Изобретение относится к строительству трубопроводов, в частности к стендам для сварки поворотных стыков труб, образующих трубные плети.
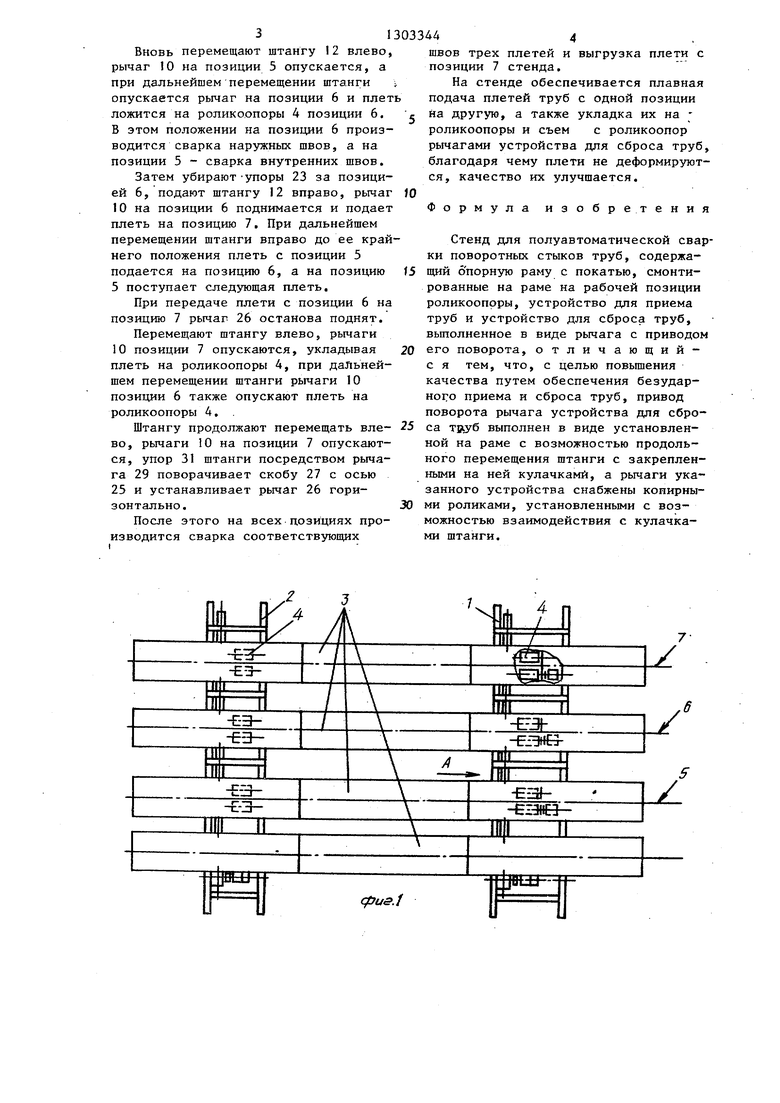
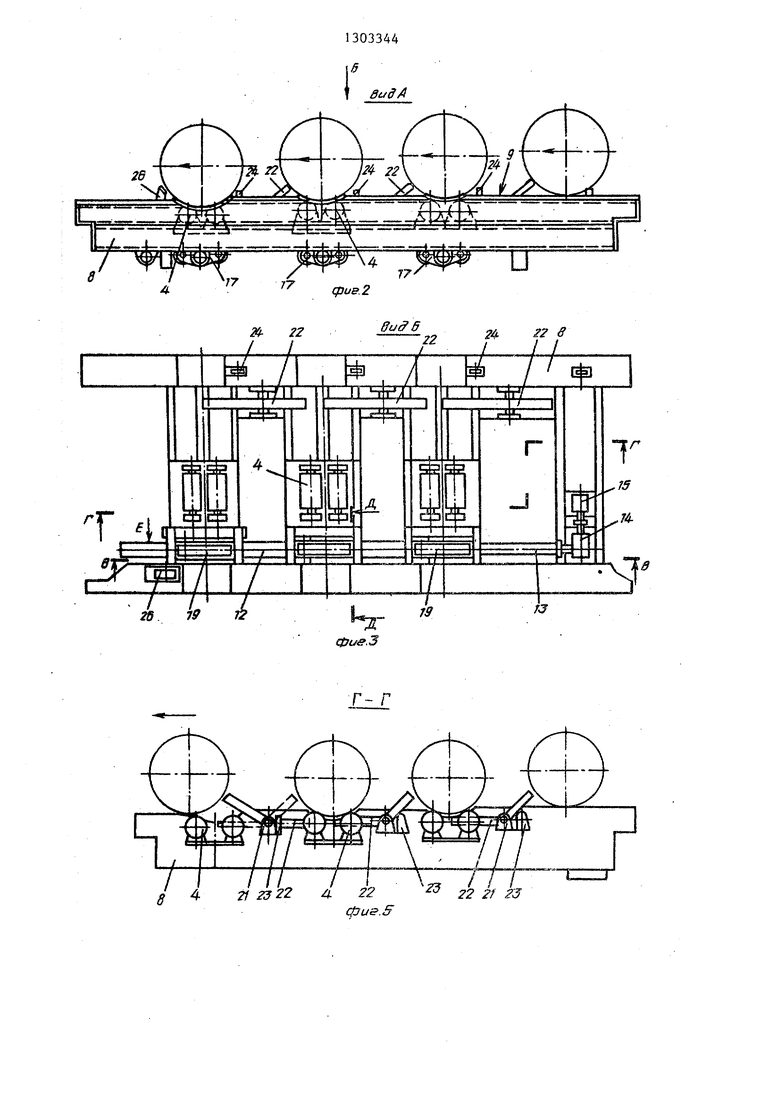
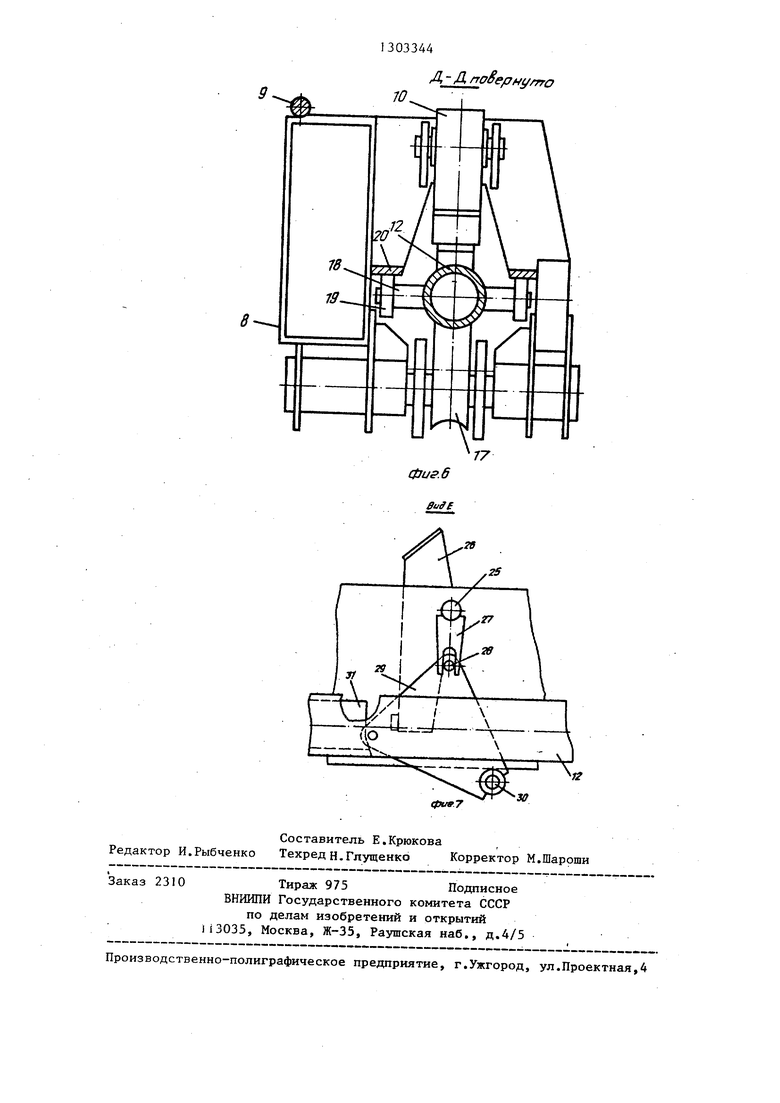
Целью Изобретения является повышение качеств путем обеспечения безударного приема и сброса, труб. На фиг.1 изображен стенд, вид сверху; на фиг.2 - вид А на фиг.1; на фиг.З - вид Б на фиг.2; на фиг.А - разрез В-В на фиг.З; на фиг.З - разрез Г-Г на фиг.З; на фиг.6 - разрез Д-Д на фиг.З; на фиг. 7 - вид Е на фиг.З.
Стенд содержит секции 1 и 2, установленные вдоль направления перемещения труб (трубных плетей) 3 и перпендикулярно их продольным осям.
Секции 1 и 2 снабжены тремя рядами роликоопор 4, образующих три рабочих позиции 5,6 и 7. На рабочей позиции 5 производят сварку внутренних швов, а на позициях 6 и 7 - сварку наружных швов (сварочные головки условно не показаны). Ролико- опоры 4 секций I являются приводными Роликоопоры 4 смонтированы на раме 8, имеющей покати 9, состоящие из отдельных участков, размещенных на различных горизонтальных уровнях. Стенд оснащен устройством для сброса труб, выполненным в виде рычагов 10, смонтированных на раме 8 на рабочих позициях и оснащенных копирными роликами 1I. Привод поворота рычагов IО вьшолнен в виде установленной на раме 8 штанги 12, соединенной посредством винтовой пары 13 и редуктора 14 с электродвигателем 15 и оснащенной закрепленным на ней кулачками 16 по количеству рабочих позиций (в рассматриваемом стенде использованы три рабочие позиции, а следовательно, на штанге закреплено три кулачка). Кулачки 16 вьшолнены с наклонным и горизонтальным участками. Штанга 12 поддерживается коромыслом 17.
По длине штанги в нескольких местах закреплены на ней оси 18 с роликами 19, установленными в направляющих 20 рамы. Оси 18 предотвращают поворот штанги относительно своей оси.
Стенд оснащен устройством для приема труб, выполненным в виде смонтированных на опоре 21 рамы
5
двуплечих рычагов 22 и выдвижных упоров 23.
Кроме того, на раме установлены упоры 24, а за последней рабочей позицией смонтирован автоматический останов, выполненный в виде установленного на оси 25 рамы рычага 26 и скобы 27, соединенной посредством штыря 28 с рычагом 29, смонтированным на оси 30. На штанге закреплен упор 31 для рычага 29.
Стенд работает следующим образом.
Дпя обеспечения загрузки стенд приводится в исходное положение.
За рабочими позициями 5 и 6 перед рычагами 22 устанавливают упоры 23, включают электродвигатель 15 и перемещают штангу 12 вправо. При этом свободный конец рычага 10 поднимается до уровня покатей 9 на позиции 7, при дальнейшем перемещении штанги 12 поднимаются рычаги 10 на позиции 6, затем на позиции 5.
Штанга доходит до крайнего правого положения, выключает электродвигатель 15 через конечный выключатель (не показан) останавливается. Стенд готов к приему трубной плети.
Со сборочного стенда подается трубная плеть, которая по покатям 9 и рычагу 10 скатывается и упирается в рычаг 22 позиции 5. Включают электродвигатель 15 на реверс и штангу 12 перемещают влево до тех пор, пока 5 ролик 11 не окажется на нижнем горизонтальном участке кулачка 16. При этом трубная плеть укладывается на роликоопоры 4 рабочей позиции 5.
0
5
0
Штангу 12 останавливают. Рычаги 10 на позициях 6 и 7 остаются в поднятом положении.
На позиции 5 производят сварку внутренних стыков труб.
Затем убирают упоры 23 на позиции 5 и рычаг 22 под действием собственного веса поворачивается, освобождая проход трубной плети на позицию 6.
После этого включают электродвигатель 15 и штангу 12 перемещают в крайнее правое положение, при этом рычаги 10 позиции 5 поднимаются и плеть скатывается по нему на позицию 6. Плеть нажимает на левое плечо рычага 22 и поднимает правое плечо.
Одновременно следующая плеть подается на позицию 5.
Вновь перемещают штангу 12 влево, рычаг 10 на позиции 5 опускается, а при дальнейшем перемещении штанги опускается рычаг на позиции 6 и плет ложится на роликоопоры 4 позиции 6. В этом положении на позиции 6 производится сварка наружных швов, а на позиции 5 - сварка внутренних швов.
Затем убирают-упоры 23 за позицией 6, подают штангу 12 вправо, рычаг 10 на позиции 6 поднимается и подает плеть на позицию 7, При дальнейшем перемещении штанги вправо до ее крайнего положения плеть с позиции 5 подается на позицию 6, а на позицию 5 поступает следующая плеть.
При передаче плети с позиции 6 на позицию 7 рычаг 26 останова поднят.
Перемещают штангу влево, рычаги 10 позиции 7 опускаются, укладывая плеть на роликоопоры 4, при дальнейшем перемещении штанги рычаги 10 позиции 6 также опускают плеть на роликоопоры 4.
Штангу продолжают перемещать вле- во, рычаги 10 на позиции 7 опускаются, упор 31 штанги посредством рычага 29 поворачивает скобу 27 с осью 25 и устанавливает рычаг 26 горизонтально.
После этого на всех позициях производится сварка соответствующих
O
5
5
0
0
швов трех плетей и выгрузка плети с позиции 7 стенда.
На стенде обеспечивается плавная подача плетей труб с одной позиции на другую, а также укладка их на ; роликоопоры и съем с роликоопор рычагами устройства для сброса труб, благодаря чему плети не деформируются, качество их улучшается.
Формула изобретения
Стенд для полуавтоматической сварки поворотных стыков труб, содержащий опорную раму с покатью, смонтированные на раме на рабочей позиции роликоопоры, устройство для приема труб и устройство для сброса труб, выполненное в виде рычага с приводом его поворота, отличающий- с я тем, что, с целью повьш1ения качества путем обеспечения безударного приема и сброса труб, привод поворота рычага устройства для сброса тйУб выполнен в виде установленной на раме с возможностью продольного перемещения штанги с закрепленными на ней кулачками, а рычаги указанного устройства снабжены копирны- ми роликами, установленными с возможностью взаимодействия с кулачками штанги.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАЗА ТРУБОСВАРОЧНАЯ | 2015 |
|
RU2629412C2 |
| Устройство для сварки труб из термопластов | 1986 |
|
SU1435480A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| Способ сборки под сварку труб в плети и устройство для его осуществления | 1979 |
|
SU867582A1 |
| РОЛИКОВЫЙ СТЕНД для СВАРКИ ТРУБ В ПЛЕТИ | 1969 |
|
SU233146A1 |
| Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем | 2015 |
|
RU2609600C1 |
| Устройство для сборки и вращения цилиндрических изделий | 1985 |
|
SU1348124A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| СТЕНД ДЛЯ СБОРКИ ПОД СВАРКУ И СВАРКИ ПОВОРОТНЫХ СТЫКОВ ТРУБ | 1972 |
|
SU422559A1 |
| Автоматизированная поточная линия | 1983 |
|
SU1162568A1 |
Изобретение относится к строительству трубопроводов, в частности к стендам для сварки поворотных стыков труб, образующих трубные плети. Цель изобретения - повышение качества. Стенд содержит раму с покатью, устройство для приема труб и устройство для сброса труб, которое имеет рычаги IО с роликами 11 и штангу 12 с закрепленньми на ней кулачками 16. При перемещении штанги 12 влево на каждой из рабочих позиций рычаги 10, взаимодействуя с кулачками 16, опускаются, укладывая трубные плети на роликоопоры 4. На одной рабочей позиции производят сварку внутренних швов, а на других позициях - сварку наружных швов. Затем штангу перемещают вправо, рычаги 10 поднимаются, снимают трубные плети с ро 1икоопор 4 и устанавливают на уровень покати. После срабатывания устройства для приема труб плети перемещаются с одной позиции на другую. Все перемещения труб производятся без ударов. 7 ил. (Л ff-ff :А:} о :о со 4 431 cfJue.
У
Ж
.1
(pus. 2
т- 22 I/
N
Buff 6
22
I
ILL
т nJ
7
71
1
fS 74r
iSf
26
- 4 7
фи&.3
hr
/J
г г
А-Д, ггаВерну/тго
фиг. 6
фив7
30
Составитель Е.Крюкова Редактор И.Рыбченко Техредн.Глущенко Корректор М.Шароши
Заказ 2310Тираж 975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| Установка для полуавтоматической сварки поворотных стыков труб | 1974 |
|
SU531704A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| УСТАНОВКА ДЛЯ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ^~ Пг^ r.:,'-'4^if)'^ij д еч;.,» V.-:-, V,.' -^ ..,..' v^t I-, /tt ^ш^тШ'1^:ту^т^,БИБЛИОТЕКА | 0 |
|
SU305977A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
