Предлагаемое изобретение имеет целью получение совершенно гладких и точных (калиброванных) дыр сразу, т.-е. за один проход сверла. Для этого предлагается применить специальное устройство режущего конца сверла, улучшить выведение образующихся при сверлении металла стружек и дать ббльшую поперечную устойчивость стеблю сверла в обрабатьшаемой дыре. Дыра после прохода обыкновенным спиральным (американским) сверлом никогда не получается ни точной, ни чистой. Геометрическая ось дыры никогда не бывает прямой линией, представляя из себя волнообразную кривую, подобно неправильной винтовой линии. Стенки же дыры никогда не имеют вид равномерно блестящей поверхности, носящей всюду следы равномерной и однородной обработки. Поэтому, для получения точного сверления под калибр, дыру обыкновенно необходимо еще проверить, т.-е. вновь пройти специальным инструментом (рейбером, разверткой), частью срезающим, частью сглаживающим отмеченные выше органические неправильности обыкновенного сверления. Предлагаемое сверло имеет целью - соединение всех этих операций в одну для получения точных отверстий. В связи с таким сокращением операций должна получиться экономия во времени и рабочей силе. Указанные выше основные недостатки каждой дыры, обработанной известными до сих пор типами спиральных сверл, обясняются, с одной стороны, присущим всем сверлам свойством «бить, т.-е. описывать своею геометрическою осью небольшую коноидальную поверхность, отчасти от несовпадения точки пересечения режущих кромок конца сверла с его геометрическою осью, отчасти от одностороннего направления сверла в дыре - только двумя диаметрально противоположными кромками спиральных ручьев, а с другой - крайне несовершенным вьгеедением стружки. Действительно, последняя, получаясь на дне дыры, не имеет возможности выйти свободно наружу и. выбиваясь из спиральных ручьев сверла, навивается на его стебель и принудительно затискивается между поверхностями дыры и сверла. Описанный плохой вывод стружки представляет основную причину постоянных поломок сверл, устранить которые можно принятием дополнительных мер по облегчению выхода стружки.
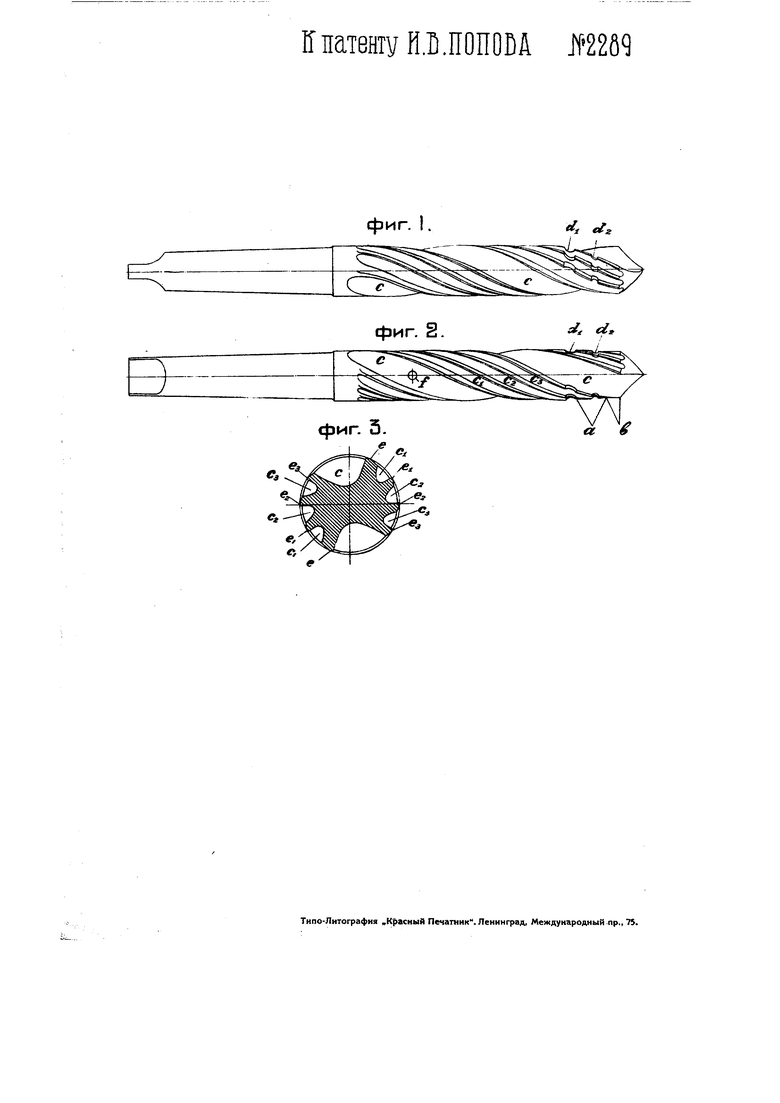
На фиг. 1 и 2 изображены боковые виды предлагаемого сверла, на фиг. 3 - его поперечное сечение в увеличенно 1 масштабе.
Для устранения первого из вышеописанных недостатков обычных сверл, в предлагаемом изобретении применен принцип двойного последовательного действия режущего конца сверла и надежное его центрирование в обрабатываемой дыре путем устройства на конце сверла, за обычной сильно конической затылочной частью, второй также режущей слабо конической части а (фиг. 2), длиною около 0,7-0,8 диаметра сверла. Она начинается непосредствепно за ззкой (длиною около 0,3 диаметра) цилиндрической заточкой b (фиг. 2) и имеет на ОДНОЙ конце диаметр, примерно, на Я/о - 2% меньший, чем диаметр окончательной дыры (например, для сверла 36 мм - 35У2 мм), а на другом - прямо пороходит в цилиндрический стебель сверла. Для устранения второй группы недостатков обычных сверл в предлагаемом изобретении, помимо двух обычных главных спиральных канавок с (фиг. 1, 2, 3), глубину которых при этом типе полезно увеличить до 0,30 - 0,35 диаметра, устроены еще:
1)дополнительные продольные канавки, например, с, с,, с., (фиг. 1. 2 и 3), глубиною около 0,15-0,20 диаметра сверла, идущие по винтовым линиям параллельно главным канавкам и заточенные по своим кромкам, как и лезвия главных канавок (число их должно быть сообразовано с величиною затылочной части главной канавки, так, напри.мер, для диаметров от 30 до 45 достаточно-трех), и
2)одна или две вспомогательные поперечные канавки d, и (4 (фиг. 1, 2) той же глубины, как и дополнительные продольные, но не перерезаю1цие режущие кромки основных продольных
канавок, как это показано на фиг. 1 и 2. Одна из поперечных канавок, например (/2 располагается на вторичной режущей поверхности а, примерно, па середине ее длины, а другая d за ней (фиг. 1 и 2) и, являясь более существенной для правильной работы сверла, чем первая, должна иметь несколько большую ширину. Ширина поперечных канавок выбирается около % диаметра сверла при вязком материале (железо, сталь); при исключительной работе на хрупком (чугун) материале, дающем мелкую С1 1пкую стружку, она может быть понижена до /ь. Поперечные канавки находятся либо в плоскостях, перпендикулярных геометрической оси сверла, как это показано на фиг. 1 и 2, либо располагаются по винтовым линиям, приблизительно нормальным виткам, продольных канавок. Помимо своего прямого назначения, дополнительные продольные канавки способствуют поперечной устойчивости сверла в обрабатываемой дыре, сообщая ему надежную и постоянную центрировку. Действительно, из фиг. 3 видно, что, при предлагае.мо.м типе сверла, его стебель удерживается в каждом сечении от каких-либо отклонений в поперечном направлении не двумя только взаимнопротивоположными режущими кромками е, е (фиг. 3) главных продольных канавок с (фиг. 1, 2 и 3), как это и.меет место во всех обычных спиральпых сверлах, а еще и в несколько раз большим числом режущих кромок 1, 2. с, дополнительных продольных канавок Cj, с,, с. (фиг. 1, 2 и 3). Это свойство предлагаемого типа сверла особенно рекомендуется использовать при монтажной сверловке дыр в нескольких соединяемых между собой частях значительной общей толщины, из кои.х одна, устанавливаемая последней, имеет обычно лищь заготовочные дыры, т.-е. меньшего диаметра, зачастую сильно сходящие с центров почти полномерно просверленных дыр в остальных частях.
Процесс сверления в сплошном металле предлагаемым сверлом происходит следующим образом: главное резание сосредоточивается на перьях
торцевой части, как и в обыкновенных сверлах, но в отличие от последних до намеренно уменьшенного против полной меры диаметра, в виду неизбежных неточностей всякого торцевого сверления. Излишек металла срезается вторичной режущей конической частью а (фиг. 2), до полного диаметра дыры, при чем процесс резания в этой фазе носит типично фрезерный характер, а Значительный боковой отпор, в виду Л1алого угла наклона конической режущей поверхности, одновременно парализует и наклонность к биению сверла от неустранимых органических недостатков торцевой части. Благодаря распределению дополнительного резания между отдельными режущими кромками основного и дополнительных продольных ручьев, давление на единицу длины режущих кантов конической поверхности уменьшается, что, при небольшом обеме снимаемой в этот период стружки, и дает дыре одновременно и точность, и однородность обработки. Остающиеся после прохода вторичной конической поверхности мельчайшие неровности на стенках дыры окончательно сглаживаются и удаляются режущими кромками основного и дополнительных продольных ручьев цилиндрического стебля сверла, служащих одновременно надежной поперечной опорой сверла, даюц.ей ему во все время работы неизменное направление. Получающиеся, главным образом, на дне обрабатьшаемой дыры стружки свободно выходят частью по главным, частью по дополнительным продольным канавкам, измельчаясь и перераспределяясь по дополнительным продольным канавкам на кромках поперечных вспомогательных канавок d и d (фиг. 1 и 2).
В предлагаемом сверле сочетаются следующие три фазы резания: основное грубое сверление умышленно неполномерного на затылочной части сверла; дополнительное, точное фрезерование на промежуточной слабоконической части о (фиг. 1, 2 и 3); окончательная зачистка- почти шлифование на остальной цил1Шдрической части сверла.
Отверстие J, показанное на фиг. 1 и 2. служит для укрепления на стебле сверла обыкновенного резцовото патрона, с целью производить одновременно с проходом заготовочной дыры зачистку мест под головки соединительных болтов.
ПРЕДМЕТ ПАТЕНТА.
Спиральное сверло для получения точных отверстий, характеризующееся помещением на его наружной поверхности между обычными канавками сверла спиральных же канавок Ci, «2, с-з меньшей глубины и ширины, образующих режущие кромки е, е, е-... разверток, при чем переход к передней короткой цилиндрической части в сверле происходит при помощи слабо конической части а, где кромки бг, Сз--- пересекаются поперечными неглубокими канавками di, 2.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПИРАЛЬНОЕ СВЕРЛО | 2004 |
|
RU2372171C2 |
| ВЕРШИНА СВЕРЛА ДЛЯ СВЕРЛИЛЬНОГО ИНСТРУМЕНТА | 2007 |
|
RU2452597C2 |
| ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ С ПЕРЕСТАВЛЯЕМЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ | 1995 |
|
RU2147491C1 |
| Спиральное сверло | 1989 |
|
SU1632646A1 |
| Сверло спиральное двухперовое | 1983 |
|
SU1133044A1 |
| СВЕРЛО С КАНАЛОМ ДЛЯ СМАЗОЧНО-ОХЛАЖДАЮЩЕГО СРЕДСТВА | 1996 |
|
RU2140341C1 |
| Хирургическое сверло | 1989 |
|
SU1718851A1 |
| СВЕРЛО | 2001 |
|
RU2277458C2 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ И СПОСОБ СВЕРЛЕНИЯ | 2008 |
|
RU2443514C2 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
Типо-питография «Красный Печатник, Ленинград, Международный, 75.
фиг. ,
фиг.
фиг. §
sit 3.

