Известны устройства для формования профилированных деталей из стекла, содержащие прокатную машину, формующее приспособление и профилированные формующие валки. Размер входного отверстия формующих приспособлений равен ширине развертки заданного профиля, а конфигурация выходного отверстия соответствует профилю формуемой детали.
В предложенном устройстве формующее приспособление выполнено составным из полуформ и вкладыша, суженный конец которого имеет конфигурацию детали заданного профиля. Это позволяет изготовлять профилированные детали с внутренней полостью.
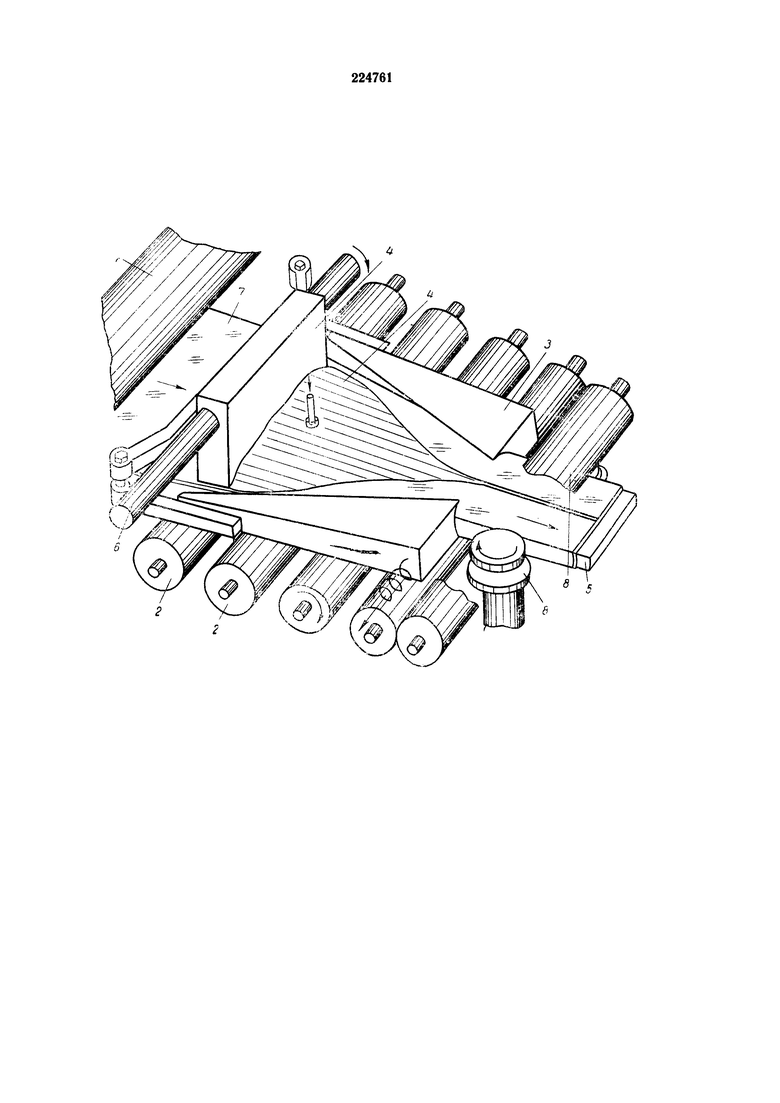
На чертеже изображено описываемое устройство в аксонометрической проекции.
Устройство содержит прокатную машину 1 с приемным столом 2.
На столе установлено формующее приспособление, состоящее из шарнирно укрепленных на станине прокатной машины полуформ 3 и вкладыша 4, суженный конец 5 которого имеет конфигурацию детали заданного профиля. Вкладыш насажен на вал 6 с возможностью перемещения вдоль него.
Формование профилированных деталей с внутренней полостью осуществляется следующим образом.
Сначала на прокатной машине 1 формуется плоская лента 7 стекла. Ширина ленты устанавливается равной ширине развертки заданного профиля, в соответствии с которой подбирается входное отверстие формующего приспособления. Лента стекла, проходя через формующее приспособление, приобретает корытообразную форму. Полуформы прижимают ленту и наворачивают ее на вкладыш. Затем лента прижимается к вкладышу профилированными формующими валками 8. При этом ее торцы сближаются и вследствие высокой температуры свариваются, образуя замкнутый контур заданной конфигурации. Во избежание деформации стекла внутрь вкладыша подают воздух, который в конце ленты выпускают.
После формования заданного профиля стеклоизделие в виде непрерывной ленты поступает в отжиговую печь, после чего лента разрезается на коробчатые блоки необходимой длины.
Полученные стеклянные блоки могут быть использованы в строительстве для заполнения стен, остекления фонарей промышленных зданий и т.п.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования профилированных стеклоизделий | 1978 |
|
SU899502A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ ПРОФИЛИРОВ7?ТГНЫХ- СТЕКЛОИЗДЕЛИЙ | 1972 |
|
SU342838A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ ПРОФИЛИРОВАННЫХ ДЕТАЛЕЙ ИЗ СТЕКЛА | 1971 |
|
SU292897A1 |
| Устройство для формования профилированных стеклоизделий | 1980 |
|
SU1051049A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ | 1965 |
|
SU176048A1 |
| Машина для непрерывной прокатки ленты из стекломассы | 1980 |
|
SU996341A1 |
| ФОРМОВАНИЕ ЛИСТОВОГО МАТЕРИАЛА | 2015 |
|
RU2714754C2 |
| ФОРМОВАНИЕ ЛИСТОВОГО МАТЕРИАЛА | 2015 |
|
RU2806944C2 |
| Устройство для формования профилированных стеклоизделий | 1984 |
|
SU1231016A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛИРОВАННОГО СТЕКЛА | 1998 |
|
RU2145581C1 |
Устройство для формования проифилированных деталей из стекла, содержащее прокатную машину, формующее приспособление с входным отверстием, размеры которого равны ширине развертки заданного профиля, и выходным отверстием, конфигурация которого соответствует профилю формуемой детали, профилированные формующие валки, отличающееся тем, что, с целью обеспечения возможности изготовления профилированных деталей с внутренней полостью, формующее приспособление устройства выполнено составным из полуформ и вкладыша, суженный конец которого имеет конфигурацию детали заданного профиля.
