Изобретение относится к электродуговой сварке и наплавке с использованием защитных газов и неплавящегося электрода в труднодоступных местах.
Известно устройство для сварки кольцевых швов по а.с. СССР 140929, В 23 К 9/16, В 23 К 37/00 от 24.02.61 г. Оно предназначено для приварки патрубков к плоским изделиям в среде защитного газа и содержит поворотный мундштук для направления электрода и гибкий приводной вал.
Известное устройство не содержит средств для регулирования положения электрода при зажигании и горении дуги, что отрицательно сказывается на качестве сварного шва.
Известно также устройство для вибродуговой наплавки цилиндрических изделий по а.с. СССР 114270, В 23 К 9/04, В 23 К 9/30 от 10.12.56 г., которое состоит из электрододержателя с электродом и механизма перемещения электрода относительно изделия.
Однако известное устройство имеет сложную конструкцию, так как электрододержатель укреплен внутри пустотелого вала с резьбой.
Наиболее близким техническим решением к предлагаемому изобретению по совокупности существенных признаков является сварочная головка для сварки и наплавки цилиндрических изделий в среде защитного газа, содержащая удлиненный наконечник, выполненный в виде двуплечего рычага со сферическим шарниром между плечами, причем на одном конце наконечника закреплен элемент для поворота, внутри которого находится канал для подачи защитного газа, а на другом конце расположена рабочая часть сварочного электрода (см. описание изобретения а.с. СССР 125635, В 23 К 9/04, В 23 К 9/12 от 07.05.59 г.).
Известная сварочная головка неудобна в работе, так как она установлена стационарно, а наплавляемое изделие вращается и перемещается относительно этой головки. Этот недостаток особенно проявляется при наплавке сварных швов в труднодоступных местах стационарно установленных изделий, когда требуется высокое качество этих работ.
Предлагаемое изобретение направлено на обеспечение удобства пользования сварочной горелкой, повышение качества сварки за счет стабильности зажигания и горения дуги. Эта задача решается благодаря тому, что в известной сварочной головке для сварки и наплавки изделий, содержащей удлиненный наконечник, выполненный в виде двуплечего рычага со сферическим шарниром между плечами, у которого на одном конце закреплен элемент для поворота с каналом для подачи защитного газа, а на другом конце расположена рабочая часть сварочного электрода, корпус наконечника установлен в сферической втулке шарнира с возможностью продольного перемещения и снабжен подпружиненным фиксатором зазора между рабочим концом электрода и свариваемым изделием, а фиксатор выполнен в виде втулки, наружная поверхность которой контактирует с расточкой шарового подшипника и определяет траекторию перемещения электрода.
Такое выполнение сварочной головки позволяет перемещать наконечник вдоль оси, достигая неудобного места сварки, обеспечивает зажигание дуги путем преодоления силы пружины фиксатора и приведения в электрический контакт электрода со свариваемым изделием, а затем дает возможность автоматически установить за счет упругости пружины рабочий зазор между электродом и свариваемым изделием и направлять рабочий конец электрода по заданной траектории, что обеспечивает стабильность качества.
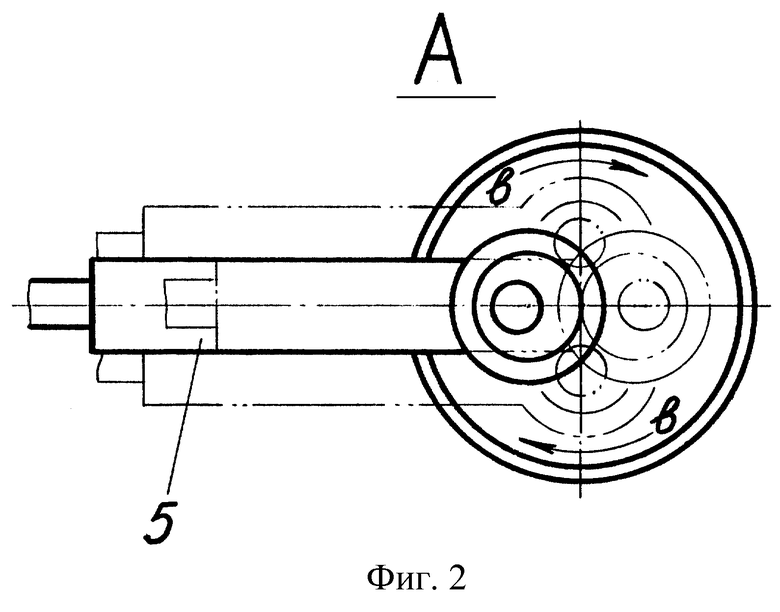
На фиг.1 изображен общий вид предлагаемой сварочной головки; на фиг.2 - вид по стрелке А с показом четырех положений элемента для поворота конца электрода.
Удлиненный наконечник 1 установлен в сферической втулке 2 шарнира с возможностью продольного перемещения так, что он образует двуплечий рычаг, концы которого способны выполнять заданную траекторию. Внутри наконечника 1 установлен электрод 3, а его рабочая часть выступает из наконечника и свободно опирается на опору 4. На приводном конце наконечника закреплен элемент 5 для поворота, например рукоятка для случая ручной сварки. Внутри элемента 5 находятся токоподвод 6 с каналами для подачи и отвода охлаждающей воды и канал 7 для подачи защитного газа.
Сферическая втулка 2 установлена в корпусе 8 с крышкой 9, образующих шаровой подшипник. На выступе 10 корпуса подшипника имеется резьба или другое посадочное место для установки на обрабатываемом изделии.
На корпусе наконечника 1 между сферической втулкой 2 и рукояткой 5 установлен фиксатор 11 с пружиной 12. Фиксатор 11 крепится с помощью винта 13 на заданном расстоянии, требуемом для сварки изделия. Фиксатор 11 выполнен в виде втулки, наружная поверхность которой контактирует с расточкой в крышке шарового подшипника в точке "а" и определяет траекторию перемещения рабочего конца электрода. Траектория перемещения рабочего конца электрода может быть различной: окружность, эллипс и т.д.; расточка в крышке 9 подшипника выполнена соответственно.
На фиг.1 фиксатор 11 изображен с двумя различными наружными диаметрами и выточками для пружины 12 на обоих торцах. Поэтому фиксатор 11 может быть переустановлен для изменения траектории (диаметра) сварного шва при одном и том же соотношении плеч двуплечего рычага. Сварочная головка может иметь несколько сменных фиксаторов с различными наружными диаметрами. Пружина 12 в свободном состоянии образует зазор "е1" между торцом фиксатора и сферической втулкой 2, который обеспечивает установку рабочего зазора "е2".
Работа сварочной головки поясняется на примере обварки труб 14 в трубной доске 15 теплообменника без добавления присадочного материала через технологические отверстия в крышке 16 теплообменника.
Для обварки трубы 14 в трубной доске 15 сварочную головку устанавливают в технологическом отверстии крышки и настраивают длину плеч двуплечего рычага установкой фиксатора 11 и закрепляют его винтом 13. Включают подачу газа и нажатием на пружину 12 приводят в соприкосновение рабочий конец электрода со свариваемым изделием для зажигания дуги. Отпускают пружину 13, при этом между рабочим концом электрода и свариваемым изделием образуется зазор "е2" для стабильного горения дуги. Элементом 5 (рукояткой) производят поворот короткого плеча рычага по стрелкам "в" (см. фиг.2). При этом фиксатор своей наружной поверхностью обкатывается по расточке шарового подшипника с контактом в одной точке и обеспечивает перемещение рабочего конца электрода по траектории "с".
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 1993 |
|
RU2069612C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Датчик положения свариваемого стыка при многопроходной сварке | 1978 |
|
SU764889A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2358847C1 |
| Способ сварки кольцевых внутренних швов и устройство для его осуществления | 2015 |
|
RU2641430C2 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1996 |
|
RU2098249C1 |
| Головка для автоматической дуговой сварки | 1988 |
|
SU1614903A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| Плазмотрон для сварки и наплавки | 2023 |
|
RU2826506C1 |
Изобретение относится к сварке, в частности к сварочным головкам для сварки и наплавки изделий в среде защитного газа, и может найти применение при изготовлении сварных конструкций в различных отраслях машиностроения. Удлиненный наконечник сварочной головки выполнен в виде двуплечего рычага со сферической втулкой между плечами. На одном конце наконечника закреплен элемент для поворота, внутри которого находится канал для подачи защитного газа. На другом конце наконечника расположена рабочая часть сварочного электрода. Шаровой подшипник образован корпусом и крышкой. В нем установлена сферическая втулка. Наконечник установлен во сферической втулке с возможностью продольного перемещения и имеет подпружиненный фиксатор зазора между рабочим концом электрода и свариваемым изделием. Фиксатор выполнен в виде втулки, наружная поверхность которой контактирует с расточкой в крышке шарового подшипника и определяет траекторию перемещения рабочего конца электрода. Такое выполнение головки обеспечивает удобство пользования в труднодоступных местах и повышение качества сварки за счет стабильности зажигания дуги. 2 ил.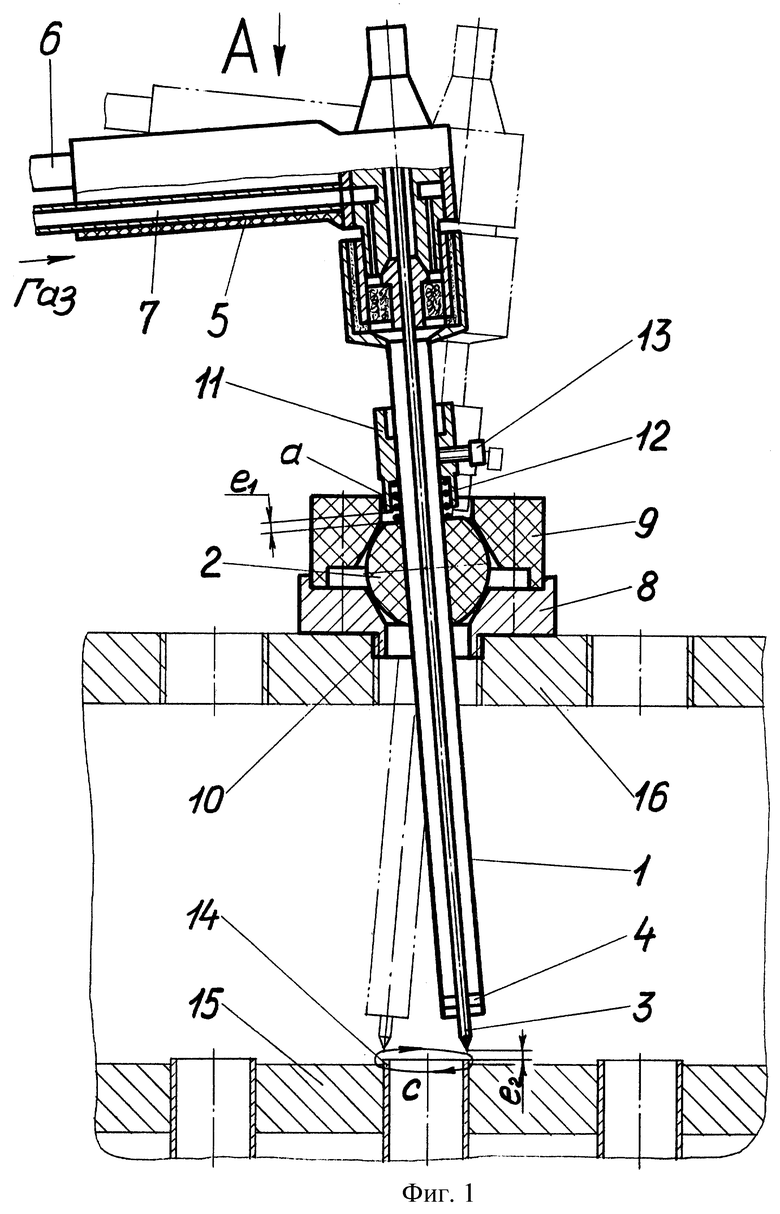
Сварочная головка для сварки и наплавки изделий в среде защитного газа, содержащая удлиненный наконечник и шаровой подшипник, удлиненный наконечник выполнен в виде двуплечего рычага со сферической втулкой между плечами, на одном конце наконечника закреплен элемент для поворота, внутри которого находится канал для подачи защитного газа, а на другом конце расположена рабочая часть сварочного электрода, отличающаяся тем, что шаровой подшипник образован корпусом и крышкой, в шаровом подшипнике установлена сферическая втулка, а наконечник установлен во сферической втулке с возможностью продольного перемещения и снабжен подпружиненным фиксатором зазора между рабочим концом электрода и свариваемым изделием, фиксатор выполнен в виде втулки, наружная поверхность которой контактирует с расточкой в крышке шарового подшипника и определяет траекторию перемещения рабочего конца электрода.
| Сварочная головка для автоматической импульсно-дуговой наплавки и сварки | 1959 |
|
SU125635A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ КРУГОВЫХ ШВОВ | 1995 |
|
RU2096153C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ НЕВРАЩАЮЩИХСЯ ИЗДЕЛИЙ | 1997 |
|
RU2112633C1 |
| US 5370296, 06.12.1994. | |||

