Известны станы холодной прокатки труб с валковой рабочей клетью. В таких станах возвратно-поступательное движение рабочей клети осуществляется через кривошипно-шатунный механизм, в котором радиус кривошипа равен половине хода рабочей клети.
Однако в известных станах увеличение длины хода рабочей клети приводит к созданию непропорционально громоздких, сложных в изготовлении и не обладающих достаточной прочностью механизмов.
Предложенный стан холодной прокатки труб с новой компоновкой основных узлов позволяет увеличить длину хода клети без значительного увеличения динамических нагрузок.
Достигается это тем, что привод перемещения клети снабжен реечной парой, рейка которой установлена подвижно и шарнирно соединена со станиной рабочей клети, и эксцентриковым механизмом, установленным вне оси прокатки.
Кроме того, стан также снабжен дополнительным эксцентриковым механизмом с параметрами, равными основному эксцентриковому приводному механизму, но смещенным на 90° к последнему. Уравновешивающий контргруз смонтирован на эксцентрике большего радиуса дополнительного эксцентрикового механизма.
Благодаря этому уменьшаются инерционные нагрузки, возникающие при перемещении клети.
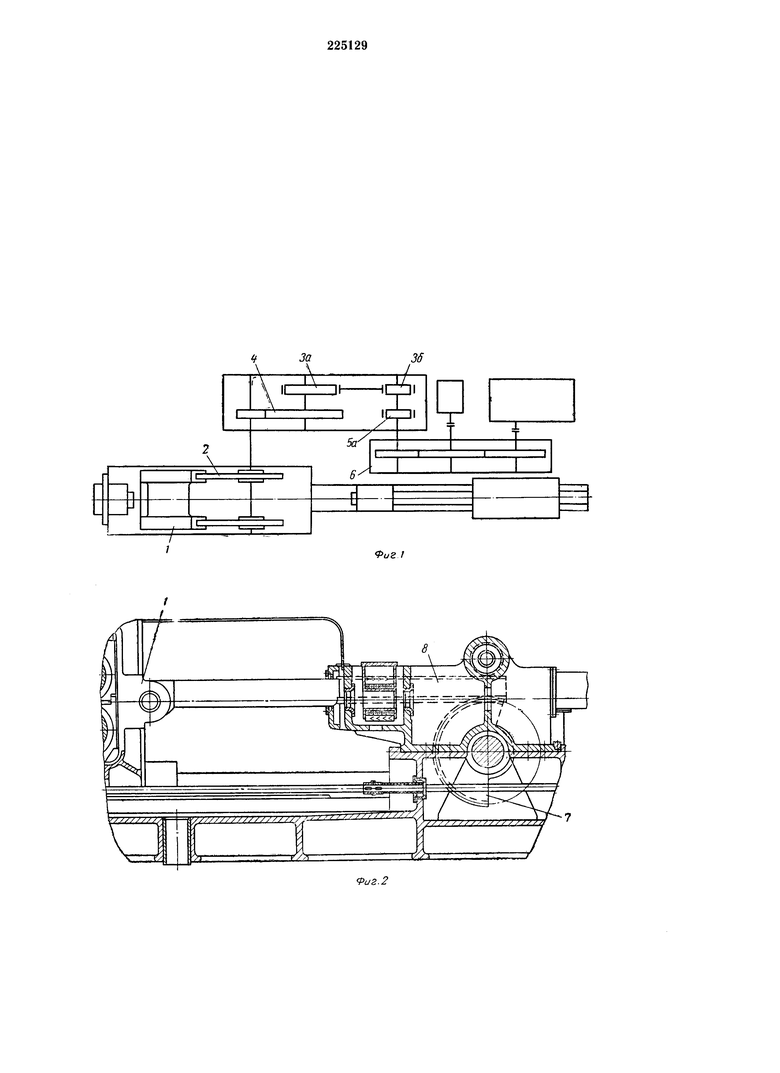
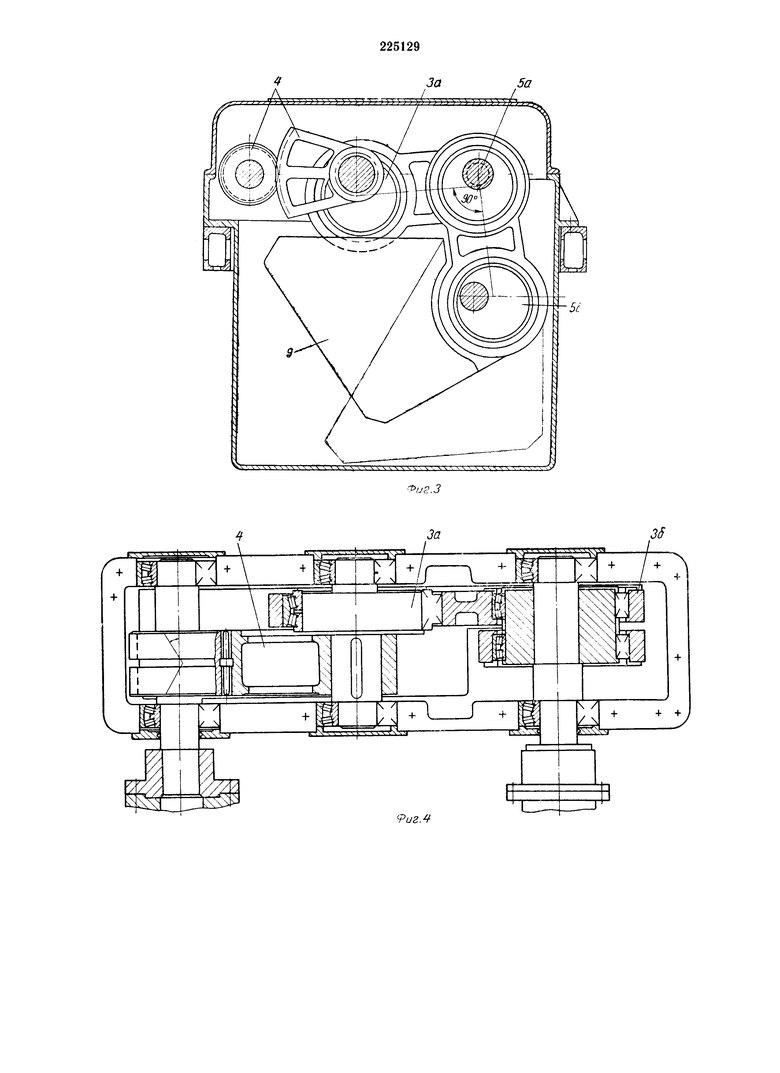
На фиг. 1 представлена кинематическая схема стана; на фиг. 2 - стан, продольный разрез по оси прокатки; на фиг. 3 - то же, вертикальный разрез по приводному механизму; на фиг. 4 - то же, горизонтальный разрез по плоскости основного эксцентрикового механизма.
Подвижная рабочая клеть 1 стана перемещается возвратно-поступательно по направляющим станины посредством реечной пары 2, привод которой осуществляется от основного эксцентрикового механизма 3а и 3б через ускоряющую зубчатую передачу 4 и устройства 5а и 5б для инерционного уравновешивания привода клети.
Реечный привод клети включает основной эксцентриковый механизм, расположенный на двух валах вне оси прокатки. Вал меньшего радиуса эксцентрика 3б вращается с числом оборотов, равным числу двойных ходов рабочей клети от электродвигателя главного привода через редуктор 6. При этом эксцентрик 3а большего радиуса совершает качательное движение, которое через ускоряющую зубчатую передачу (меняя передаточное отношение которой, можно изменять длину хода рабочей клети) передается на реечную шестерню 7, находящуюся в зацеплении с рейкой 8, которая установлена подвижно и шарнирно соединена со станиной рабочей клети.
Дополнительный эксцентриковый механизм, расположенный под углом 90° к основному эксцентриковому механизму, служит для уравновешивания инерционных нагрузок, возникающих при перемещении клети.
Эксцентрик 5а с меньшим радиусом установлен на приводном валу основного эксцентрикового механизма, а на валу эксцентрика 5б с большим радиусом - контргруз 9, совершающий качательное движение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан холодной прокатки труб | 1986 |
|
SU1338911A1 |
| Привод перемещения клети стана холодной прокатки труб | 1976 |
|
SU592472A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2014 |
|
RU2578883C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2220795C1 |
| Привод стана холодной прокатки труб | 1991 |
|
SU1804352A3 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2488454C1 |
| РОЛЬГАНГ КАЧАЮЩИЙСЯ | 2001 |
|
RU2212293C2 |
| Привод перемещения клети стана холодной прокатки труб | 1986 |
|
SU1378963A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2015 |
|
RU2601724C1 |
1. Стан холодной прокатки труб, включающий подвижную рабочую клеть, инерционно уравновешивающее устройство и подающий поворотный механизм, отличающийся тем, что, с целью увеличения длины хода рабочей клети без значительного увеличения динамических нагрузок, привод перемещения клети снабжен реечной парой, рейка которой установлена подвижно и шарнирно соединена со станиной рабочей клети, и эксцентриковым механизмом, установленным вне оси прокатки.
2. Стан по п. 1, отличающийся тем, что, с целью уменьшения инерционных нагрузок, возникающих при перемещении клети, он снабжен дополнительным эксцентриковым механизмом с параметрами, равными основному эксцентриковому приводному механизму, но смещенным на угол 90° к последнему, а уравновешивающий контргруз смонтирован на эксцентрике большого радиуса дополнительного эксцентрикового механизма.
