Предложенный контроллер предназначен для автоматизации сборки под сварку и вспомогательных операций сварочных процессов.
Известны кулачковые контроллеры, содержащие корпус, поворотную ось с рабочими кулачками, пружину для возврата контроллера в исходное состояние и фиксаторы положения.
Предложенный контроллер отличается от известных тем, что с помощью магнита, установленного на корпусе контроллера, фиксатор может быть отключен или включен в любой заданный момент времени. При выключении фиксатора, поворотная ось с помощью возвратной пружины возвращается в исходное положение с выдержкой времени, для регулировки которой на корпусе контроллера смонтировано гидравлическое объемное устройство. Это устройство снабжено перепускным клапаном, срабатывающим при необходимости мгновенного возврата контроллера в исходное состояние.
Благодаря этому облегчается автоматизация сборки и вспомогательных операций под сварку.
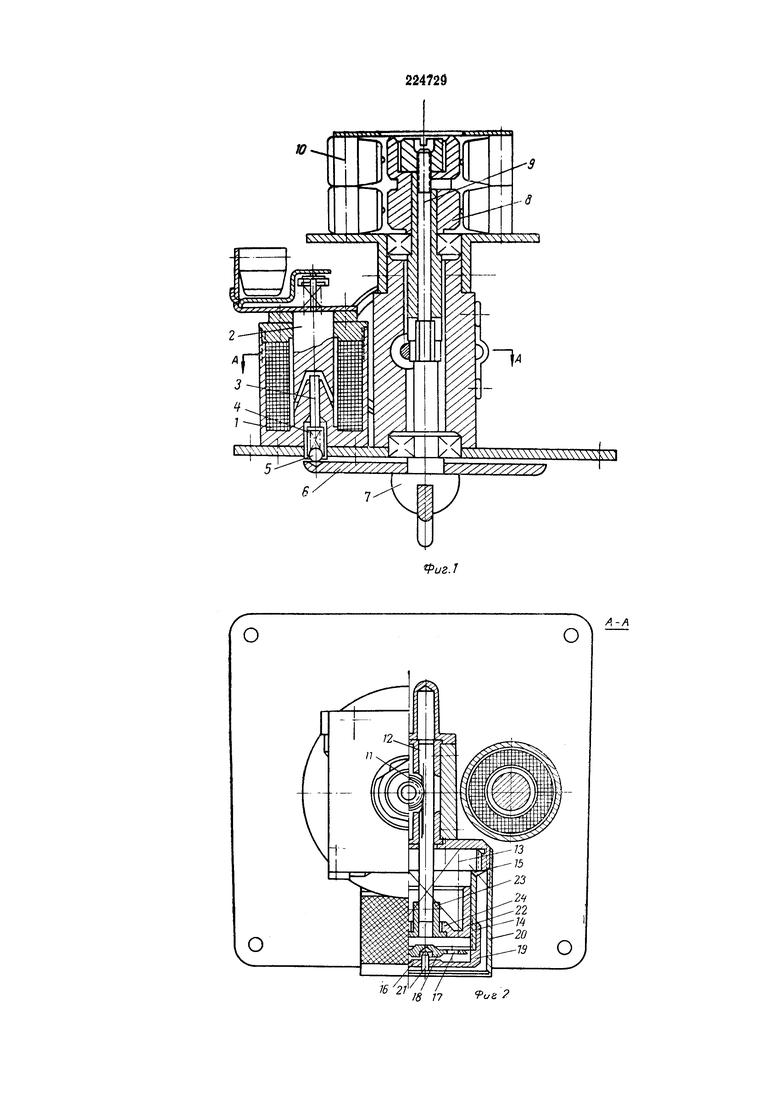
На фиг. 1 изображен предложенный контроллер; на фиг. 2 - разрез по А-А.
В исходном положении напряжение подается на катушку соленоида 1, который устанавливается на самопитание. Сердечник 2 соленоида через шток 3 и пружину 4 прижимает шарик 5 фиксатора к диску 6. При повороте рукоятки 7 вправо кулачок 8, сидящий на оси 9, своими выступами и впадинами заставляет последовательно срабатывать микропереключатели 10. При этом шарик фиксатора, западая в углубления диска, удерживает его от возврата в исходное положение под действием пружины. Зубчатое колесо 11 поднимает рейку 12, сжимая пружину 13. Масло из верхней полости цилиндра 14 через отверстия 15, 16 и 17 перепускается в нижнюю. Клапан 18 свободно поднимается перетекающим потоком масла и не оказывает ему сопротивления.
По окончании сварки от какого-либо аппарата (концевого выключателя, реле времени или кнопки «стоп») кратковременно прерывается подача напряжения на соленоид, который обесточивается и отпускает фиксатор. Под действием пружины 13 через рейку 12 и зубчатое колесо 11 рукоятка 7 и кулачок 8 возвращаются в исходное положение, последовательно воздействуя на микропереключатели 10.
Выдержка времени возврата контроллера в исходное состояние устанавливается дросселированием жидкости, перетекающей из нижней полости цилиндра 14 в верхнюю через отверстия 15, 16 и 17. Величину зазора между поверхностью клапана 18 и крышкой цилиндра 19 устанавливают, завертывая стакан 20, на дне которого имеется стержень 21, ограничивающий опускание клапана 18. От самоотвертывания стакан 20 удерживается пружиной.
При необходимости ручного экстренного выключения контроллера масло из нижней полости цилиндра 14 перепускается в верхнюю через клапан, выполненный в донышке поршенька 22 и состоящий из головки клапана 23 и уплотнительного кольца 24 со сферической поверхностью.
Контроллер позволяет управлять вспомогательными сварочными операциями: подачей защитного газа (при сварке в среде защитных газов), включением охлаждения и так далее, а при отключении обеспечивает последовательность и выдержку времени, необходимые для качественного окончания шва, т.е. отключение подачи электродной проволоки, растяжку дуги, отключение сварочного тока, защиту газом твердеющего конца шва, отключение газа. Возможно автоматическое отключение не до исходного, а до любого промежуточного положения, в котором будет подана команда для выключения фиксатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для кольцевой сварки поворотных стыков труб | 1967 |
|
SU254692A1 |
| Автомат для сварки кольцевых швов в среде защитных газов | 1974 |
|
SU519294A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МЕТКИ КРАСКОЙ НА ДВИЖУЩУЮСЯ ЕДИНИЦУ ПОДВИЖНОГО СОСТАВА | 1972 |
|
SU347230A1 |
| УСТРОЙСТВО ДЛЯ ОТКРЫВАНИЯ И ЗАКРЫВАНИЯ ДВЕРЕЙ | 1988 |
|
RU2025440C1 |
| ГОРЕЛКА ДЛЯ ПЛАЗМЕННО-ДУГОВОЙ ОБРАБОТКИ (ВАРИАНТЫ) И СПОСОБ ЕЕ ИСПЫТАНИЙ ПЕРЕД ЕЕ ВКЛЮЧЕНИЕМ | 1996 |
|
RU2119852C1 |
| РЕГУЛЯТОР СКОРОСТИ ПЕРЕМЕЩЕНИЯ ВНУТРИТРУБНЫХ ИНСПЕКТИРУЮЩИХ СНАРЯДОВ | 2013 |
|
RU2533754C1 |
| Установка для автоматической сварки под флюсом | 1990 |
|
SU1727965A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВОК | 1994 |
|
RU2105653C1 |
| Устройство для газовой резки и сварки | 1989 |
|
SU1699734A1 |
| АГРЕГАТ ТЕПЛОГЕНЕРАТОРОВ | 2003 |
|
RU2247283C1 |
Кулачковый контроллер преимущественно для автоматизации сборки и вспомогательных операций под сварку, содержащий корпус, поворотную ось с рабочими кулачками, пружину для возврата контроллера в исходное состояние и фиксаторы положения, отличающийся тем, что, с целью расширения технологических возможностей, на корпусе контроллера смонтирован электромагнит, обеспечивающий отключение фиксатора в заданный момент времени, и гидравлическое объемное устройство для возврата контроллера в исходное состояние с регулируемой выдержкой времени, причем гидравлическое устройство снабжено перепускным клапаном, срабатывающим при необходимости мгновенного возврата контроллера в исходное состояние.
