Известен способ обработки зубьев зубчатых колес с произвольным расположением их осей по методу обкатки единой для обоих колес передачи инструментальной производящей поверхностью. Последней сообщают винтовое движение, что снижает точность обработки.
Предложенный способ отличается от известного тем, что движение инструментальной поверхности выбирают произвольным, но одинаковым для обоих колес изготовляемой передачи, в том числе только вращательным или только поступательным относительно прямой, совпадающей с мгновенной винтовой осью относительного движения колес передачи. Инструментальную производящую поверхность выполняют винтовой с винтовым параметром, равным винтовому параметру относительно винтового движения колес передачи, и с осью, совпадающей с осью относительного винтового движения этих колес.
Это позволяет повысить точность обработки за счет уменьшения числа движений ииструментальной поверхности при обкатке.
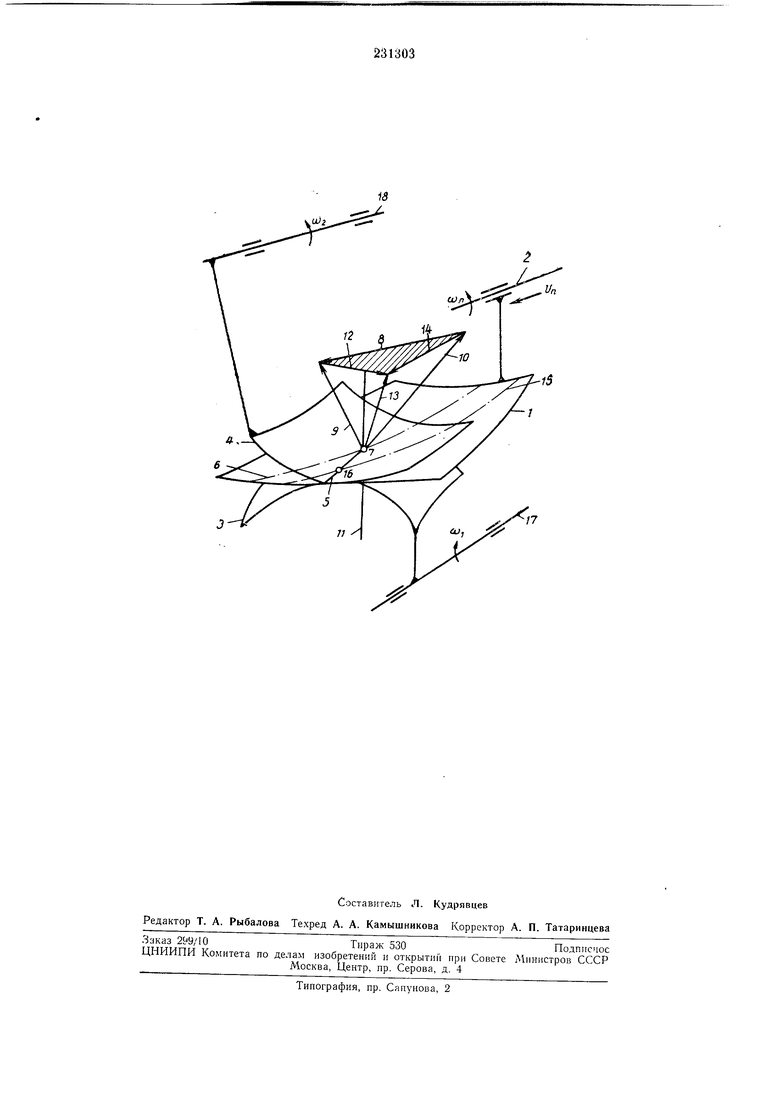
На чертеже показана схема обработки колес по предложенному способу.
Единая производящая поверхность / является винтовой с BHHTOBbi V параметром, равным винтовому параметру относительного винтового движения колес };арезаемой пары, и винтовой осью, все время совпадающей с винтовой осью 2 мгновенного относительного винтового движения колес нарезаемой пары.
В процессе обкатки производящая поверхность и нарезаемые поверхности 3 и 4 находятся как бы в постоянном зацеплении. Движение нарезаемых поверхностей проис.ходит с заданными угловыми скоростями wi и wo, как в заданной передаче, а движение производящей поверхности может быть пропзвольным - только вращательным с угловой скоростью со или только поступательным со скоростью и„. Важно, чтобы при нарезании поверхностей 3 1 4 движение производящей поверхности 1 было одинаковым, что позволяет
нерезать поверхности 3 и 4 раздельно.
По известному способу пр01 зводящая поверхность совершает винтовое движение, а но предложенному - произвольное. Форма винтовой производящей поверхности в поперечном сечении может иметь любой профиль. Необходи.мо, чтобы винтовой параметр производящей поверхности был равен винтовому пара.метру относительного ВИЛТОБОГО движения колес нарезаемой иары.
Этим способом можно получать колеса с линейны.м контактом зубьев в том случае, когда поверхность / одинакова при нарезании обоих колес иары. Если вместо повер.кности / взять жесткую неконгруэнтную производящую
между собой производящих поверхностей, имеющих линейный контакт, то получим зацепление с точечным контактом зубьев. При этом линия касания производящих поверхностей, составляющих жесткую неконгруэнтную производящую пару, в общем случае не совпадает с линией 5 контакта зубьев передачи при линейном контакте, а движение жесткой неконгруэнтной производяп1,ей пары может быть таким же, как произвольное движение поверхности 1.
Приведем доказательство линейности контакта поверхностей 3 4 зубьев нарезаемой пары при произвольном движении единой винтовой производящей поверхности 1. Для доказательства на поверхности / выделим произвольную винтовую линию 6. Винтовой параметр и ось этой линии по определению поверхности / совпадают с винтовым параметром и осью 2 мгновенного относительного движения колес нарезаемой пары. Тогда касательная в произвольной точке 7 винтовой линии 6 совпадает по направлению с вектором 8 относительной скорости колес в точке 7, а вектор 8, как известно, является векторной разностью векторов 9 и 10 абсолютных скоростей и колес в точке 7. Теперь рассмотрим зацепление производящей поверхности ) и нарезаемой поверхности 3. Для того, чтобы точка 7 винтовой линии 6 стала точкой контакта поверхностей 1 и 3, необходимо условие перпендикулярности нормали 11 поверхностей в точке 7 к вектору 12 относительной скорости этих поверхностей. Вектор 12 является векторпой разностью векторов 9 и 13 абсолютной скорости производящего колеса в точке 7. Так как соотношение между векторами 9 и 13 при перемещении точки 7 по винтовой линии 6 меняется, то всегда можно найти такую точку 7, в которой вектор 12 перпендикулярен нормали 11, и точка 7 становится искомой точкой контакта производящей поверхности / и нарезаемой поверхности 3. В такой точке 7 заштрихованная поверхность, проходящая через векторы 8 и 12, перпендикулярна нормали 11.
Вектор 14 относительного движения поверхности 1 и второй нарезаемой поверхности 4 также лежит в заштрихованной плоскости.
Следовательно, вектор 14 перпендикулярен нормали // к поверхностям, и точка 7 является также точкой контакта поверхности 1 и второй нарезаемой поверхности 4. Итак, на 5 произвольной винтовой линии производящей винтовой поверхности существует точка, которая является общей точкой контакта производящей поверхности и обеих нарезаемых поверхностей.
0 Если взять на поверхности / другую винтовую линию 15 с таким же винтовым параметром, то для нее можно повторить все предыдущие рассуждения и найти точку 16 контакта, общую для всех трех поверхностей. Совокупность точек 7, 16... даст линию контакта, общую для производящей поверхности и обеих нарезаемых поверхностей, имеющих, таким образом, линейный контакт.
В данном случае при параллельности осей
0 17 и 18 нарезаемых колес винтовая производящая поверхность становится поверхностью вращения произвольного профиля с осью, совпадающей с осью 2. Поступательная скорость f/n производящей новерхности вращения мо5 жет быть также произвольной.
Предмет изобретения
Способ обработки зубьев зубчатых колес с
0 произвольным расположением их осей по методу обкатки единой для обоих колес передачи инструментальной производящей поверхностью, отличающийся тем, что, с целью повышения точности обработки за счет уменьшения
5 числа движений инструментальной поверхности при обкатке, это движение выбирают произвольным, но одинаковым для обоих колес изготовляемой передачи, в том числе только вращательным или только поступательным относительно прямой, совпадающей с мгновенной винтовой осью относительного движения колес передачи, причем инструментальную производяш.ую поверхность выполняют винтовой с винтовым параметром, равным винтовому параметру относительного винтового движения колес передочи, и с осью, совпадающей с осью относительного винтового движения этих колес.
/7
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки пары зубчатых колес | 1980 |
|
SU963741A2 |
| Способ обработки зубчатых колес | 1972 |
|
SU457554A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ СФЕРОВИНТОВЫХ КОНИЧЕСКИХ ЗУБЧАТЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2309028C2 |
| ГИПОИДНАЯ ПЕРЕДАЧА | 1991 |
|
RU2019762C1 |
| Способ обработки пары зубчатых колес | 1972 |
|
SU722707A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС НА СТАНКЕ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ ОБКАТКИ | 1993 |
|
RU2088386C1 |
| Червячная передача с локализованнымпяТНОМ KOHTAKTA | 1979 |
|
SU802678A1 |
| Способ шевингования конических колес с криволинейной формой зубьев по их длине | 1950 |
|
SU93657A1 |
| Способ изготовления глобоидно-цилиндрической передачи с нелинейчатым червяком | 2022 |
|
RU2803611C1 |