1
Изобретение относится к промышлен ности стройматериалов в частности к конструкциям для изготовления профилированных стеклоизделий методом непрерывного проката и может найти применение в стекольной промышленности.
Известно устройство для формования профилированных стеклоизделий, содержащее прокатную машину, формующее приспособление с входным отверстием размеры которого равны ширине развертки заданного профиля и выходным отверстием, конфигурация которого соответствует профилю формуемой детали, выполненное составным из полуформ и вкладыша, суженный конец которого имеет конфигурацию детали заданного профиля 1,
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство для формования профилированных стеклоизделий, включающее прокатные валы, формующее приспособление из насадок и полуформ, установленных друг за другом после прокатных валов и вкладыша 2,
Недостатком известных устройств является.сложность формования изделий с различными углами в сечении, например треугольного профиля. Для формования таких изделий необходимо пластичную ленту стекла изгибать под
1о углами, превышающими 90, Это усложняет конфигурацию формующих устройств что приводит к увеличению длины полуформ. Лента стекла, находясь в полуформе значительной длины, охлаждаISется, теряет пластичность, формование изделий усложняется, качество их значительно ухудшается.
Цель изобретения - увеличение ассортимента.
20
Поставленная цель достигается тем, что в устройстве для формования профилированных стеклоизделий, включающем прокатные валы, формующее приспосоЬление из насадок и полуформ, установленных друг за другом после прокатных валов, и вкладыша насадки установлены с возможностью продольного и поперечного перемещения от привода, а рабочая поверхность их выполнена параболической с увеличивающимся параметром.
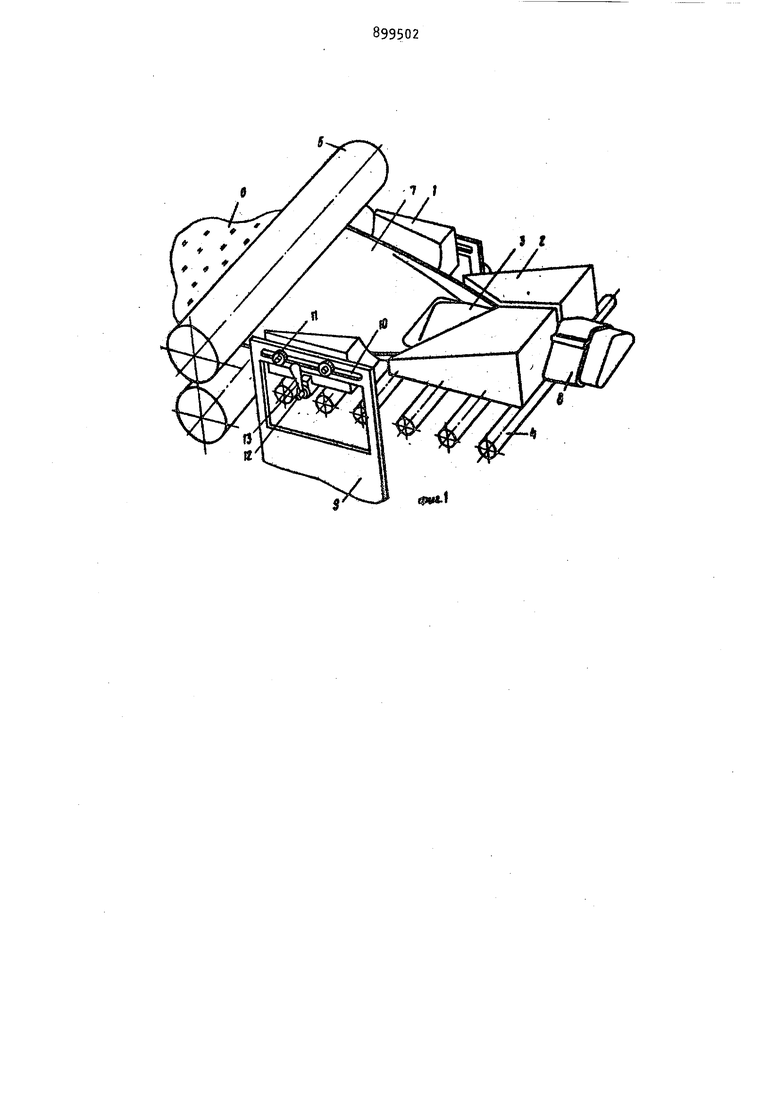
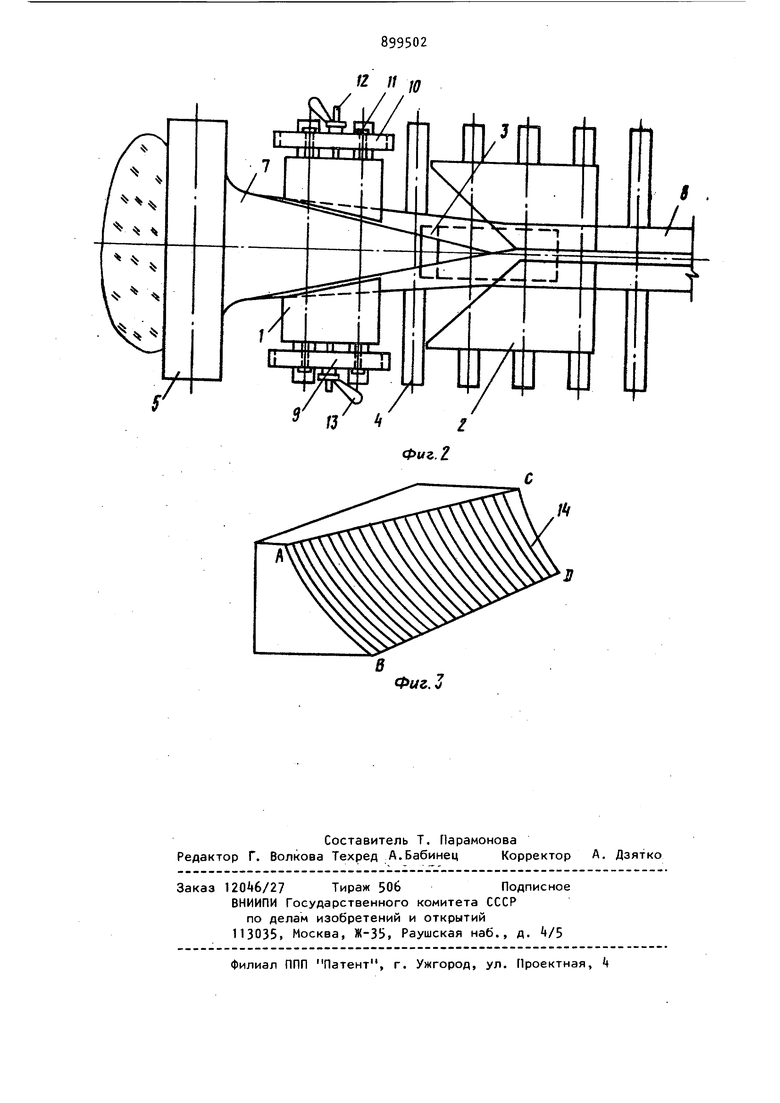
На фиг. 1 изображено устройство для формования профилированных стеклоизделий в а.ксонометрии, общий вид; на фиг. 2 - план устройства; на фиг. 3 насадка, общий вид.
Устройство для формования профилированных стеклоизделий состоит из насадки 1, полуформ 2,- вкладыша 3, ус.тановленных на рольганге А после прокатных валков 5) прокатывающих из стекломассы 6 непрерывную ленту 7, которая при помощи предлагаемого устройства формуется в изделиезамкнутого профиля 8. Насадка установлена на рольном столе с возможностью продольного и поперечного перемещений относительно оси прокатываемой ленты стекла. Продольное перемещение может осуществляться при помощи передвижения их вдоль рамы 9 в пазу 10 и закрепления винтами 11, поперечное при помощи винтов 12 и рукоятки 13. Возможны и другие устройства для перемещения насадок.
Насадка 1 имеет рабочую поверхность 1 параболической формы с увеличивающимся по ходу движения стекломассы параметром. Параметр параболы СД больше, чем АВ, т.е. в сечении СД парабола более крутая, чем в сечении АВ. Насадка должна устанавливаться таким образом, чтоб пластичная лента стекла сначала поступал в сечение АВ.
Устройство работает следующим образом.
Стекломасса 6 прокатывается валками 5 в непрерывную ленту стекла 7. Пластичная лента стекла поступает в насадку 1.
Параболическая форма рабочей поверхности насадок способствует постепенному изгибанию ленты стекла. При этом изгиб с обоих сторон ленты может быть одинаковым, что необходимо при формовании большинства издели1 или различным для некоторых изделий очень сложного сечения. Изгиб пластичной ленты стекла обусловлен расположением насадки относительно полуформ, прокатных валков и продольной оси ленты стекла, а также формой рабочей поверхности насадки. Сдвигая насадку, можно увеличить изгиб ленты стекла. Это может быть достигнуто при более крутой форме выходного отверстия рабочей поверхности насадки. Продольное перемещение насадки позволяет подобрать onтимальные температурно-вязкостные условия предварительного формования пластичной ленТы стекла.
Изогнутая насадкой лента стекла поступает в полуформы 2, обжимает 5 вкладыш 3 и формуется в изделие заданного профиля 8, которое рольгангом k подается в печь отжига ( не показана) .
Преимуществом предлагаемого формующего устройства является наличие
насадки с параболической рабочей поверхностью, обеспечивающих предварительное формование ленты стекла. Благодаря этому, в полуформы поступает не плоская, а в значительной степени отформованная лента. Это позволяет облегчить условия формования, сократить длину полуформ, что дает возможность формовать изделия сложных очертаний, где необходимо изгибать ленту стекла под углами больше 90.
Параметры параболической рабочей поверхности насадки должны выбираться в каждом отдельном случае в зависимости от ширины прокатываемой ленты стекла, формы и размеров изделий, температурно-вязкостных условий формования, длины насадки и полуформ и других факторов. Насадка может выполняться из различных материалов, например чугуна, жаростойкой стали, огнеупоров, графита.
Пример. Устройство для формования профильного стекла треугольного сечения состоит из двух насадок, выполненных из графита, длиной 350 мм каждая, с параболической рабочей поверхностью. Параметры параболической поверхности насадки одинаковы при входе ленты в насадку параметр составляет 1/, а при выходе2 (т.е. уравнение парабол, если их вершина находится в центре оси координат соответственно у - и ),
5 высота насадок 200 мм.Вкладыш треугольного сечения длиной основания 230 мм, высотой 90 мм, полуформы длиной 400 мм, высотой 300 мм. Формующее устройство выполнено из графита. Ширина ленты стекла, поступающего в формовочное устройство ( мм температура 980°, скорость проката 90 м/ч.
С помощью предлагаемого устройства изготовлено профильное стекло треугольного сечения шириной 250 мм, высотой 100 мм из стекла состава SiOi А12.0 3 СаО MgO 71,У 1,0 0,1 9,5 ,Q 13,5
Испытания предлагаемого устройств проведены на Мосасботермокомбинате. Применение его позволяет формовать изделия сложной конфигурации, например треугольного сечения.
Экономический эффект от применения таких изделий значителен, flo предварительным данным использование профильного стекла треугольного сечения, формуемого на предлагаемом устройстве обеспечивает экономический эффект порядка 0,4-0,6 руб. на 1 м
Формула изобретения
Устройство для формования профилированных стеклоизделий, включающее прокатные валы, формующее приспособление из насадок и полуформ, установленных друг за другом после прокатных валов и вкладыша, о т л и м а ющ е е с я тем, что, с целью увеличения ассортимента, насадки установлены с возможностью продольного и поперечного перемещения от привода, а рабочая поверхность их выполнена параболической с увеличивающимся параметром.
. Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР N , кл. С 03 В 13/02, ТЭб.
2.Патент Швейцарии If 498053, кл. С 03 В 13/00, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования профилированных стеклоизделий | 1980 |
|
SU1051049A1 |
| Устройство для формования профилированных стеклоизделий | 1984 |
|
SU1231016A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРОФИЛИРОВАННЫХ ДЕТАЛЕЙ ИЗ СТЕКЛА | 1964 |
|
SU224761A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ ПРОФИЛИРОВАННЫХ ДЕТАЛЕЙ ИЗ СТЕКЛА | 1971 |
|
SU292897A1 |
| ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2174966C1 |
| ВТУЛКА-ЦАПФА ПОДШИПНИКА ЖИДКОСТНОГО ТРЕНИЯ ВАЛКА ПРОКАТНОГО СТАНА | 2016 |
|
RU2630137C1 |
| СПОСОБ И УСТРОЙСТВО ЛИТЬЯ С ГОРЯЧЕЙ ОБРАБОТКОЙ МЕТАЛЛА ДАВЛЕНИЕМ - "СЕКТОРНОЕ ПРЕССОВАНИЕ" | 2003 |
|
RU2323791C2 |
| СПОСОБ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2009 |
|
RU2413584C1 |
| КАЛИБРОВКА ИНСТРУМЕНТА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2156174C2 |
| УСТРОЙСТВО для ФОРМОВАНИЯ ПРОФИЛИРОВ7?ТГНЫХ- СТЕКЛОИЗДЕЛИЙ | 1972 |
|
SU342838A1 |