между свариваемыми кромками производстве многослойных спиральношовных труб обеспечивает высокую точность и надежность контроля как величин зазоров между свариваемыми кромками, так и величин перекрытий прилегающих слоев вследствие чего повышается качество сварных соединений и точность геометрических параметров трубы.
Формула изобретения
1. Способ контроля величин зазоров между свариваемыми кромками при производстве спиральнощовных труб посредством проекции зазора в световом потоке, который направляют на свариваемые кромки .трубы и улавливают приемником, отличающий- с я тем, что, с целью обеспечения высокой точности и надежности контроля величин зазоров между свариваемым кромками многослойных спиральнощовных труб, световой поток направляют нормально боковой грани каждого из слоев перед точкой сопряжения свариваемых кромок, улавливают приемником зеркальное отражение светового поток поверхностью кромки и фиксируют координату кромки слоя, аналогично определяют координаты всех свариваемых кромок, а величины зазоров между свариваемыми кромками и величины перекрытий прилегающих слоев определяют посредством логической обработки значений координат всех кромок.
2. Способ по п, 1, о т л и ч а ю- щ и и с я тем, что, с целью повьше- ния помехоустойчивости контроля.
-513535506 , .
координаты кромок слоев пакета полос слоями, определяют по проекции ука- и стенки начального витка трубы, ко- занньк.кромок в прямом световом по- торые не-перекрываются прилегающими токе.
Фиг, 2
5-6
Составитель Э. Ветрова Редактор П. Гереши Техред М.Ходанич
Заказ 5655/12 Тираж 731Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.«,.|«. ,«--...«..- -.
Производственно-полиграфическое предприятие, f. Ужгород, ул. Проектная, 4
7 да tf а I
t-l-- lt-
-г--
d
c -ж3I
41 Фмб
Корректор А. Обручар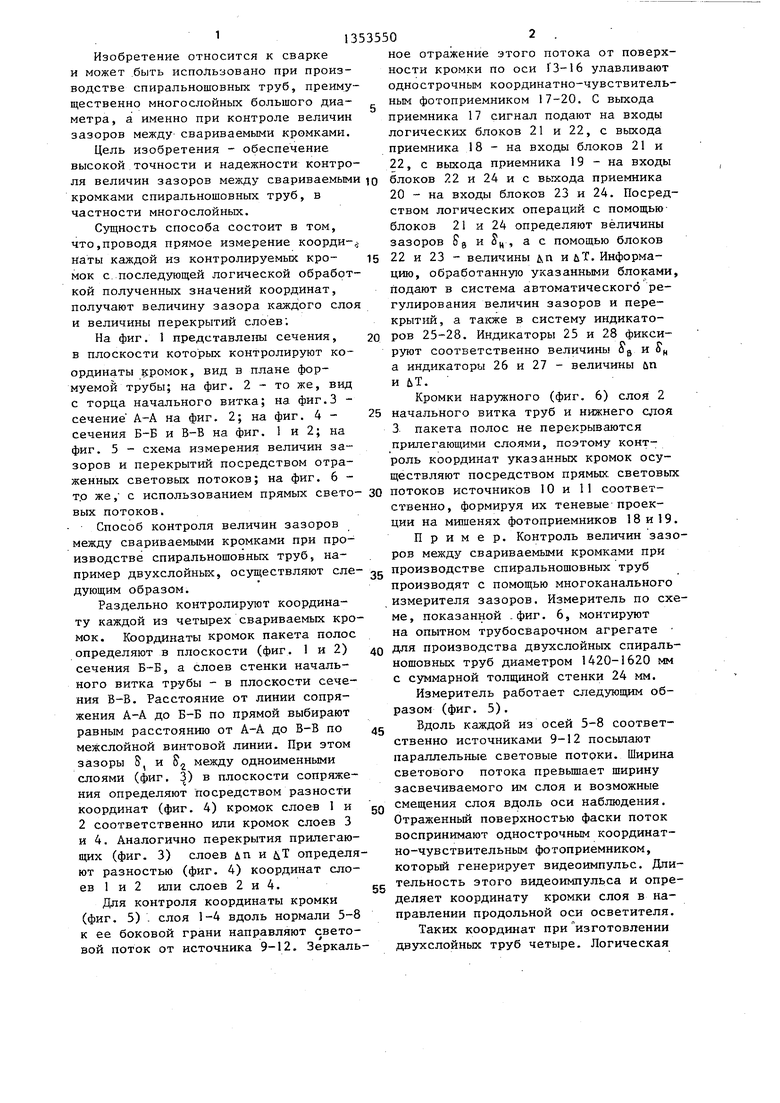
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления двухслойных спиральношовных труб | 1983 |
|
SU1127660A1 |
| Способ автоматического контроля превышения свариваемых кромок | 1978 |
|
SU703271A1 |
| Способ изготовления многослойной спиральношовной трубы | 1983 |
|
SU1103033A1 |
| Способ производства спиральношовных труб | 1977 |
|
SU1331600A1 |
| Индуктор для высокочастотной сварки | 1978 |
|
SU749597A1 |
| Способ высокочастотной сварки труб | 1981 |
|
SU1077732A1 |
| Способ производства спирально-шОВНыХ ТРуб | 1979 |
|
SU806195A1 |
| Устройство для изготовления сварных спиральношовных труб | 1977 |
|
SU700224A1 |
| Способ изготовления спиральношовных труб | 1985 |
|
SU1310061A1 |
| Способ изготовления многослойных конструкций | 1984 |
|
SU1186443A1 |
Изобретение относится к производству труб и может быть использовано при производстве спиральношовных труб, а именно для контроля величин зазоров между свариваемыми кромками. Изобретение может быть использовано при производстве многослойных спиральношовных труб большого диаметра. Целью изобретения является обеспечение высокой точности и надежности контроля величины зазоров между сва-. риваемыми кромками спиральношовных труб, в частности многослойных. Источниками 9-12 посылают световой поток к боковым граням слоев 1-4 многослойной трубы во время процессов ее формовки и сварки. Зеркальное отражение потока от поверхности кромок улавливают односторонними коорди- натно-чувствительными фотоприемниками 17-20, производят логическую обработку сигналов фотоприемников и определяют величины зазоров между кромками и величины перекрытий слоев. В результате использования .способа повьш1аются качество сварного соединения и точность геометрических параметров трубы. 1 з.п. ф-лы, 6 ил. i (Л J, 7 эL-tf « 4lutS
| Устройство управления станом спиральношовной сварки труб | 1972 |
|
SU474408A1 |
| ,В 23 К 9/10, 1972. | |||
