Изобретение предназначено для использования в устройствах для сварки трубопроводов с помощью .магпитоуправляе ой дуги.
Известны устройства для сварки неповс ротных стыков трубопроводов дугой, вращающейся в магпитном поле, содержащие разъемный корпус с установленными в нем полукольцами электрода, обхватывающими свариваемый стык, и магнитопровода с электромагнитами.
В этих устройствах возбуждение дуги между кольцевым электродом и свариваемым изделием осуществляется с помощью источника высокого напряжения, например, осциллятора. Повыщенная частота тока и высокое напряжение, снимаемое с осциллятора для пробоя газового зазора между кольцевым электродом устройства и изделием, требуют надежную изоляцию токонроводящих проводов и кольцевого электрода. Это влечет за собой утолщение изоляции проводов и, следовательно, их жесткости, а также усложняет сварочное устройство и ограничивает применение этих устройств при сварке в стесненных условиях монтажа. Кроме этого, незначительное обгорание или повреждение изоляции кольцевого электрода прн зажигании дуги от осциллятора вызывает непредусмотренное возбуждеЕгие сварочной дуги вне места сварки.
Цель изобретения - избежать непредусмотренное возбуждение сварочной дуги вне места сварки и уменьшить общие габариты сварочной головки (снизить жесткость токоподводящих проводов, уменьшить толщину изоляции вокруг кольцевого электрода).
Это достигается за счет того, что возбуясдение сварочной дуги в месте сварки происходит с помощью подпружиненного неплавящегося вспомогательного электрода, установленного в корпусе головки. Причем один конец стержня, выполненный в виде кнопки, выступает над корпусом головкн, а другой боковой поверхностью касается скоса заостpennoii части ко.тьцевого электрода.
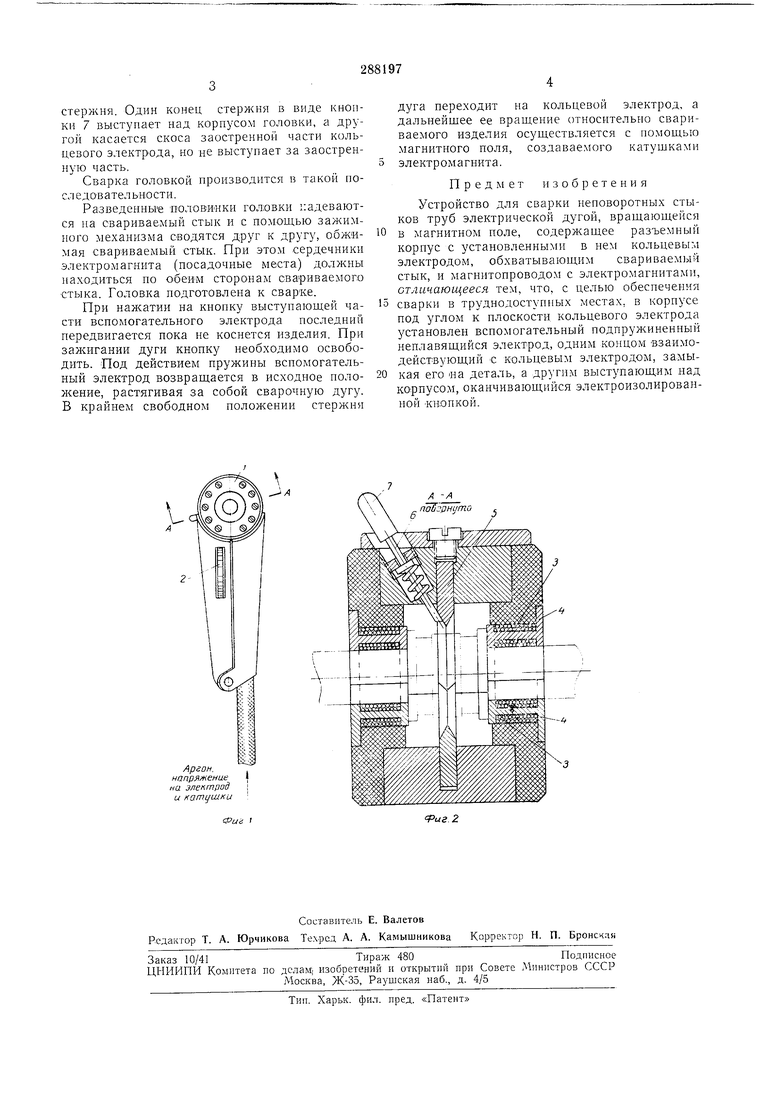
На фиг. 1 иоказан общий вид предлагаемой сварочной головкн; па фпг. 2 - разрез по А-А на фиг. 1.
Устройство представляет co6oii дискообразную конструкцию с разъемом в диаметральной плоскости. Обе половпны головкп соединены между co6oii шарниром, вынесенньш за пределы рабочей части, п зажпмным механизмом 2. В корпусе головки установлены
разъемные катушки 3 электромагнита, сердечник 4 которых слулчит одновременно магнитoнpoвoдo и иосадочным местом ири закреплении головки на трубопроводе, н сменный кольцевой электрод 5. Вспомогательны элекстержня. Один конец стержня в виде кнопки 7 выступает над корпусом головки, а другой касается скоса заостренной части кольцевого электрода, но не выступает за заостренную часть.
Сварка головкой производится в такой последовательности.
Разведенные половинки головки ::адеваются на свариваемый стык и с помощью зажимного механизма сводятся друг к другу, обжимая свариваемый стык. При этом сердечники электромагнита (посадочные места) должны находиться по обеиМ сторонам свариваемого стыка. Головка подготовлена к сварке.
При нажатии на кнопку выступающей части вспомогательного электрода последний передвигается пока не коснется изделия. При зажигании дуги кнопку необходимо освободить. Под действием пружины вспомогательный электрод возвращается в исходное положение, растягивая за собой сварочную дугу. В крайнем свободном положении стержня
дуга переходит па кольцевой электрод, а дальнейшее ее вращение относительно свариваемого изделия осуществляется с помощью магнитного поля, создаваемого катушками электромагнита.
Предмет изобретения
Устройство для сварки неповоротных стыков труб электрической дугой, вращающейся
в магнитном поле, содержащее разъемный корпус с установленными в нем кольцевым электродом, обхватывающим свариваемый стык, и магнитопроводом с электромагнитами, отличающееся тем, что, с целью обеспечения
сварки в труднодоступных местах, в корпусе под углом к плоскости кольцевого электрода установлен вспомогательный подпружиненный неплавящийся электрод, одним концом взаимодействующий € кольцевым электродом, замыкая его «а деталь, а другим выступающим над корпусом, оканчивающийся электроизолированной КНОПКОЙ.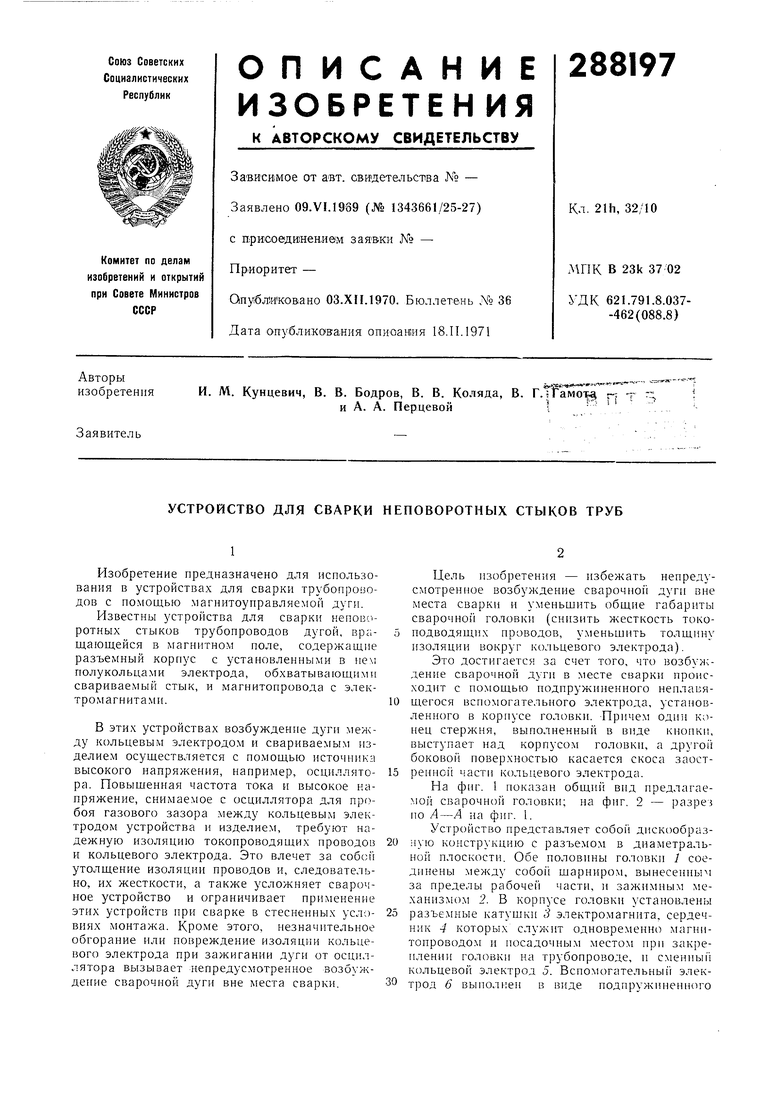
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СВАРКИ ВНУТРЕННИХ КОЛЬЦЕВЫХ ШВОВ | 1971 |
|
SU308833A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1970 |
|
SU259297A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОЭЛЕКТРОДНОЙ СВАРКИ | 2003 |
|
RU2272699C2 |
| СПОСОБ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ШВА ПРИ СВАРКЕ НЕПЛАВЯШИМСЯ ЭЛЕКТРОДОМ | 1973 |
|
SU364399A1 |
| УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ | 1998 |
|
RU2137576C1 |
| Устройство для сварки неповоротных стыков труб | 1987 |
|
SU1505728A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ ТРУБ С ТРУБНЫМИ ДОСКАМИ | 1970 |
|
SU277980A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОЭЛЕКТРОДНОЙ СВАРКИ | 2000 |
|
RU2172661C1 |
| Способ сварки электрической дугой | 1961 |
|
SU148860A1 |
| Устройство для сварки неплавящимся электродом | 1982 |
|
SU1061955A1 |
Аргон.
Н(2пряжени
на электрод:
и KomijMKu
Vu,i I
А -А
fua 2
