Известны фрезы для обработки древесины, включающие корпус, вставные неразъемные ножи толщиной 2-5 мм, а также элементы их крепления и регулировки.
Подготовка фрезы к работе осуществляется заточкой ножей по отдельности с последующей фуговкой их на валу рабочей машины.
Цель изобретения - упростить изготовление фрезы и снизить расход высоколегированной стали. Достигается это тем, что каждый нож фрезы выполнен составным, одна из частей которого прикреплена непосредственно к корпусу, а другая, имеющая форму пластинки, выполнена из легированной стали и прижата к первой пластинке с помощью элементов крепления.
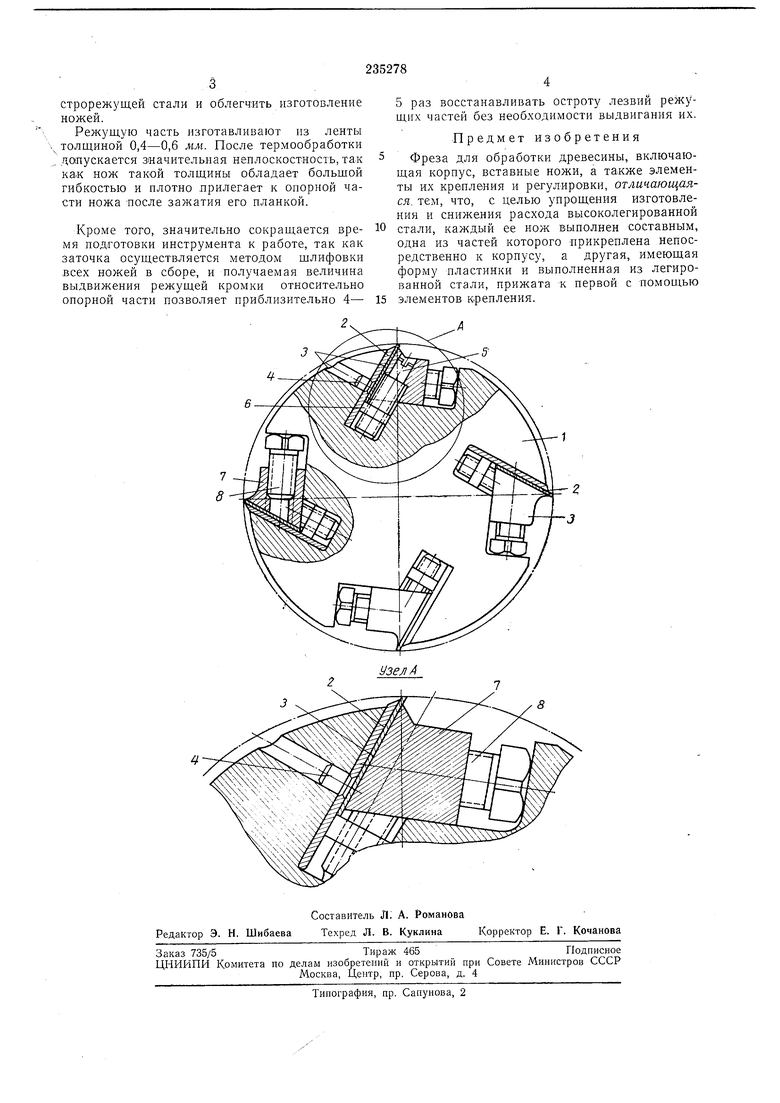
На чертеже показана описываемая фреза.
Фреза включает корпус Л составные ножи, выполненные из двух частей 2 и 3, ограничительные штифты 4, винты 5 с гайками , зажимные планки 7 с винтами 8.
Опорная часть 2 ножа толщи-ной, например, 2,0-2,5 льи изготовлена из малоуглеродистой инструментальной стали и термически обработана на твердость приблизительно 50 ПНс. Режущая часть 3 толщиной, например, 0,4-0,6 мм изготовлена из высоколегированной или быстрорежущей стали и термически обработана на твердость 62-64 HR.
Опорная часть ножа с помощью закрепленных на ней ограничительных щтифтов 4 фиксируется в отверстиях паза корпуса от смещения в радиальном направлении. Для выдвил ения лезвия на необходимую величину вращают винт 5, гайка 6 перемещается в радиальном направлении и выдвигает режущую часть ножа на тыльную кромку. Обе части составного ножа одновременно зажимаются планкой 7 с помощью винтов 8. Повторным заточкам подвергается только режущая часть ножа. Из условий прочности резца во время резания лезвие режущей части выдвигается над верхней кромкой опорной части на величину, приблизительно равную 0,8 t, где t - толщина режущей части.
В результате полученной выставки лезвия представляется возмол ность заострить реЛсущую часть по мере затупления, стачивая ее до опорной части без дополнительного выдвил ения релсущей кромки. После этого снова с помощью винтов 5 и гаек 6 выдвигают лезвие на вышеуказанную величину.
ЗатОчку лезвий режущих частей производят методом шлифовки их в сборе на вращающемся валу рабочей машины.