Известен способ изготовления безбандажных массивных шин, заключающийся в том, что на эластичное основание накладывают армирующие кольца проволоки или другого армирующего материала, на который накладывают резиновый беговой массив с различным составом резины. Полученную в форме рукава заготовку ирессуют, вулканизируют п затем разрезают на отдельные щины.
Армирующие кольца такой шины являются жесткой системой. При динамических нагрузках отдельные ироволоки системы ломаются. При наложении трех-четырех слоев из различного тииа резин образуются воздущные прослойки между ними, что ухудщает качество готовой щины и усложняет технологию ее изготовления.
Предлагае.мый способ отличается тем, что используют один тип резинь для основания и бегового массива и армирование производят латунированным обрезиненным металлокордо1М витками по спирали, отстуия от наружной 1Г10верхности боковин на 8-10 .«-и.
Это увеличивает прочность тин, снижает их себестоимость и уирощает технологию i изготовления.
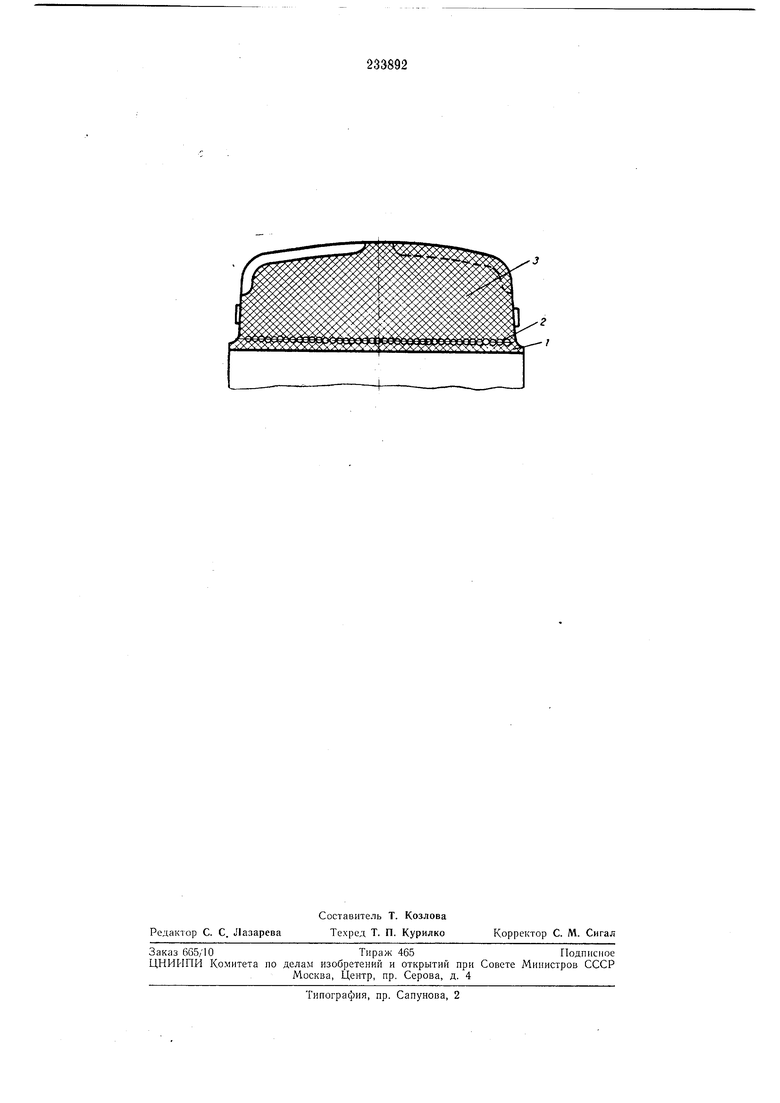
На чертеже иоказана конструкция предлагаемой щины.
что профилированную или гладкую резиновую ленту / толщиной 3-4 мм с червячного иресса накладывают на щаблон. Затем но всей нирине ленты, отстуия 8-10 мм от наружной поверхности боковин, наматывают виткамп ио спирали латун1фованный обрезиненный металлокорд 2, на который накладывают резиновую заготовку бегового массива Х изготовленного на червячном ирессе или на каландре. Изготовленную таким образом щину прессуют, вулканизируют, обрезают резиновые выпрессовки. Монтаж щины на колесо осуи1ествля1От путем заирессовки колеса в щину с натягом.
Предмет изобретения
Сиособ изготовления безбандажных массипных щин, заключающийся в наложении на щаблон эластичного основания, армируюо1.его материала и бегового массива, в оирессовке и ву.тканизации заготовки, отличающийся тем, что, с целью увеличения ирочности щин, снижения себестоимости и упрощения технологии 1 изготовления, эластичное основание и беговой массив выиолняют из одного типа резины и армирование производят латунированным обрезиненным металлокордом витками ио спирали, отступя от наружной поверхности боковин на 8-10 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматическая радиальная высокоскоростная шина (варианты исполнения каркаса) | 2024 |
|
RU2834911C1 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2809312C1 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2802826C1 |
| АРМИРОВАННАЯ МАССИВНАЯ ШИНА | 2001 |
|
RU2248279C2 |
| Пневматическая радиальная высокоскоростная шина (варианты исполнения брекерно-протекторной части) | 2024 |
|
RU2828340C1 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2816902C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2800762C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| Пневматическая радиальная легковая шина (варианты) | 2022 |
|
RU2797706C1 |