Из основного авт. св. № 199590 известен роликовый стенд для сварки труб в плети, включающий раму, на которой Слмонтированы роликоопоры, причем рама выполнена из телескопических труб.
Отличием предложенного роликового стенда является то, что рама стенда установлена на подрамниках посредством рычагов с возможностью перемещения в вертикальном направлении.
Это отличие расширяет технологические возможности стенда.
Сущность изобретения поясняется фиг. 1-7.
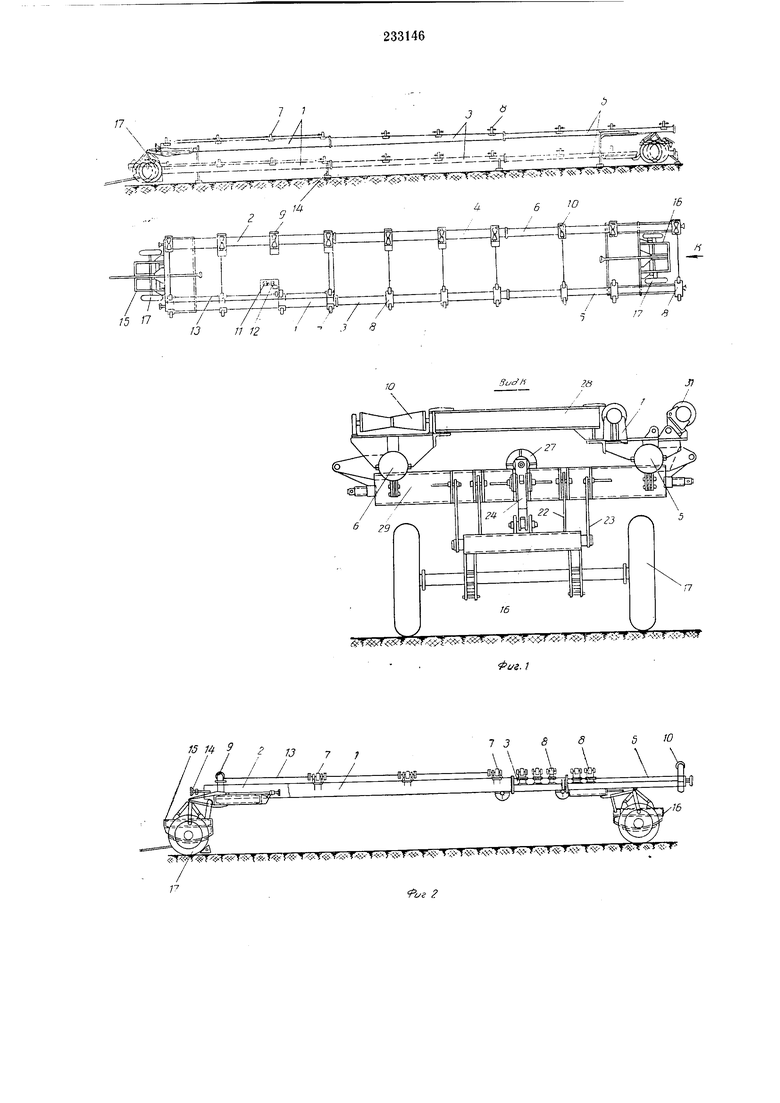
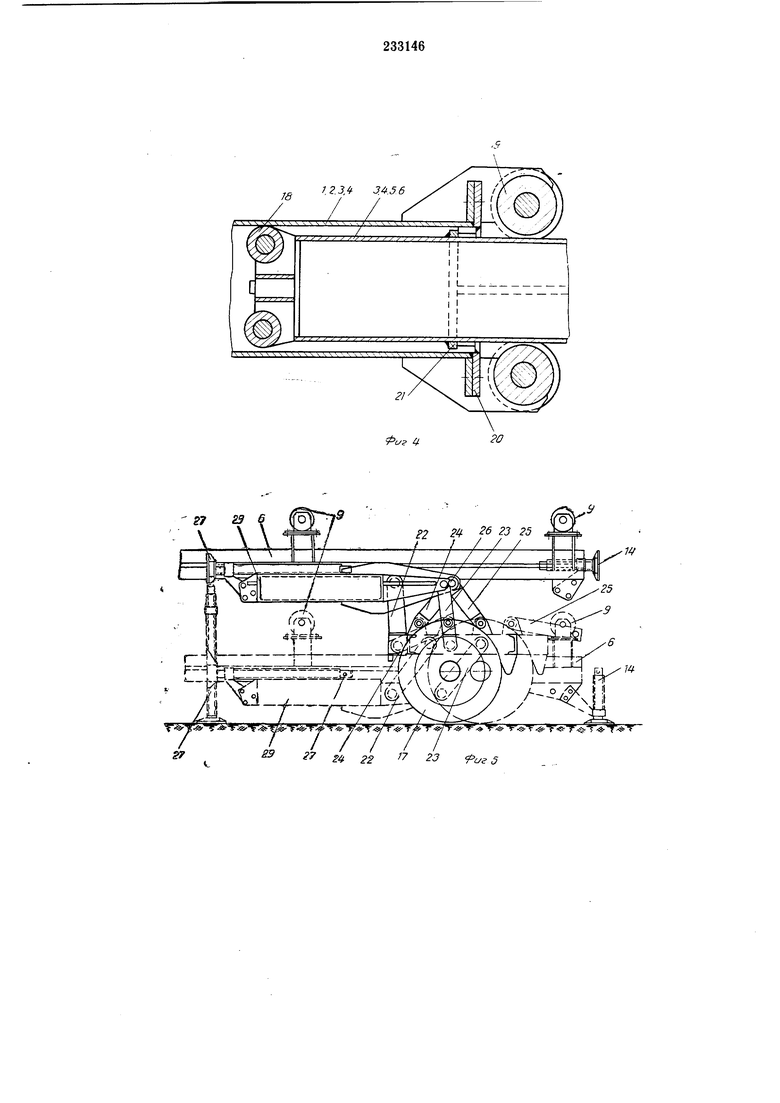
Роликовый стенд состоит из трубчатой телескопической рамы, включающей две параллельные, телескопические, скрепленные между собой линии, которые образуют наружные трубы / и 2 и внутренние трубы 3-6 (фиг. 1, 2, 3), неподвижных роликоопор 7, установленных на наружной трубе 1 левой линии, подвижных роликоопор 8, смонтированных на внутренних трубах 3 и 5, неподвил ных роликов 9, расположенных на наружной трубе 2, подвижных роликов 10 - на внутренних трубах 4 и 6, привода стенда, состоящего из электродвигателя //, вариатора скорости 12 и трансмиссионных валов 13. В рабочем положении стенд опирается на опорные винтовые домкраты 14. Рама стенда опирается на подрамники: передний 15 и задний 16. Передвижение стенда осуществляется на пневматических скатах 17. На концах труб 1-6 рамы стенда установлены направляющие ролики: внутренние 18 и наружные 19 (фиг. 4). Для предотвращения полного выхода одной трубы из другой устанавливается упорный фланец 20 с патрубком и упорное кольцо 21.
Рама стенда прикреплена к подрамникам 15 и 16 на рычагах 22 и 23, образующих четырехзвенные щарнирные параллелограммы, и рычагах 24 и 25, закреиленных шарнирно и образующих треугольники (фиг. 5 и 6). Рычаги 24 и 25 в верхней части закреплены на оси 26.
Подъем и опусканпе рамы стенда при переходе с рабочего положения в транспортное и наоборот производится посредством двух винтовых опор 27, расположенных в районе подрамников 15 и 16.
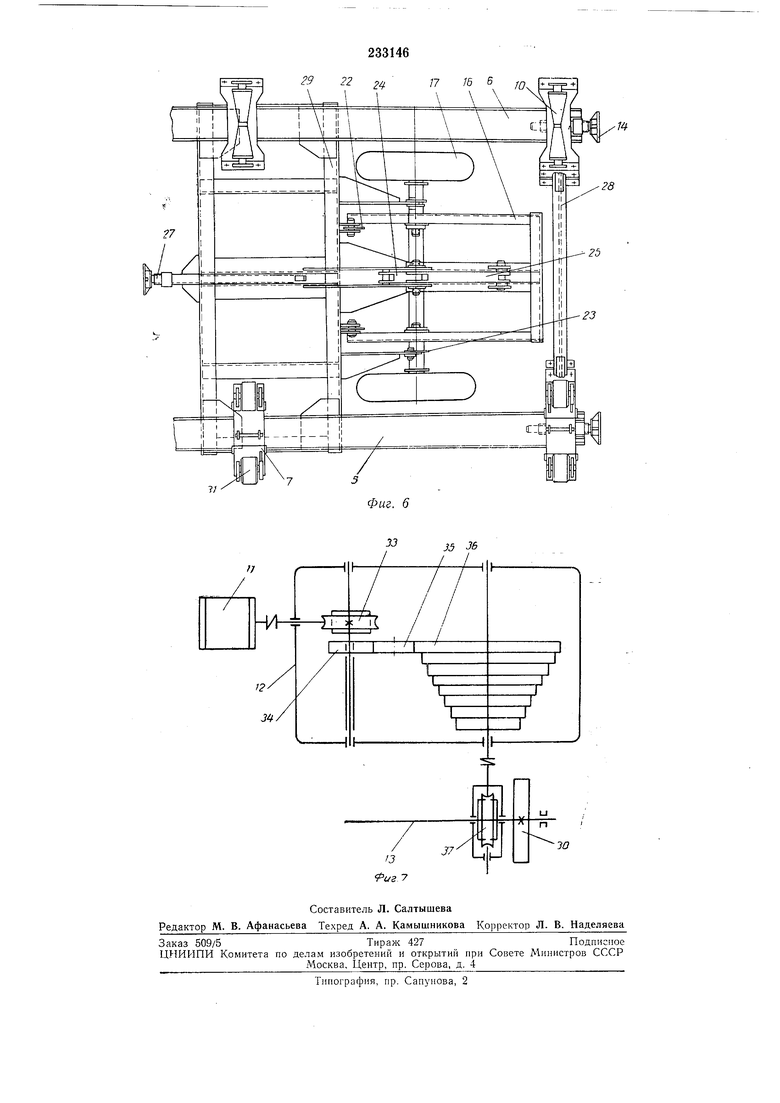
Роликовые опоры 7 и 8, установленные на трубах /, 3 и 5j соединены с роликами 9 и 10, нaxoдящи rиcя на трубах 2, 4 и в, посредством горизонтальных балок 28 (фиг. 6).
Трубы / и 5 левой линии соединены с трубами 2 и 6 правой линии сварной рамой 29 (по фиг. 1, 5, 6).
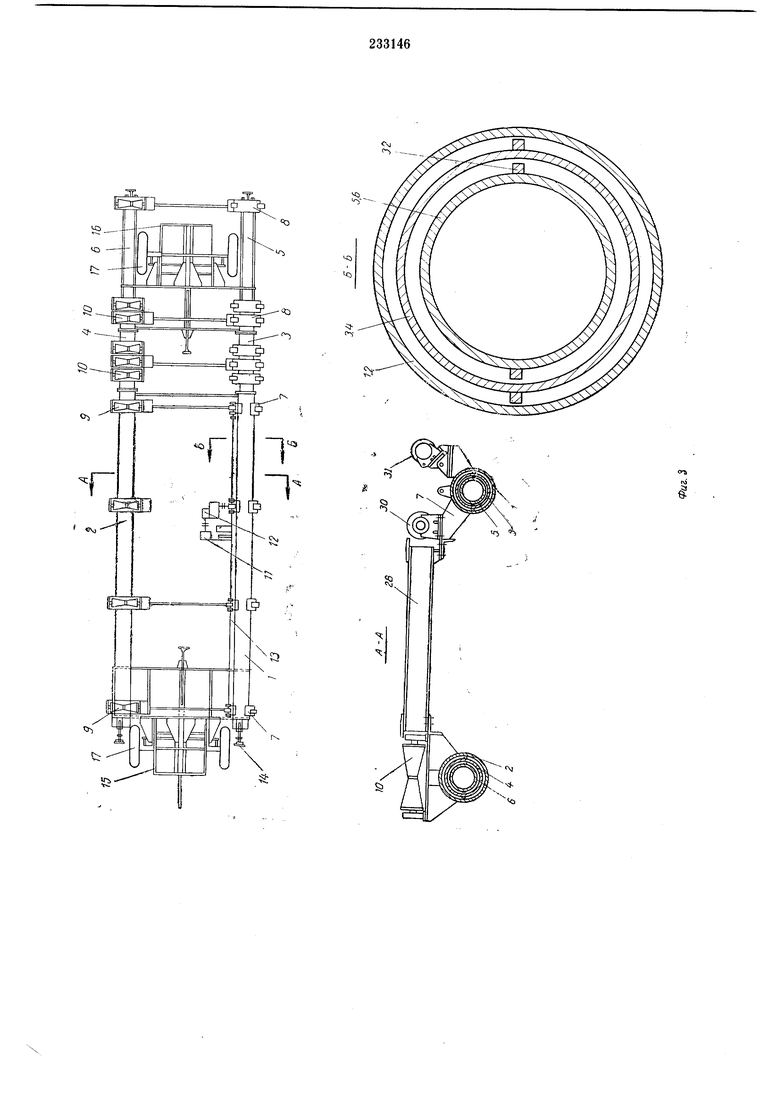
Kii 30 ролнкоопор 7 приводятся во вращение трансмисснонньпмп валами 13. Поворотные ролики 31 роликоопор 7 и 8 могут занимать два положения: для больших и для средних диаметров труб - приближенное к неподвижным роликам 30. Рамы роликов 9 привареиы к трубе 2.
Разрез по линии рамы стенда показаи на фиг. 3 (разрез по Б-Б. К внутренним трубам 3-6 приварены направляющие квадраты 32, по которым скользят подвижные ролнкоопоры 8 II подвижные ролики 10.
Кинематическая схема привода стенда показана на фиг. 7. Привод стенда состоит из электродвигателя 11, трансмиссионных валов 13; вариатора скорости 12, включающего червячный редуктор 33, подвижную шестерню 34, промежуточную шестерню 35 и блок шестерен 36. Привод стенда также включает червячный редуктор 37 и приводные ролики 30 роликоопор 7.
Работа стенда и его транснортировка
Телескопическая трубчатая рама стенда в рабочем положеиии имеет максимальную длину, т. е. все трубы рамы вытянуты до уиоров. В рабочем положении трубы рамы стенда опираются иа опорные винтовые домкраты 14.
Телескоиическая трубчатая рама стенда в транспортном положении имеет минимальную длину; ири этом внутренние трубы 3 и 5 размещаются в наружной трубе 1, а внутренние трубы 4 и 6 - в наружной трубе 2 (см. фиг. 2, 3).
При переходе от рабочего положения стенда (см. фиг. 1) к транспортному (см. фиг. 2, 3) последовательно выполняются следующие операции: подвижные роликоопоры 8 сдвигаются на концы внутренних труб и 5; подвижные ролики W сдвигаются на концы внутреиних
труб 4 и 6; опорные винтовые домкраты 14 устанавливаются в свое верхнее положение. Затем посредством двух виитовых опор 27 рама стенда поднимается из нижнего рабочего положения (на фиг. 1 и 5 показаио тонкими линиями) в верхиее транспортное положение; ири этом рычаги 22 и 23, образующие четырехзвеииые шарнирные иараллелограммы (фиг. 5) из нижиего иоложения перемещаются
в верхнее, а рычаги 24 и 25, образующие треугольники, из нижиего разомкнутого положения устанавливаются в верхнее замкнутое положение и соединяются осью 26.
После подъема рамы и установки оси 26
винтовые опоры 27 из вертикального рабочего положения устанавливаются в горизонтальное положение. Под задние пневматические скаты 17 стенда подводятся упорные башмаки. Автомашиной или трактором, которыми нроизводится транспортировка стенда, задним ходом Телескоиическая трубчатая рама стенда сжимается до наименьшей длииы так, чтобы внутренние трубы 3 и 5 разместились в наружной трубе 1, а внутренние трубы 4 т 6 - в нарул :иой трубе 2; после того, когда трубы /-6 займут свое транспортное положение (см. фиг. 2, 3) в трубы вводятся стопорные шкворени.
Переход от транспортного положения стенда в рабочее осуществляется в обратной последовательности.,i
Предмет изобретения
Роликовый стенд для сварки труб в плети по авт. св. № 199590, отличающийся тем, что, с целью расширения технологических возможностей, рама стенда установлена на подрамниках посредством рычагов с возможностью перемещения в вертикальном нанравлении.
-LA
„ ,, . ,..j,.4---j
.-; . :... кчу T 1..тчХч т чх. /J
-fczL /7 12
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИКОВЫЙ СТЕНД ДЛЯ СВАРКИ ТРУБ В ПЛЕТИ | 1967 |
|
SU199590A1 |
| Стенд для полуавтоматической сварки поворотных стыков труб | 1982 |
|
SU1303344A1 |
| Способ сварки секций труб трубопровода | 1950 |
|
SU91789A1 |
| Стенд для исследования условий загрязнения и очистки конвейерной ленты | 1978 |
|
SU751744A1 |
| СПОСОБ ПЕРЕКЛАДКИ РЕЛЬСОВЫХ ПЛЕТЕЙ С ЗАМЕНОЙ РАБОЧЕГО КАНТА, В ТОМ ЧИСЛЕ В КРИВЫХ, И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2009 |
|
RU2410482C1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| Устройство для транспортировки материала в виде кирпича для огнеупорной облицовки резервуара с отверстием и выступом | 1978 |
|
SU1176824A3 |
| Автоматическая поточная линия для нанесения покрытий и сушки наружных поверхностей труб | 1986 |
|
SU1442483A1 |
| ТЕЛЕЖКА-КАНТОВАТЕЛЬ ДЛЯ ПЕРЕМЕЩЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1971 |
|
SU300412A1 |
| Способ сборки под сварку труб в плети и устройство для его осуществления | 1979 |
|
SU867582A1 |
/J / f 2
.T«T ;T SiT i TXjXT« r№T
3l/af/1
.)$5 T %Txjj 7;.,j Т.т-%;- -г - т5 г
. /
t- - -
fNj
л 38T «fT« - -Ф-Т-& 89 7 2 22 7 23
Фиг 4 г5
