Изобретение относится к оборудованию для изготовления из отформованной ленты стекла изделий коробчатого профиля и может быть использовано в промьшшенности стройматериалов на стекольных заводах.
Цель изобретения - удлинение межремонтного периода и улучшение качества изделий.
На фиг|1 изображено устройство, вид в плане; на фиг.2 - вкладьш, вид в плане; на фиг.З - разрез А-А на
фиг.2.
Устройство для формования профилированных стеклоизделий состоит из двух п 5луформ 1, вкладьша 2, системы формуюирх роликов (боковых профилированных 3 и верхнего прижимного 4), устанавливаемых на рольганге 5
ушино ДЛЯ крепления вкладьша 2 к тра версе 16 формукяцего устройства.
Устройство работает следующим образом.
5 Непрерывная лента 7 стекла, выходя из прокатных валков 6 и двигаясь по рольгангу 5, попадает на полуформы 1 с параболической рабочей поверх ностью. Лента 7 стекла, имея высокую
0 температуру и находясь в пластичном состоянии, постепенно изгибаясь, наворачивается на водоохлаждаемый вкла дьш 2 своими бортами,приобретая коробчатый профиль. Окончательную фор 5 му изделие принимает, исходя череэ систему профилированных формующих роликов 3. Края ленты, наползая друг на друга, свариваются в шов, прокатываясь между опорньм 13 и верхним
го т f ь yt:. 1 с4Пс1 Л 113с1С1чо1л i-id «
после прокатных валков 6, прокатываю- 20 прижимным 4 роликами. Далее следует
щих из стекломассы непрерывную ленту 7, которая при помоищ предлагаемого устройства формуется в изделие 8 коробчатой формы. Вкладыш 2 имеет водоохлаждаемый металлический короб 9, снабженньй патрубками для йодачи 10 и отвода 11 воды. Металлическая поверхность короба 9 покрыта графитовой облицовкой в виде съемного кожуха 12, а в хвостовой части закреплен опорный ролик 13 таким образом, что его верхняя образующая зозвьгаается над формующей поверхностью вкладыша 2. Кожух 12 закреплен на коробе 9 при помощи монтажной пла- стииы Н опорного ролика 13 и прижимной пластины 15.Кожух 12 может быть свободно заменен на новый при снятий одной из пластин. Пластина 15 имеет про25
30
35
отжиг изделия и разрезка его на тре буемые типоразмеры.
Преимуществом предлагаемого формующего устройства является наличие эффективного водяного охлаждения са мого уязвимого формующего элемента вкладыша. Система водяного охлаж- дения позволяет наиболее гибко варьировать температурно-вязкостньп ш условиями формования,что непосредст венно влияет на качество изделий, a более щадящие условия работы удлиняют срок службы устройства в ,1,5- 2 раза и соответственно способствую увеличению выпуска продукции. Наличие опорного ролика устраняет повы- шенньй местный износ вкладыша и улу шает качество шва.
231016
ушино ДЛЯ крепления вкладьша 2 к траверсе 16 формукяцего устройства.
Устройство работает следующим образом.
5 Непрерывная лента 7 стекла, выходя из прокатных валков 6 и двигаясь по рольгангу 5, попадает на полуформы 1 с параболической рабочей поверхностью. Лента 7 стекла, имея высокую
0 температуру и находясь в пластичном состоянии, постепенно изгибаясь, наворачивается на водоохлаждаемый вкла- дьш 2 своими бортами,приобретая коробчатый профиль. Окончательную фор 5 му изделие принимает, исходя череэ систему профилированных формующих роликов 3. Края ленты, наползая друг на друга, свариваются в шов, прокатываясь между опорньм 13 и верхним
прижимным 4 роликами. Далее следует
отжиг изделия и разрезка его на требуемые типоразмеры.
Преимуществом предлагаемого фор . мующего устройства является наличие эффективного водяного охлаждения самого уязвимого формующего элемента - вкладыша. Система водяного охлаж- . дения позволяет наиболее гибко варьировать температурно-вязкостньп ш условиями формования,что непосредственно влияет на качество изделий, at более щадящие условия работы удлиняют срок службы устройства в ,1,5- 2 раза и соответственно способствуют увеличению выпуска продукции. Наличие опорного ролика устраняет повы- шенньй местный износ вкладыша и улучшает качество шва.
(pus. 2
12 9
А - А
f ZMi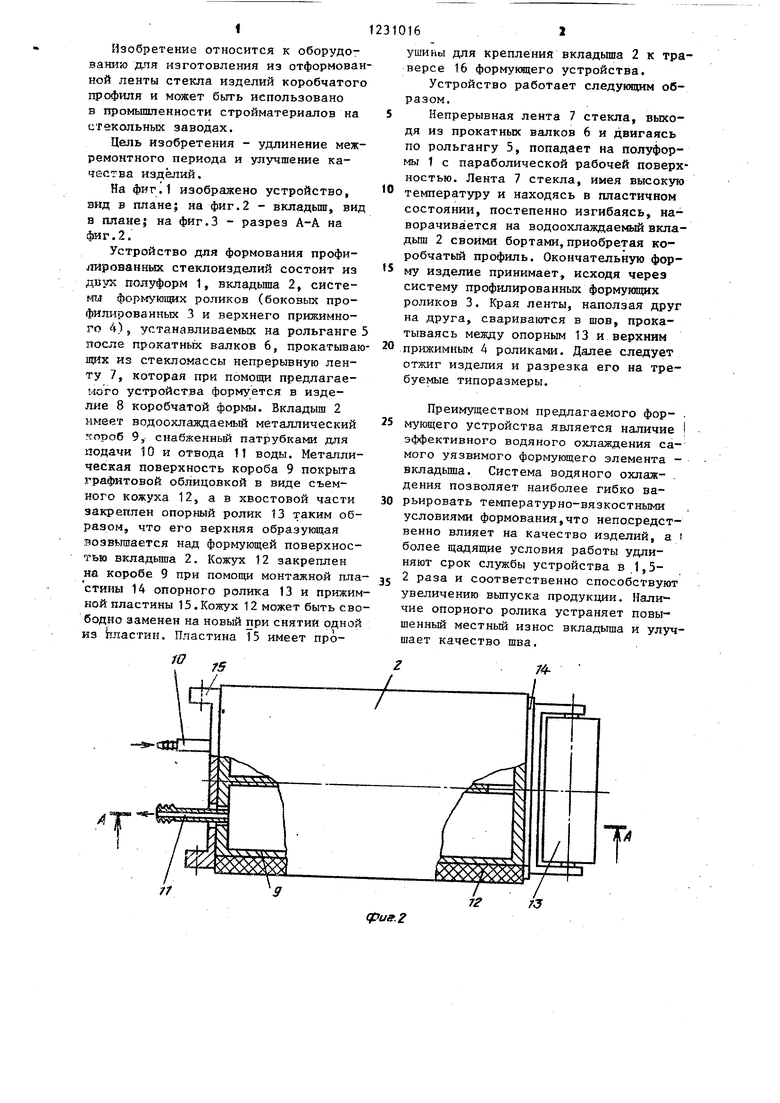
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования профилированных стеклоизделий | 1980 |
|
SU1051049A1 |
| Прокатный стан | 1986 |
|
SU1338907A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРОФИЛИРОВАННЫХ ДЕТАЛЕЙ ИЗ СТЕКЛА | 1964 |
|
SU224761A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ ПРОФИЛИРОВАННЫХДЕТАЛЕЙ | 1968 |
|
SU221918A1 |
| Устройство для формования профилированных стеклоизделий | 1978 |
|
SU899502A1 |
| Прокатный стан | 1984 |
|
SU1174106A1 |
| Устройство для центробежного формования полых стеклоизделий | 1985 |
|
SU1328320A1 |
| Прокатный стан | 1983 |
|
SU1117096A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ ПРОФИЛИРОВАННЫХ ДЕТАЛЕЙ ИЗ СТЕКЛА | 1971 |
|
SU292897A1 |
| Способ изготовления изделий из стекла | 1976 |
|
SU578270A1 |


Составитель В.10(а;ина Редактор М.П.етрова Техред Л.Олейник
ваказ 2520/28 Тираж 457Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
Корректор И.Муска
| Устройство для формования профилированных стеклоизделий | 1978 |
|
SU899502A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРОФИЛИРОВАННЫХ ДЕТАЛЕЙ ИЗ СТЕКЛА | 1964 |
|
SU224761A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
