Изобретение относится к промышленности строительных материалов и может быть использовано при изготовлении листовой продукции и профилированных изделий из термопластичной ленты стеклокристаллических материалов.
Известна прокатная машина с устройством для получения термопластичной ленты заданной ширины, которое представляет собой регулируемые в осевом направлении сменные кольца, расположенные на нижнем валке flj
Недостатком данной мгииины является то, что она не обеспечивает получение ленты заданной ширины из . стеклокристаллического материала. Это объясняется тем, что питание прокатной машины стекломассой, сва.ренной для прозрачного стекла, обеспечивается из лотка -печи, ширина которого равна ширине прокатываемой ленты. В этом случае лоток примыкает к нижнему валку прокатной машины, что сбздает благоприятные условия для регулирования объема стек- ломассы, поступающей в зазор мезкду образующими поверхностями прокатных валков и торцовьв 1и поверхностями колец.
Питание прокатной машины стеклокристаллическим расплавом обеспечивается в виде струи, стекающей на нижний валок из печного лотка небольшой ширины.
Указанная прокатная машина не может обеспечить получение ленты из стеклокристаллических материалов по той причине, что раскатываемая
10 верхним валком стекломасса наплывает на ограничительные кольца, толщина которых равна толщине формуемой ленты.
Наиболее близкой к предлагаемой
15 по технической сущности является машина, содержащая валки, привод и устройство для регулирования ширины ленты, расположенное по концам валков. Заданная ширина прокатываемой
20 полосы достигается за счет регули-. руемой шиберной заслонки, помеченной в выходном отверстии ванны, содержащей расплав стекломассы, скорости вращения каждой пары валковой
25 системы установки и расположенных по обе стороны формуемой полосы измерительно-следящих устройств. В случае изменения ширины полосы корректировка размера последней обес30печивается измерительно-следящим
устройством, сблокированным с перечисленными выше органами установки. Рассматриваемое устройство обеспечивает технологический процесс переформирования термопластичной полосы в изделия открытых профилей, таких как уголок, швеллер, желоб и др., поскольку отклонение от заданного размера- по ширине прокатываемой полосы не влияет существенно на качество готового изделия з.
Однако подобное регулировочное устройство не обеспечивает постоянную ширину полосы, прокатываемой из расплава стекломассы. Это объясняется тем, что стекломасса обладает соответствующей вязкостью, а значит, и определенной инерционностью.
Предположим, что измерительноследящим устройством замечено изменение размера ширины полосы и тут же подан импульс в автоматическую, систему перекрытия шибером зазора выпускного отверстия. Для изменения потока стекломассы, обладающей соответствующей вязкостью, требуется определенное время, а это значит, что непрерывно движущаяся полоса проходит определенный путь с уже образовавшимся недостатком по ширине. Вместе с этим здесь нельзя не учитывать и инерционность механизмов вращения валков.
Цель изобретения - улучшение качества леНты.Поставленная цель достигается тем, что в машине для непрерывной . прокатки ленты из стекломассы, содержащей валки, привод и устройство для регулирования ширины ленты, расположенное по концам валков, устройство для регулирования ширины ленты выполнено в виде водоохлаждаемых элементов, расположенных между валками- с возможностью горизонтального перемещения вдоль них, причем каждый элемент имеет форму, охватывающую поверхность валков с входной стороны.
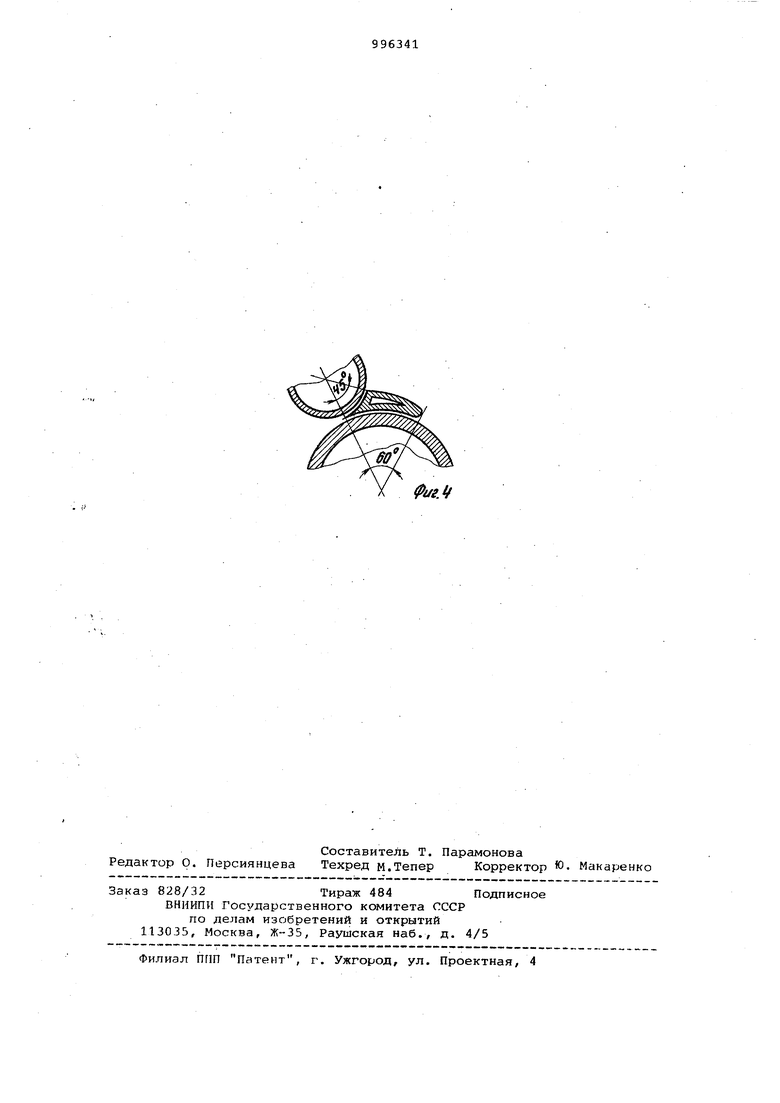
На фиг, 1 представлена предлагаемая машина с устройством для .регулирования ширины ленты (.вид Л на фиг. f на фиг. 2 - то же, вид сбоку; на фиг, 3 - то же, вид сверху, на фиг. 4 - ограничительный элемент
Предлагаемая машина оснащена устройством для получения ленты заданной ширины, которое состоит из ограничительных элементов 1 и 2, фасонных траверс 3 и 4, в ступицах которых выполнена нарезка левого и правого исполнения, штанг 5 с нарезными концами, соответствующими нарезке траверс, эти штанги вмонтированы с помощью.подшипников в поворотные крошитейны верхнего валка машины, упомянутое устройство также состоит из цепных звездочек б, закрепленных на концах штанг 5, обводных роликов 7, натяжных роликов 8, цепной звездочки 9, установленной на тихоходном валу редуктора 10, и бесконечных роликовых цепей 11, охватывающих звездочки б и 9 и ролики 7. Труба 12 предназначена для подачи холодной воды в полость эле0 ментов 1 и 2, а труба 13 - для отвода воды.
Работа машины обеспечивается сразу же после поступления стекломассы ИЗ лотка плавильной печи на ее вра5 щающийся нижний валок.
Стекаемая струей стекломасса увлекается вращающимся нижним валком и постепенно растекается в сторойы от центра струи, а достигнув верти0 кальнык поверхностей ограничительных элементов, увлекается в зазор между верхним и нижним валками. Будучи захваченной верхним валком, стекломасса распределяется в обра5 зованный валками и ограничительными элементами зазор, приобретая форму ленты заданной толщины и ширины. Форма ограничительных элементов обеспечивает удержание стекломассы,стекающей из лотка печи на поверхность нижнего валка. Это достигается тем, что прилегающая к поверхности валков часть элементов выполнена с углом охвата верхнего валка не
менее 4# , а нижнего - , 4).
Перемещение ограничительных элетментов 1 и 2 вдоль прокатных валков при настройке машины для прокатки ленты заданной ширины обеспечивается вращением рукоятки, закрепленной
на оси червяка редуктора 10, Как видно из фиг, 2 и 3, тихоходный вал редуктора снабжен цепной звездочкой 9, передающей вращение штангам 5, на резьбовых концах которых смонтированы траверсы 3 и 4, несущие ОГ раничительные элементы 1 и 2.
Поскольку сливаемая на нижний валок стекломасса -имеет температуру около- , а температура выходящей из очага деформации ленты должна составлять, не менее 1080 С, то температура ограничительных элементов не должна превышать температуры одоохлаждаемых прокатных валков.
Исходя из того, что ограничительKje элементы представляют собой простейшие быстросменные детали, при замене их на новые или при переходе на другую толщину ленты на
машине не требуется производить какие-либо трудоемкие работы.
Конструкция и форма ограничительных элементов предлагаемой прокатной машины разработана с учетом характерных особенностей шлакового
стекла. Обрабатываемого при соот- ветствуюой1х темпера а урнЕ51Х режимах,
Как Адно из фиг. 4, часть элементов, примыкающих к верхнему валКУ, имеет достаточную высоту. Обеспечивающую накопление оптимального объема стекломассы и регулировку её для формования ленты заданной ширины, а система охлаждения огра.нйчительных элементов позволяет сохранить оптимальную температуру ее кромок.
Формула изобретения
Машина для непрерывной прокатки из стекломассы,, содержащая
валки, привод и устройство для регулирования ширины ленты, расположенное по концам валков, о т л ичающаяся тем, что, с целью улучшения качества ленты, устройство для регулирования ширины ленты выполнено в виде водоохлаждаемых элементов, расположенныхмежду валками с возможностью горизонтального перемещения вдоль них, пр(Гчем каждый элемент имеет форму, охватывающую поверхность валков с входной стороны.
Источники информации, принятые во внимание при экспертизе
-1. Патент ФРГ №1243340,
5 кл. 32 а 13/14, 1970.
2. Патент ФРГ 1063347, кл. 32 а 13/04, 1964 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ПРОКАТКИ НЕПРЕРЫВНОЙ ЛЕНТЫ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1991 |
|
RU2015117C1 |
| МАШИНА ДЛЯ ПРОКАТКИ НЕПРЕРЫВНОЙ ЛЕНТЫ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1992 |
|
RU2034802C1 |
| МАШИНА ДЛЯ ПРОКАТКИ НЕПРЕРЫВНОЙ ЛЕНТЫ ИЗ СТЕКЛОМАССЫ С ВЫСОКОТЕМПЕРАТУРНОЙ КРИСТАЛЛИЗАЦИОННОЙ СПОСОБНОСТЬЮ | 1999 |
|
RU2162063C2 |
| Универсальный профилегибочный прокатный стан | 2023 |
|
RU2822916C1 |
| Лабораторный прокатный стан | 1991 |
|
SU1784291A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ НАПИЛЬНИКОВ | 1971 |
|
SU426735A1 |
| СПОСОБ ПРОКАТКИ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2203154C2 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| Способ изготовления декоративной ленты стекла | 1980 |
|
SU876558A1 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1993 |
|
RU2108175C1 |


/J
/.
A
