управления, Установка снабжена дополнительным стационарным флюсобункером 28, взаимодействующим с подвижным бункером 8, датчиками контроля горения дуги, наличия электродной проволоки, минимального и максимального уровней флюса в нижней камере 9 подвижного бункера 8, а также заслонкой, связанной с приводом. Рычаг,
управляющий клапаном, взаимодействуете многопрофильным кулачком 30. Установка снабжена программной линейкой, закрепленной на корпусе 1. Установка снижает долю трудоемкого труда сварщика, повышает производительность сварки и качество сварного шва, улучшает условия труда сварщика. 7 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Малогабаритный сварочный трактор для автоматической сварки под флюсом | 2018 |
|
RU2681070C1 |
| СВАРОЧНЫЙ АВТОМАТ | 2010 |
|
RU2430821C1 |
| Сварочный трактор | 1989 |
|
SU1712116A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОД ФЛЮСОМ ТОЛСТОЛИСТОВЫХ МОСТОВЫХ КОНСТРУКЦИЙ | 2005 |
|
RU2301135C1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673340A1 |
| СВАРОЧНЫЙ ТРАКТОР И СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ СВАРОЧНЫМ ТРАКТОРОМ | 2002 |
|
RU2224629C1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673339A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1983 |
|
SU1397219A1 |
| Устройство для сборки и сварки длинномерных полых балок | 1987 |
|
SU1599175A1 |
| Установка для многоголовочной сварки | 1988 |
|
SU1687413A1 |
Изобретение относится к сварочному оборудованию, в частности к дуговым сварочным автоматам для сварки продольных стыковых соединений под флюсом. Цель изобретения - повышение производительности процесса за счет автоматизации операций сварки и подачи флюса в зону сварки и флюсобункер. Установка содержит установленный с возможностью продольного перемещения по направляющей корпус 1. На корпусе 1 смонтированы сварочные головки 2 и 3 с механизмами подачи 4 и 5 электродной проволоки 6, пульт 7 управления и подвижный флюсобункер 8 с системами подачи и отсоса флюса, выполненный из нижней 9 и верхней 10 камер, между которыми встроен клапан, связанный с рычагом 55 78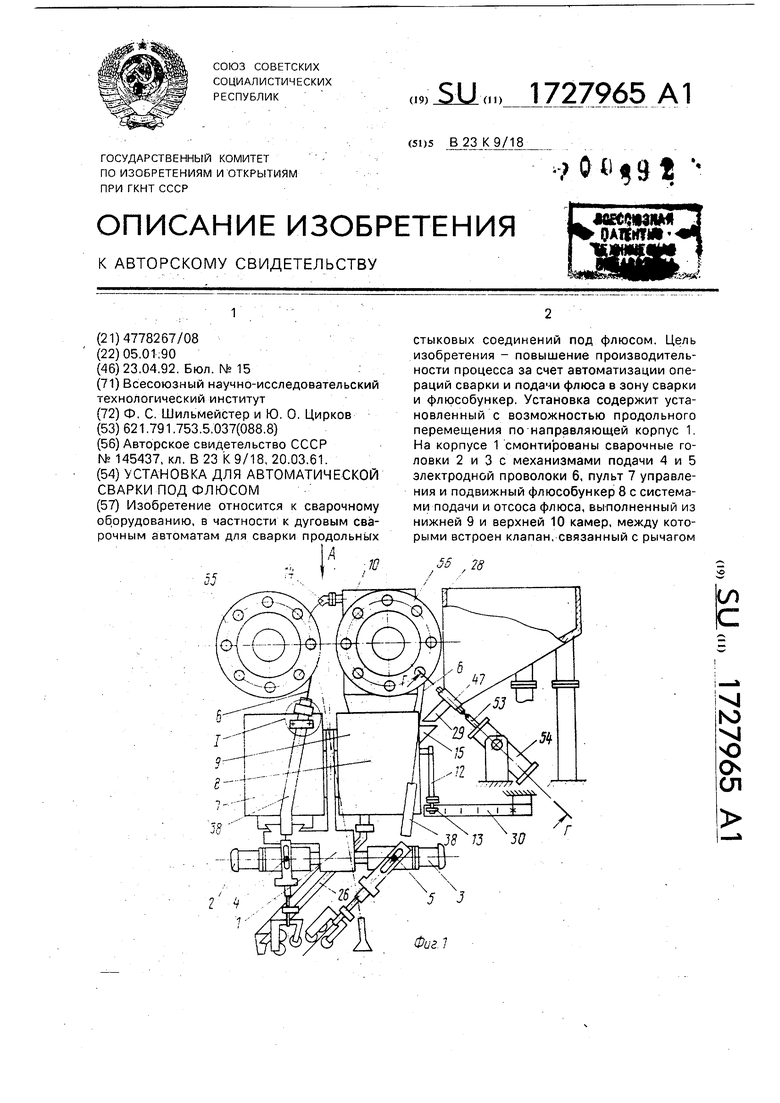
Изобретение относится к сварочному оборудованию, в частности к дуговым сварочным автоматам для сварки продольных стыковых соединений под флюсом.
Наиболее близкой по своей технической сущности к предлагаемому изобретению является установка для автоматической сварки под флюсом, содержащая направляющую, по которой перемещается корпус с двумя сварочными головками, флюсобункер с флюсовой системой и управляемой заслонкой и кассеты с проволокой и механизмами ее подачи. На корпусе установки закреплен пульт управления.
Недостатком данной установки является наличие ручных операций при управлении установкой, а именно: засыпка флюса в флюсобункер, подача флюса в зону сварки, зажигание дуги первого электрода, включение автоматического хода тележки установки, зажигание дуги второго электрода, открывание и закрывание электропневмок- лапана, управляющего подачей флюса.
Другим существенным недостатком известной установки является необходимость в визуальном контроле зажигания дуг обоих электродов. Трудность наблюдения заключается в том, что электрод засыпан флюсом, который практически полностью закрывает дугу. Поэтому на практике для создания условий надежного визуального контроля зажигания дуги оператор-сварщик на начальный участок сварного шва подает мало флюса или совсем не подает его, чтобы видеть явные искры. Отсутствие флюса на начальном участке шва резко ухудшает качество сварного шва.
Известная установка также требует визуального контроля со стороны оператора за наличием электродной проволоки в кассетах.
Цель изобретения - повышение производительности процесса за счет автоматизации операций сварки и подачи флюса в зону сварки и в флюсобункер.
Это достигается тем, что в установке для автоматической сварки под флюсом, содержащей направляющую, перемещаемый по ней подвижный корпус, закрепленные на корпусе две сварочные головки с механизмами подачи проволоки, кассетами и проволочными трактами, пульт управления и флюсобункер с системой подачи флюса и управляемой заслонкой, направляющая снабжена закрепленными на одном из ее концов посредством стоек дополнительным
неподвижным бункером с заслонкой, пнев- мрцилиндром ее управления, многопрофильным кулачком и датчиками контроля горения дуг, механизмы подачи проволоки снабжены датчиками наличия проволоки в
кассетах, флюсобункер подвижного корпуса снабжен загрузочной горловиной, датчиками верхнего и нижнего уровня флюса и соединенным с управляемой заслонкой рычагом с роликами, при этом датчик горения дуги выполнен в виде корпуса из немагнитного материала с встроенным в него герконом, включенным в систему управления и намотанного на корпус электрического провода. Датчики контроля наличия
проволоки в кассетах выполнены в виде смонтированных на проволочныхтрактах поворотных подпружиненных рычагов с роликами для контакта с проволокой бесконтактных микропереключателей, включенных в систему
управления, загрузочная горловина флюсо- бункера подвижного корпуса установлена с возможностью периодического контакта с заслонкой дополнительного неподвижного бункера, а рычаг с роликом управляющей
заслонки флюсобункера подвижного корпуса установлен с возможностью периодического контакта с многопрофильным кулачком неподвижного дополнительного бункера.
Указанные отличия позволили автоматизировать процесс сварки полностью, чем самым резко повысить производительность и встроить сварочный автомат в автоматическую линию.
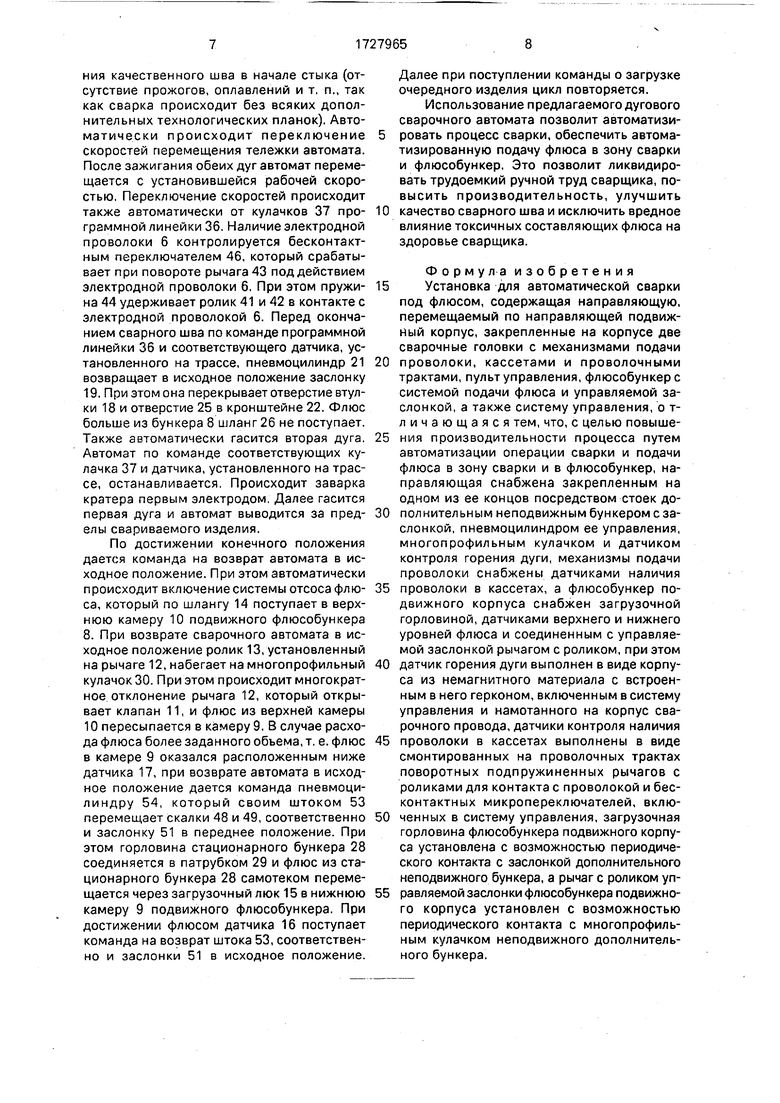
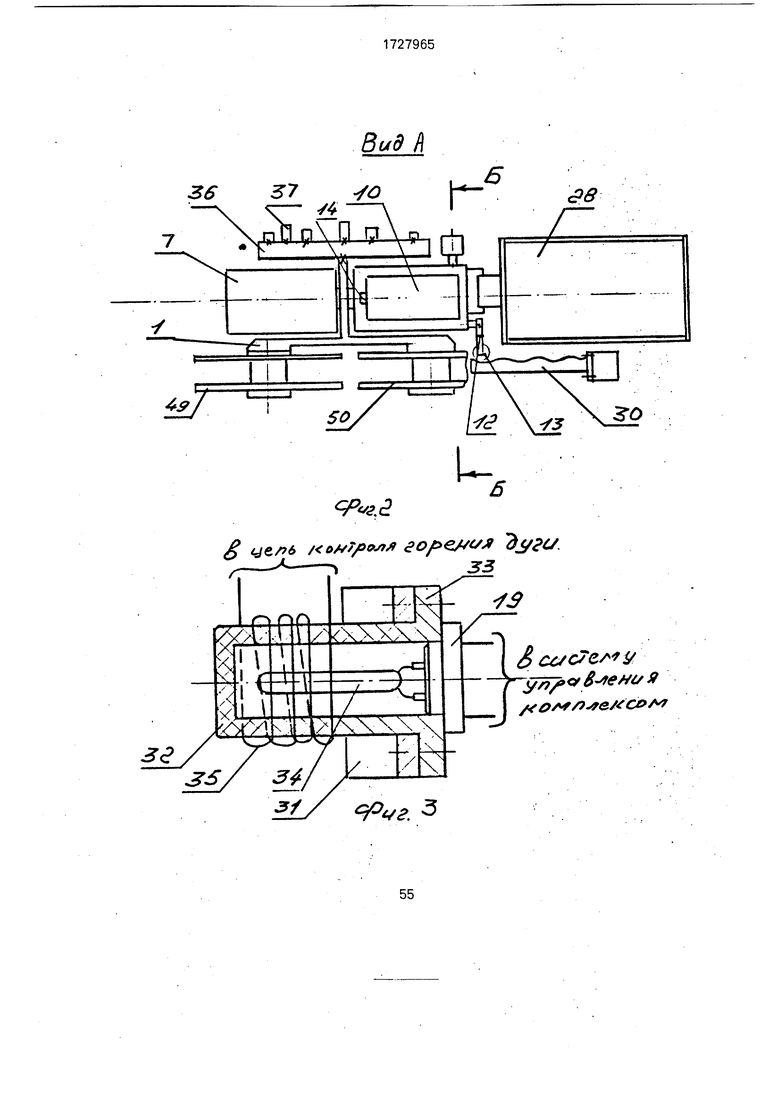
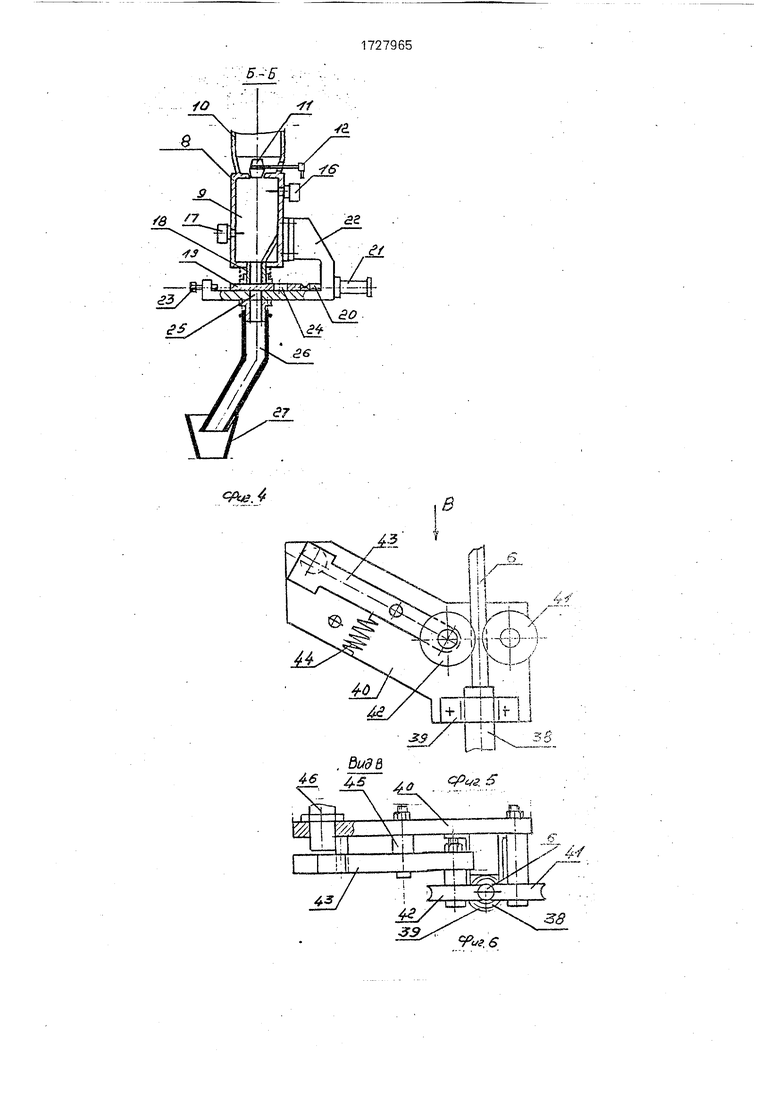
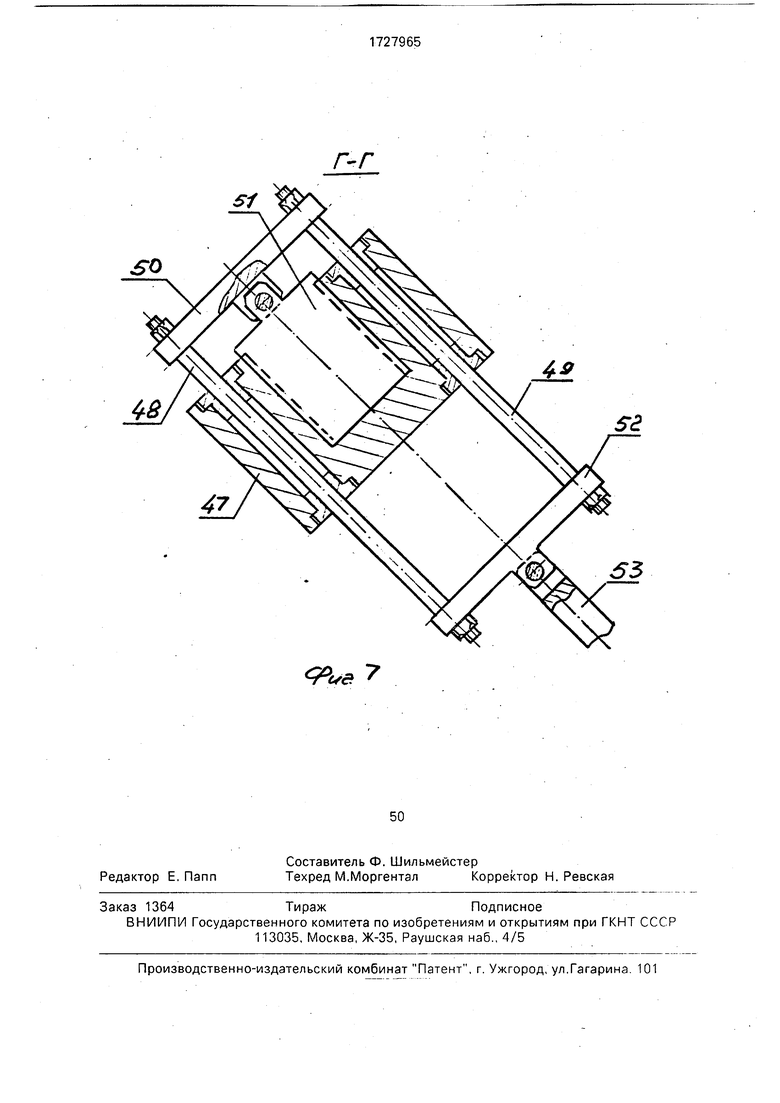
На фиг. 1 изображен автомат, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг, 3 - датчик контроля горения электрической дуги; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - датчик контроля наличия электродной проволоки; на фиг. 6 - вид В на фиг. 5; на фиг. 7 - разрез Г-Г на фиг. 1.
Предлагаемый дуговой сварочный автомат содержит установленный с возможностью продольного перемещения по направляющим корпус 1, на котором смонтированы сварочные головки 2 и 3, снабженные механизмами 4 и 5 подачи электродной проволоки 6. На корпусе 1 закреплен пульт
7управления и подвижный флюсобункер 8, выполненный из нижней 9 и верхней 10 камер, между которыми встроен клапан 11, управляемый рычагом 12 с роликом 13. В верхней камере 10 бункера 8 закреплен шланг 14 для отсоса флюса. На боковой стенке бункера 8 имеется загрузочный люк 15 для засыпки флюса в нижнюю камеру 9.
8нижней камере подвижного флюсобун- кера 8 установлены датчик 16 контроля максимального уровня флюса и датчик 17 контроля минимального уровня, причем датчик 17 минимального уровня флюса установлен на определенной высоте от днища камеры из расчета, что объема флюса, расположенного ниже датчика 17, достаточно для сварки одного продольного шва.
В днище флюсобункера 8 закреплена втулка 18. Кторцу втулки 18 поджата заслонка 19, шарнирно связанная со штоком 20 пневмоцилиндра 21, установленного на кронштейне 22. В кронштейне 22, напротив переднего торца заслонки, установлен регулировочный винт 23. В заслонке 19 выполнено отверстие 24. В кронштейне 22, напротив втулки 18, выполнено отверстие 25, которое соединено посредством шланга 26 с воронкой 27.
В начале трассы стационарно установлен флюсобункер 28, имеющий патрубок 29, который сопрягается с загрузочным люком 15 бункера 8 при нахождении его в начале трассы. На опорах стационарного бункера 28 закреплен плоский многопрофильный кулачок 30, с которым взаимодействует ролик 13 рычага 12 при нахождении подвижного бункера 8 в начале трассы. К опорам стационарного бункера 28 также прикреплены кронштейны 31, в которых установлены датчики 32 контроля горения обеих дуг, состоящие из стакана 33, выполненного из немагнитного материала. Внутри стакана 33 расположен геркон 34, концы.которого идут в систему управления автоматического комплекса (установки, линии и т. д.)
Снаружи стакана уложено несколько витков электрического провода 35, концы которого подсоединены к контролируемой цепи горения дуги.
К корпусу 1 прикреплены программная линейка 36 с разновысокими кулачками 37 с возможностью установочных перемещений в пазах линейки 36. На каждом проволочном
тракте 38 закреплен скобой 39 кронштейн 40, на котором закреплен ролик 41. Другой ролик 42 установлен на рычаге 43, нагруженном пружиной 44. Рычаг 43 установлен на оси 45. В кронштейне 40, напротив ши0 рокой части рычага 43, установлен бесконтактный микропереключатель 46. Между роликами 41 и 42 заключена электродная проволока 6.
Напротив загрузочного люка 15 в нача5 ле трассы находится патрубок 29, закрепленный на планке 47, которая закреплена на выходной горловине стационарного бункера 28. В планке 47 расположены с возможностью перемещения скалки 48 и 49.
0 Верхние торцы скалок соединены планкой 50, на которой шарнирно установлена заслонка 51. Нижние торцы скалок соединены планкой 52, которая шарнирно связана со штоком 53 пневмоцилиндра 54. Автомат
5 снабжен кассетами 55 и 56.
Установка работает следующим образом.
Дистанционно подается команда электродвигателю тележки (тележка не показана)
0 на перемещение автомата на позицию сварки - начало шва. Автомат ускоренно перемещается на позицию сварки и останавливается от команды бесконтактного датчика, сработавшего от соответствующе5 го кулачка 37 программной линейки 36.
Далее автоматически включается от соответствующего кулачка 37 в работу пневмоцилиндр 21, шток 20 которого перемещает заслонку 19 до упора в винт 23. При
0 этом отверстие 24 заслонки 19 совмещается с отверстием 25 кронштейна 22 и флюс по шлангу 26 поступает в воронку 27. Далее включается в работу механизм подачи электродной проволоки 6, бухта которой уста5 новлена в кассете 55 первой сварочной головки 2. Автоматически происходит зажигание дуги первого электрода. При этом появляется ток в проводнике 35 датчика 32 контроля горения дуги. Появившееся маг0 нитное поле в проводнике 35 вызывает соответствующий ток в герконе 34, который посылает сигнал в систему управления автоматическим комплексом. ,
После этого поступает разрешение на
5 дальнейшее перемещение сварочного автомата вдоль шва. Момент зажигания второй дуги (включение второй сварочной головки) происходит через определенное время по команде реле времени. Это время устанавливается опытным путем из условия получения качественного шва в начале стыка (отсутствие прожогов, оплавлений и т, п., так как сварка происходит без всяких дополнительных технологических планок). Автоматически происходит переключение скоростей перемещения тележки автомата. После зажигания обеих дуг автомат перемещается с установившейся рабочей скоростью. Переключение скоростей происходит также автоматически от кулачков 37 программной линейки 36. Наличие электродной проволоки 6 контролируется бесконтактным переключателем 46, который срабатывает при повороте рычага 43 под действием электродной проволоки 6. При этом пружина 44 удерживает ролик 41 и 42 в контакте с электродной проволокой 6. Перед окончанием сварного шва по команде программной линейки 36 и соответствующего датчика, установленного на трассе, пневмоцилиндр 21 возвращает в исходное положение заслонку 19. При этом она перекрывает отверстие втулки 18 и отверстие 25 в кронштейне 22. Флюс больше из бункера 8 шланг 26 не поступает. Также автоматически гасится вторая дуга. Автомат по команде соответствующих кулачка 37 и датчика, установленного на трассе, останавливается. Происходит заварка кратера первым электродом. Далее гасится первая дуга и автомат выводится за пределы свариваемого изделия.
По достижении конечного положения дается команда на возврат автомата в исходное положение. При этом автоматически происходит включение системы отсоса флюса, который по шлангу 14 поступает в верхнюю камеру 10 подвижного флюсобункера 8. При возврате сварочного автомата в исходное положение ролик 13, установленный на рычаге 12, набегает на многопрофильный кулачок 30. При этом происходит многократное отклонение рычага 12, который открывает клапан 11, и флюс из верхней камеры 10 пересыпается в камеру 9. В случае расхода флюса более заданного объема, т. е. флюс в камере 9 оказался расположенным ниже датчика 17, при возврате автомата в исходное положение дается команда пневмоци- линдру 54, который своим штоком 53 перемещает скалки 48 и 49, соответственно и заслонку 51 в переднее положение. При этом горловина стационарного бункера 28 соединяется в патрубком 29 и флюс из стационарного бункера 28 самотеком перемещается через загрузочный люк 15 в нижнюю камеру 9 подвижного флюсобункера. При достижении флюсом датчика 16 поступает команда на возврат штока 53, соответственно и заслонки 51 в исходное положение.
Далее при поступлении команды о загрузке очередного изделия цикл повторяется.
Использование предлагаемого дугового сварочного автомата позволит автоматизировать процесс сварки, обеспечить автоматизированную подачу флюса в зону сварки и флюсобункер. Это позволит ликвидировать трудоемкий ручной труд сварщика, повысить производительность, улучшить
качество сварного шва и исключить вредное влияние токсичных составляющих флюса на здоровье сварщика.
Формула изобретения
Установка для автоматической сварки под флюсом, содержащая направляющую, перемещаемый по направляющей подвижный корпус, закрепленные на корпусе две сварочные головки с механизмами подачи
проволоки, кассетами и проволочными трактами, пульт управления, флюсобункер с системой подачи флюса и управляемой заслонкой, а также систему управления, о т- личающаяся тем, что, с целью повышения производительности процесса путем автоматизации операции сварки и подачи флюса в зону сварки и в флюсобункер, направляющая снабжена закрепленным на одном из ее концов посредством стоек дополнительным неподвижным бункером с заслонкой, пневмоцилиндром ее управления, многопрофильным кулачком и датчиком контроля горения дуги, механизмы подачи проволоки снабжены датчиками наличия
проволоки в кассетах, а флюсобункер подвижного корпуса снабжен загрузочной горловиной, датчиками верхнего и нижнего уровней флюса и соединенным с управляемой заслонкой рычагом с роликом, при этом
датчик горения дуги выполнен в виде корпуса из немагнитного материала с встроенным в него герконом, включенным в систему управления и намотанного на корпус сварочного провода, датчики контроля наличия
проволоки в кассетах выполнены в виде смонтированных на проволочных трактах поворотных подпружиненных рычагов с роликами для контакта с проволокой и бесконтактных микропереключателей, включенных в систему управления, загрузочная горловина флюсобункера подвижного корпуса установлена с возможностью периодического контакта с заслонкой дополнительного неподвижного бункера, а рычаге роликом управляемой заслонки флюсобункера подвижного корпуса установлен с возможностью периодического контакта с многопрофильным кулачком неподвижного дополнительного бункера.
Вид А
U Б.-Б ,. дидв
г-г
Ф«а Г
| Установка для автоматической сварки под флюсом | 1961 |
|
SU145437A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
